

焊接用鋼絲GB1300
格式:pdf
大小:105KB
頁數:4P
人氣 :50
 4.5
4.5
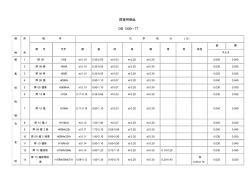
焊接用鋼絲 GB 1300—77 鋼 種 序 號 鋼 號 化 學 成 分 (%) 牌 號 代號 碳 錳 硅 鉻 鎳 鉬 釩 其他 硫 磷 不大于 碳 素 結 構 鋼 1 焊 08 H08 ≤0.10 0.30-0.55 ≤0.03 ≤0.20 ≤0.30 0.040 0.040 2 焊 08 高 H08A ≤0.10 0.30-0.55 ≤0.03 ≤0.20 ≤0.30 0.030 0.030 3 焊 08 特 H08E ≤0.10 0.30-0.55 ≤0.03 ≤0.20 ≤0.30 0.025 0.025 4 焊 08 錳 H08Mn 0.80-1.10 ≤0.07 ≤0.20 ≤0.30 0.040 0.040 5 焊 08 錳高 H08MnA ≤0.10 0.80-1.10 ≤0.07 ≤0.20 ≤0.30 0.030 0.030 6 焊 15 高 H15A 0.11-0.1



《國家標準》GB1300-1977焊接用鋼絲
格式:pdf
大小:110KB
頁數:4P
焊接用鋼絲 gb1300—77 鋼 種 序 號 鋼號化學成分(%) 牌號代號碳錳硅鉻鎳鉬釩其他 硫磷 不大于 碳 素 結 構 鋼 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08錳h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08錳高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1
編輯推薦下載
焊接用鋼盤條
格式:pdf
大小:30KB
頁數:3P
4.5
寶山鋼鐵股份有限公司企業標準 q/bqb511-2003 焊接用鋼盤條代替q/bqb511-1998 1范圍 本標準規定了焊接用鋼盤條的尺寸、外形、重量及允許偏差、技術要求、檢驗與試驗、包 裝、標志和質量證明書等。 本標準適用于寶山鋼鐵股份有限公司生產的用于制造手工電弧焊焊條芯和氣體熔焊、埋弧 自動焊、電渣焊和氣體保護焊焊絲的焊接用鋼無扭控冷熱軋盤條。 2規范性引用文件 下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨 后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達 成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適 用于本標準。 gb/t222鋼的化學分析用試樣取樣法及成品化學成分允許偏差 gb/t223鋼鐵及合金化學分析方法 gb/t
GBT3429《焊接用鋼盤條》編制說明
格式:pdf
大小:8KB
頁數:3P
4.4
yb/txxxx-xxxx 《剎車軟管用碳素鋼絲》行業標準 編制說明 1、工作概況 1.1任務來源 剎車線是汽車、摩托車的重要的部件,任何的機械損傷都可能造成安全事故,所以剎車 線的外部有剎車軟管保護。剎車軟管是碳素鋼絲經過壓扁后螺旋盤繞,以此為骨架,用橡膠 包覆而成。這就要求剎車軟管用碳素鋼絲不僅需要合適的強度、彈性、韌性,而且能夠保證 其后加工過程所需的塑性變形能力。 剎車軟管采用高性能碳素鋼絲,運用鋼絲螺旋預成型原理,精密設計制造而成。其關鍵 部件是碳素鋼絲,而現行的gb/t4357—2009《冷拉碳素彈簧鋼絲》標準無法滿足剎車線管 的設計和制造要求,我國尚無剎車軟管用碳素鋼絲國家和行業標準。從市場經濟的發展來看 產品逐步趨向專業化、個性化發展,制定本標準已是必然。制定《剎車軟管用碳素鋼絲》, 對統一協調、規范化地發展和提高剎車軟管的質量水平,
焊接用鋼絲GB1300熱門文檔
GB/T_14450—1993胎圈用鋼絲
格式:pdf
大小:177KB
頁數:7P
4.6
中華人民共和國國家標準 gb/t14450—1993 胎圈用鋼絲 beadwire 1主題內容與適用范圍 本標準規定了輪胎胎圈用鋼絲的尺寸、外形、重量、技術要求、試驗方法、檢驗規則、包 裝、標志及質量證明書。 本標準適用于制造汽車、拖拉機、飛機及其他運載車輛的輪胎胎圈中鋼絲束所用的碳素圓 鋼絲。 2引用標準 gb228金屬拉伸試驗法 gb238金屬線材反復彎曲試驗方法 gb239金屬線材扭轉試驗方法 gb2103鋼絲驗收、包裝、標志及質量證明書的一般規定 gb4354優質碳素鋼盤條 3分類及代號 3.1鋼絲按工藝狀態分二類: 回火胎圈鋼絲(以下簡稱“回火鋼絲”)ht 冷拉胎圈鋼絲(以下簡稱“冷拉鋼絲”)lt1) 注:1)冷拉鋼絲為保留產品,不推薦使用。 3.2交貨鋼絲的工藝狀態應在訂貨合同中注明。 4尺寸、外形、重量 4.1尺寸 4.

