




輸送流體用無縫鋼管
格式:pdf
大小:42KB
頁數:3P
一、基本工藝 1.原料控制 具備冶煉能力,調坯軋材的鋼坯化學成分和主要工藝裝備應符合本技術條件。 2.主要工藝設備 2.1軋鋼工藝流程 2.1.1熱軋無縫鋼管工藝流程 坯料準備→加熱→穿孔→延伸→定徑.減徑→冷卻→矯直→切頭→檢查→包裝→入庫 2.1.2冷拔無縫鋼管工藝流程 坯料準備→加熱→穿孔→熱錘頭→冷卻→檢查→酸洗(毛管)→磷化→潤滑→拔制→退火 →矯直→切頭→檢查→包裝→入庫 2.2制造方法 2.2.1鋼的冶煉方法 鋼由氧氣轉爐或電爐冶煉。 2.2.2管坯的制造方法 管坯采用連鑄或熱軋(鍛)方法制造,鋼錠也可直接用做管坯。 2.2.3鋼管的制造方法 鋼管采用熱軋(擠壓、擴)或冷拔(軋)無縫方法制造。 3.實驗室 3.1具有獨立的理化試驗室。 3.2理化試驗室的測試手段齊全,具備按gb/t8163技術標準要求的全部檢驗項目的檢驗能 力。 3.3理化試驗室的全部檢測
輸送流體用無縫鋼管 (2)
格式:pdf
大小:42KB
頁數:3P
一、基本工藝 1.原料控制 具備冶煉能力,調坯軋材的鋼坯化學成分和主要工藝裝備應符合本技術條件。 2.主要工藝設備 2.1軋鋼工藝流程 2.1.1熱軋無縫鋼管工藝流程 坯料準備→加熱→穿孔→延伸→定徑.減徑→冷卻→矯直→切頭→檢查→包裝→入庫 2.1.2冷拔無縫鋼管工藝流程 坯料準備→加熱→穿孔→熱錘頭→冷卻→檢查→酸洗(毛管)→磷化→潤滑→拔制→退火 →矯直→切頭→檢查→包裝→入庫 2.2制造方法 2.2.1鋼的冶煉方法 鋼由氧氣轉爐或電爐冶煉。 2.2.2管坯的制造方法 管坯采用連鑄或熱軋(鍛)方法制造,鋼錠也可直接用做管坯。 2.2.3鋼管的制造方法 鋼管采用熱軋(擠壓、擴)或冷拔(軋)無縫方法制造。 3.實驗室 3.1具有獨立的理化試驗室。 3.2理化試驗室的測試手段齊全,具備按gb/t8163技術標準要求的全部檢驗項目的檢驗能 力。 3.3理化試驗室的全部檢測
編輯推薦下載
輸送流體用無縫鋼管力學性能
格式:pdf
大小:15KB
頁數:2P
 4.8
4.8
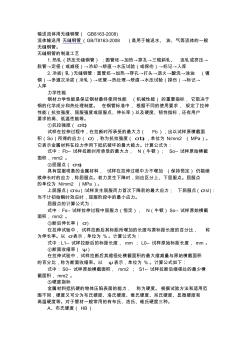
輸送流體用無縫鋼管(gb8163-2008) 流體輸送用無縫鋼管(gb/t8163-2008)是用于輸送水、油、氣等流體的一般 無縫鋼管。 無縫鋼管的制造工藝 1.熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→ 脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍 銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→ 入庫 力學性能 鋼材力學性能是保證鋼材最終使用性能(機械性能)的重要指標,它取決于 鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸 性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶 要求的高、低溫性能等。 ①抗拉強度(σb) 試樣在拉伸過程中,在拉斷時所承受的最大力(fb),出以試
流體用無縫鋼管常用規格
格式:pdf
大小:58KB
頁數:3P
4.4
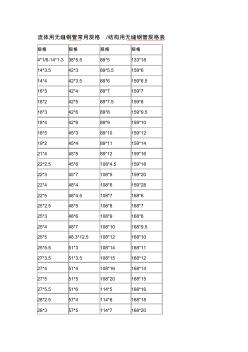
流體用無縫鋼管常用規格/結構用無縫鋼管規格表 規格規格規格規格 4*1/6-14*1-338*5.589*5133*18 14*3.542*389*5.5159*6 14*442*3.589*6159*6.5 16*342*489*7159*7 18*242*589*7.5159*8 18*342*689*8159*9.5 18*442*889*9159*10 18*545*389*10159*12 19*245*489*11159*14 21*445*589*12159*16 22*2.545*6108*4.5159*18 22*345*7108*5159*20 22*448*4108*6159*28 22*548*4.5108*7168*6 25*2.548*51
輸送流體用無縫鋼管(ASTM、API)熱門文檔
流體用無縫鋼管常用規格
格式:pdf
大小:60KB
頁數:3P
4.4
流體用無縫鋼管常用規格/結構用無縫鋼管規格表 規格規格規格規格 4*1/6-14*1-338*5.589*5133*18 14*3.542*389*5.5159*6 14*442*3.589*6159*6.5 16*342*489*7159*7 18*242*589*7.5159*8 18*342*689*8159*9.5 18*442*889*9159*10 18*545*389*10159*12 19*245*489*11159*14 21*445*589*12159*16 22*2.545*6108*4.5159*18 22*345*7108*5159*20 22*448*4108*6159*28 22*548*4.5108*7168*6 25*2.548*51
GBT8163-1999輸送流體用無縫鋼管參數
格式:pdf
大小:26KB
頁數:2P
4.4
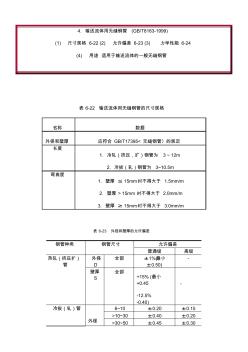
4.輸送流體用無縫鋼管(gb/t8163-1999) (1)尺寸規格6-22(2)允許偏差6-23(3)力學性能6-24 (4)用途適用于輸送流體的一般無縫鋼管 表6-22輸送流體用無縫鋼管的尺寸規格 名稱數據 外徑和壁厚應符合gb/t1739515mm時不得大于2.0mm/m 3.壁厚≥15mm時不得大于3.0mm/m 表6-23外徑和壁厚的允許偏差 鋼管種類鋼管尺寸允許偏差 普通級高級 熱軋(擠壓擴) 管 外徑 d 全部±1%(最小 ±0.50) - 壁厚 s 全部 +15
GBT8163-2008《輸送流體用無縫鋼管》
格式:pdf
大小:8KB
頁數:4P
4.3
第1頁共4頁 gb/t8163-2008《輸送流體用無縫鋼管》 一、單選題 1.鋼管的外徑(d)和()(s)應符合gb/t17395的規定。 a.內徑b.壁厚c.長度d.化學成分 答案:b(4.1壁厚) 2.鋼管的通常長度為()。 a.3000mm—12000mmb.3000mm—6000mmc.3000mm—12500mm d.6000mm—12000mm 答案:c(4.3.1通常長度) 3.鋼應采用()加爐外精煉或氧氣轉爐加爐外精煉方法冶煉。 a.電解法b.電弧爐c.連續煉鋼d.混合煉鋼 答案:b(5.2.1鋼的冶煉方法) 4.熱軋(擠壓、擴)鋼管應以熱軋狀態或熱處理狀態交貨。要求()狀態 交貨時,需在合同中注明

輸送流體用無縫鋼管力學性能 (2)
格式:pdf
大小:15KB
頁數:2P
4.6
輸送流體用無縫鋼管(gb8163-2008) 流體輸送用無縫鋼管(gb/t8163-2008)是用于輸送水、油、氣等流體的一般 無縫鋼管。 無縫鋼管的制造工藝 1.熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→ 脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍 銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→ 入庫 力學性能 鋼材力學性能是保證鋼材最終使用性能(機械性能)的重要指標,它取決于 鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸 性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶 要求的高、低溫性能等。 ①抗拉強度(σb) 試樣在拉伸過程中,在拉斷時所承受的最大力(fb),出以試
輸送流體用無縫鋼管(ASTM、API)精華文檔

流體用無縫鋼管常用規格 (2)
格式:pdf
大小:60KB
頁數:3P
4.5
流體用無縫鋼管常用規格/結構用無縫鋼管規格表 規格規格規格規格 4*1/6-14*1-338*5.589*5133*18 14*3.542*389*5.5159*6 14*442*3.589*6159*6.5 16*342*489*7159*7 18*242*589*7.5159*8 18*342*689*8159*9.5 18*442*889*9159*10 18*545*389*10159*12 19*245*489*11159*14 21*445*589*12159*16 22*2.545*6108*4.5159*18 22*345*7108*5159*20 22*448*4108*6159*28 22*548*4.5108*7168*6 25*2.548*51