GB8903-1998電梯用鋼絲繩
格式:pdf
大小:139KB
頁數:4P
4.4
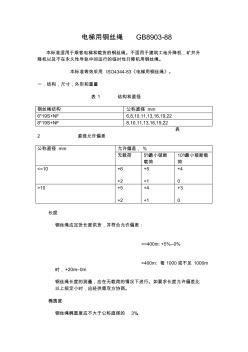
1/4 電梯用鋼絲繩 gb8903—88 中華人民共和國冶金工業部1988—02—29批準1989—07—01實施 本標準適用于乘客電梯或載貨電梯的曳引用鋼絲繩。 本標準不適用于建筑工地升降機,礦井升降機以及不在永久性導軌中間運行的臨時性升降機用鋼絲繩。 本標準等效采用iso4344—83《電梯用鋼絲繩》。 1結構、尺寸、外形和重量 1.1結構和直徑 鋼絲繩的結構和直徑應符合表1的規定。 表1 鋼絲繩結構公稱直徑,mm 6×19s+nf6,8,10,11,13,16,19,22 8×19s+nf8,10,11,13,16,19,22 經供需雙方協商,在符合國家有關的安全規程前提下,可提供其他結構、直徑的電梯鋼絲繩。 1.2直徑允許偏差 鋼絲繩直徑允許偏差應符合表2的規定。 表2 公稱直徑 mm 允許偏差,
焊接用鋼絲GB1300精華文檔

ir電梯用鋼絲繩gb890388jl
格式:pdf
大小:54KB
頁數:6P
4.3
電梯用鋼絲繩gb8903-88 本標準適用于乘客電梯和載貨的鋼絲繩。不適用于建筑工地升降機,礦井升 降機以及不在永久性導軌中間運行的臨時性升降機用鋼絲繩。 本標準等效采用iso4344-83《電梯用鋼絲繩》。 一.結構,尺寸,外形和重量 表1結構和直徑 表 2直徑允許偏差 公稱直徑mm允許偏差,% 無載荷5%最小破斷 載荷 10%最小破斷載 荷 10+5 +2 +4 +1 +3 0 長度 鋼絲繩應定貨長度供貨,并符合允許偏差: 400m:每1000或不足1000m 時,+20m—0m 鋼絲繩長度的測量,應在無載荷的情況下進行。如要求長度允許偏差比 以上規定小時,應經供需雙方協商。 橢圓度 鋼絲繩橢圓度應不大于公稱直徑的3%。 鋼絲繩結構公稱直徑
BYL077-2014焊接用鋼EH14、SWRY11-B熱軋盤條臨時供貨條件
格式:pdf
大小:34KB
頁數:4P
4.7
本溪北營鋼鐵(集團)股份有限公司 新產品供貨臨時技術條件 byl077-2014代替byl077-2011 焊接用eh14和swry11-b熱軋盤條 2014-01-16發布2014-01-16實施 本溪北營鋼鐵((集團)股份有限公司發布 bxsteel byl077-2014 1 前言 本溪北營鋼鐵(集團)股份有限公司(下簡稱北營公司)為滿足不同用戶對鋼 材、鋼坯產品的不同需求,根據本企業產品的技術特點和用戶的質量要求,對所 有的非標產品在制訂企業標準的前期,均執行《本溪北營鋼鐵(集團)股份有限公 司新產品供貨臨時技術條件》(以下簡稱臨時技術條件),它是用戶在訂貨前對所 規定的技術條件已認可的前提下,作為本企業對出廠產品性能的保證依據。 本臨時技術條件由本溪北營鋼鐵(集團)股份有限公司提出。 本臨時技術條件由本溪鋼鐵集團有限公司棒線材開