結構用無縫鋼管與流體用無縫鋼管的區別
格式:pdf
大小:119KB
頁數:5P
4.4
結構用無縫鋼管與流體用無縫鋼管的區別 結構用無縫鋼管執行標準為gb/t8162-2008,此標準適用于一般結構、管道、容器、設備、 管件及機械結構用無縫鋼管。結構用無縫鋼管材質有20#、35#、45#、20cr、40cr、q345b、 16mn-50mn、20crmo、35crmo、42crmo、20crmnti、30crmnsia、40crnimo 流體用無縫鋼管執行標準為:gb/t8163-2008,適用于輸送流體的一般無縫鋼管。大量用作 輸送流體的管輸送石油、天然氣、煤氣、水及某些固體物料的管道等。廣泛用于制造結構件 和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。流體用 無縫鋼管材質:10#、20#、16mn、q345b 流體用無縫鋼管與結構無縫鋼管的主要區別是流體無縫鋼管逐根進行液壓試驗或進行超聲 波、渦流、漏磁探傷。因此,在
GBT8163-1999輸送流體用無縫鋼管參數 (2)
格式:pdf
大小:26KB
頁數:2P
4.6
4.輸送流體用無縫鋼管(gb/t8163-1999) (1)尺寸規格6-22(2)允許偏差6-23(3)力學性能6-24 (4)用途適用于輸送流體的一般無縫鋼管 表6-22輸送流體用無縫鋼管的尺寸規格 名稱數據 外徑和壁厚應符合gb/t1739515mm時不得大于2.0mm/m 3.壁厚≥15mm時不得大于3.0mm/m 表6-23外徑和壁厚的允許偏差 鋼管種類鋼管尺寸允許偏差 普通級高級 熱軋(擠壓擴) 管 外徑 d 全部±1%(最小 ±0.50) - 壁厚 s 全部 +15

無縫鋼管無縫鋼管
格式:pdf
大小:324KB
頁數:17P
4.8
gb5310無縫鋼管,gb5310-2008無縫鋼管 電話:0, 規格規格規格規格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
輸送流體用無縫鋼管(ASTM、API)最新文檔
流體用厚壁無縫鋼管規格表
格式:pdf
大小:27KB
頁數:2P
4.7
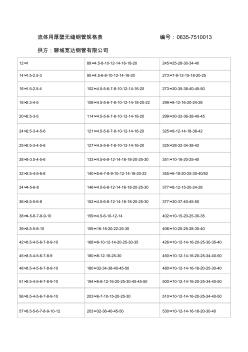
流體用厚壁無縫鋼管規格表編號:0635-7510013 供方:聊城寬達鋼管有限公司 12×189×4.5-8-10-12-14-16-18-20245×25-28-30-34-40 14×1.5-2.5-395×4.5-6-8-10-12-14-16-20273×7-9-12-15-18-20-25 16×1.5-2.5-4102×4.5-5-6-7-8-10-12-14-16-20273×30-35-38-40-45-50 18×2.3-4-5108×4.5-5-6-7-8-10-12-14-18-20-22299×8-12-16-20-24-28 20×2.5-3-5114×4.5-5-6-7-8-10-12-14-18-20299×30-32-36-38-40-45 24×2.5-3-4-5-6121×4.5-5-6-7-8-10-12-14-16
流體用厚壁無縫鋼管規格表 (2)
格式:pdf
大小:27KB
頁數:2P
4.6
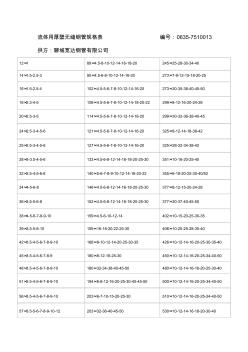
流體用厚壁無縫鋼管規格表編號:0635-7510013 供方:聊城寬達鋼管有限公司 12×189×4.5-8-10-12-14-16-18-20245×25-28-30-34-40 14×1.5-2.5-395×4.5-6-8-10-12-14-16-20273×7-9-12-15-18-20-25 16×1.5-2.5-4102×4.5-5-6-7-8-10-12-14-16-20273×30-35-38-40-45-50 18×2.3-4-5108×4.5-5-6-7-8-10-12-14-18-20-22299×8-12-16-20-24-28 20×2.5-3-5114×4.5-5-6-7-8-10-12-14-18-20299×30-32-36-38-40-45 24×2.5-3-4-5-6121×4.5-5-6-7-8-10-12-14-16
無縫鋼管
格式:pdf
大小:8KB
頁數:2P
4.6
無縫鋼管生產史及主要制造工藝簡介*k-z;i!d;o(a!~ 無縫鋼管是一種重要的經濟鋼材。它廣泛應用于石油、石化、化工、鍋爐、電站、船 舶、機械制造,汽車、航空、建筑及軍工等各個部門,是國民經濟中不可缺少的鋼材品種。 無縫鋼管的生產在世界上已有一百多年的歷史。首先是由德國曼內斯曼(mannesmann) 兄弟于1885年發明了斜軋穿孔工藝,從而開創了無縫鋼管生產發展的歷史。之后,他們繼 續不懈地探索,尋求軋長、減薄穿孔厚壁毛管的方法,終于在1892年采用周期軋管工藝由 實心坯軋出世界上第一支無縫鋼管,完成了由實心管坯軋制無縫管的“曼內斯曼軋管工藝”。 隨后,多種軋管工藝相繼出現:!_!l.l,x9~6s1l *1899年艾哈德(ehrhardt)軋管工藝的發明。艾哈德于1891年發明水壓沖孔工藝以生 產沖孔杯狀坯,并于1899年
3、無縫鋼管
格式:pdf
大小:118KB
頁數:6P
4.6
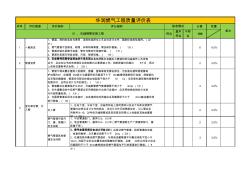
序號評價維度評價指標評分細則分值權重 符合 基本 符合 不符 合 100 1一般規定66.0% 2焊接資質22.0% 44.0% 引入管 1、在地下室、半地下室、設備層和地上密閉房間以及地下車庫安裝燃氣 管道時應符合設計文件的規定;當設計文件無明確規定時,引入管應采 用鋼號為10、20號的無縫鋼管或具有同等及同等以上性能的其他金屬管 材;(2分) 22.0% 燃氣管道與室外 門、窗、排煙口 安全間距 1、中壓管道距門、窗洞口≥0.5米 2、低壓管道距門、窗洞口≥0.3米(燃氣管道距生產廠房建筑物門、窗 距離不限) 3、距熱水器排煙口≥0.5米(2分) 22.0% 燃氣管道其他管 道安全間距 1燃氣管道與相鄰管道水平敷設時,應保證燃氣管道、相鄰管道的安裝 、檢查和維修,交叉敷設間距不小于2cm。(2分) 2、在建筑物外敷設燃氣管道時,與其他金屬管道平