GBT20119-2006平衡用鋼絲繩
格式:pdf
大小:1000KB
頁數:9P
4.5
泊星石http://rockstar.xicp.net 泊星石http://rockstar.xicp.net 泊星石http://rockstar.xicp.net
焊接用鋼絲GB1300最新文檔

電梯用鋼絲繩(20200930113713)
格式:pdf
大小:37KB
頁數:3P
4.4
電梯用鋼絲繩 gb8903—88 中華人民共和國冶金工業部1988—02—29批準1989—07—01實施 本標準適用于乘客電梯或載貨電梯的曳引用鋼絲繩。 本標準不適用于建筑工地升降機,礦井升降機以及不在永久性導軌中間運行的臨時性升降機用鋼絲繩。 本標準等效采用iso4344—83《電梯用鋼絲繩》。 1結構、尺寸、外形和重量 1.1結構和直徑 鋼絲繩的結構和直徑應符合表1的規定。 表1 鋼絲繩結構公稱直徑,mm 6×19s+nf6,8,10,11,13,16,19,22 8×19s+nf8,10,11,13,16,19,22 經供需雙方協商,在符合國家有關的安全規程前提下,可提供其他結構、直徑的電梯鋼絲繩。 1.2直徑允許偏差 鋼絲繩直徑允許偏差應符合表2的規定。 表2 公稱直徑 mm 允許偏差,% 無載荷5
EN-10223-3柵欄用鋼絲和鋼絲制品-第3部分:工程用六邊形鋼絲網
格式:pdf
大小:246KB
頁數:11P
4.3
歐洲標準 normeeuropéenne europ?ischenorm en10223-3 1997年12月 ics77.140.65 術語:鋼絲網、鋼絲、鋼材、力學、規范、特性、尺寸、尺寸公差、鍍層、鍍鋅、試驗、捆扎 中文版 柵欄用鋼絲和鋼絲制品-第3部分:工程用六邊形鋼絲網 filselproduitstréfilésenacierpourclótures-partie3: grillageàmailleshexagonales,enacler,pourapplications industrielles stahldrahtunddrahlerzeugnissefürz?une-teil3: stahldrahtgeflechtmitsechseckigenmaschenf?r

鍍鋅鋼絲GB3428_2002
格式:pdf
大小:42KB
頁數:4P
4.7
gb/t17101-2007編制說明 1、工作簡況 1.1任務來源 根據國家標準化管理委員會2006年制修訂國家標準項目計劃,由江陰華新鋼 纜有限公司、上海申佳金屬制品有限公司、冶金工業信息標準研究院承擔制定國 家標準《gb/t17101-1997橋梁纜索用熱鍍鋅鋼絲》的修訂工作。 1.2工作過程 2006年8月接到修訂任務后即著手標準征求意見稿修訂的起草準備工作,主 要開展了以下幾項工作: 1.2.1收集分析、研究了目前國際上唯一的預應力鍍鋅鋼絲的國家標準nfa35-035 (1993版和2001版)。 1.2.2了解了國內外橋梁纜(拉)索用鍍鋅鋼絲生產、使用、研究現狀及發展趨勢 有關資料。 1.2.3收集分析了近十年來特別是最近幾年國內大型懸索橋、斜拉橋纜(拉)索用 鍍鋅鋼絲設計采用的技術規范,研究了一些關鍵技術指標的發展變化。 1.2.4總結了江陰華新和上海


 ER55-Ti焊接用鋼的生產試制
ER55-Ti焊接用鋼的生產試制 ER55-Ti焊接用鋼的生產試制
格式:pdf
大小:122KB
頁數:未知
4.6
利用現有工藝裝備,轉爐高拉碳補吹氬氣,出鋼c≤0.04%,p≤0.010%;lf精煉減少鋼中氣體和夾雜;連鑄全程保護澆鑄,并采用結晶器和末端電磁攪拌技術,降低鋼中夾雜物,提高連鑄坯質量;優化孔型設計,控制軋制溫度、吐絲溫度、冷卻速度等控制產品的組織性能及尺寸精度.承鋼研發的er55-ti焊接用鋼熱軋盤條,產品成分達到內控要求,組織正常,性能穩定,表面質量較好,完全滿足用戶拉拔、焊接要求.

【標準】GBT59722006起重用鋼絲繩檢驗和報廢實用規范(1)
格式:pdf
大小:3.1MB
頁數:23P
4.6
gbt5972-2006起重用鋼絲繩檢驗和報廢實用規范 本標準等效采用國際標準iso4309—1981《起重機械用鋼絲繩檢驗和報廢實用規范》。 1引言 1.1起重機械中的鋼絲繩應視為一種易損件。當檢驗表明其強度已降低到繼續使用有 危險時即應報廢。 1.2鋼絲繩的工作壽命是隨起重機械的特性和工作條件以及用途而變化的。凡是要求 鋼絲繩壽命長的地方,都是采用較大的安全系數和彎曲比(卷筒或滑輪直徑比鋼絲繩直徑)。 然而,在設計要求輕巧和緊湊的場合,如果許可較少的工作循環次數,那么,這些數值可以 降低。設計選擇應符合gb3811—83《起重機設計規范》。 1.3在所有情況下,要能在正確操作的起重機械上安全地搬運貨物,對鋼線繩還應加 強檢驗并作好記錄,保證其信息返回,以便適時更換。 1.4某些起重機械的作業條件使鋼絲繩特別容易受到意外的損傷,因而在最初選用鋼 絲繩時
常用鋼材的焊接
格式:pdf
大小:9KB
頁數:3P
4.7
常用鋼材的焊接 英文詞條名: 一、鋼材的焊接性 焊接性:采用一定焊接方法、焊接材料、工藝參數及結構形式的條件下,獲得優質焊接接頭 的難易程度,即其對焊接加工的適應性。 (一)焊接性一般包括兩個方面: 工藝焊接性:主要指在給定的焊接工藝條件下,形成完好焊接接頭的能力,特別是接頭對產 生裂紋的敏感性,也稱抗裂性; 使用焊接性:在給定的焊接工藝條件下,焊接接頭在使用條件下安全運行的能力,包括焊接 接頭的力學性能和其它特殊性能(如耐高溫、耐腐蝕、抗疲勞等)。 焊接性是金屬的工藝性能在焊接過程中的反映,了解及評價金屬材料的焊接性,是焊接結 構設計、確定焊接方法、制定焊接工藝的重要依據。 (二)鋼的焊接性評定方法: 鋼是焊接結構中最常用的金屬材料,因而評定鋼的焊接性顯得尤為重要。由于鋼的裂紋 傾向與其化學成分有密切關系,因此,可以根據鋼的化學成分評定其焊接性的好壞。 通常將影響最
焊接用鋼絲GB1300相關
文輯推薦
知識推薦
百科推薦

職位:暖通設計助理
擅長專業:土建 安裝 裝飾 市政 園林