無縫鋼管大全
格式:pdf
大小:31KB
頁數:3P
4.7
無縫鋼管理論重量表 [來源:www.***.***][作者:中國鋼管網][日期:09-04-21][熱度:10124]文字大小:大中小 單位:kg/m 壁 厚外 徑 33.544.555.56 322.1462.4602.7623.0523.3293.5943.847 382.5892.9783.3543.7184.0694.4084.735 422.8853.3233.7494.1624.5624.9515.327 453.1073.5824.0444.4954.9325.3585.771 503.4774.0144.5385.0495.5496.0366.511 543.7734.3594.9325.4936.0426.5787.103 57
 GB/T8163—1999輸送流體用無縫鋼管標準述評
GB/T8163—1999輸送流體用無縫鋼管標準述評 GB/T8163—1999輸送流體用無縫鋼管標準述評
格式:pdf
大小:77KB
頁數:2P
4.6
綜合論述了gb/t8163-1999輸送流體用無縫鋼管標準技術指標,對輸送流體用無縫鋼管組織生產有一定指標意義。
GB/T8163-1999輸送流體用無縫鋼管標準述評 GB/T8163-1999輸送流體用無縫鋼管標準述評
格式:pdf
大小:252KB
頁數:未知
4.4
綜合論述了gb/t8163-1999輸送流體用無縫鋼管標準技術指標,對輸送流體用無縫鋼管組織生產有一定指導意義。

無縫鋼管知識
格式:pdf
大小:47KB
頁數:24P
4.5
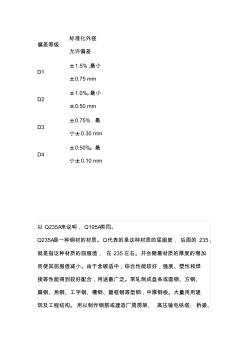
偏差等級 標準化外徑 允許偏差 d1 ±1.5%,最小 ±0.75mm d2 ±1.0%。最小 ±0.50mm d3 ±0.75%.最 小±0.30mm d4 ±0.50%。最 小±0.10mm 以q235a來說明,q195a類同。 q235a是一種鋼材的材質。q代表的是這種材質的屈服度,后面的235, 就是指這種材質的屈服值,在235左右。并會隨著材質的厚度的增加 而使其屈服值減小。由于含碳適中,綜合性能較好,強度、塑性和焊 接等性能得到較好配合,用途最廣泛。常軋制成盤條或圓鋼、方鋼、 扁鋼、角鋼、工字鋼、槽鋼、窗框鋼等型鋼,中厚鋼板。大量用用建 筑及工程結構。用以制作鋼筋或建造廠房房架、高壓輸電鐵塔、橋梁、 車輛、鍋爐、容器、船舶等,也大量用作對性能要求不太高的機械 零件。c、d級鋼還可作某些專業用鋼使用。 q235分a、b、c、d四級(gb700-88)
輸送流體用無縫鋼管(ASTM、API)相關
文輯推薦
知識推薦
百科推薦


職位:消防戰斗員
擅長專業:土建 安裝 裝飾 市政 園林


