

埋弧焊焊絲焊劑選配
格式:pdf
大小:423KB
頁數:20P
人氣 :88
 4.3
4.3
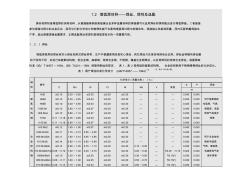
- 1 - 埋弧焊材料——焊絲、焊劑及選配 表 1 國產焊絲標準化學成分 (GB/T14957——1994) 鋼 種 牌號 化學成分(質量分數) ( % ) C Mn Si Cr Ni Mo V 其他 S P 用途 ≤ 碳 素 結 構 鋼 H08 H08A H08E H08 Mn H08 MnA H15A H15 Mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 — — — — — — — —



埋弧焊焊絲焊劑選配
格式:pdf
大小:449KB
頁數:26P
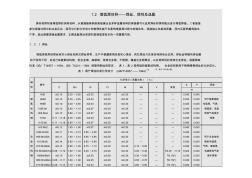
1.2埋弧焊材料——焊絲、焊劑及選配 焊絲和焊劑是埋弧焊的消耗材料,從普通碳素鋼到高級鎳合金多種金屬材料的焊接都可以選用焊絲和 焊劑配合進行埋弧焊接。二者直接參與焊接過程中的冶金反應,因而它們的化學成分和物理性能不僅影響 埋弧焊過程中的穩定性、焊接接頭性能和質量,同時還影響著焊接生產率,因此根據焊縫金屬要求,正確 選配焊絲和焊劑是埋弧焊技術的一項重要內容。 1.2.1焊絲 埋弧焊使用的焊絲有實心焊絲和藥芯焊絲兩類,生產中普遍使用的是實心焊絲,藥芯焊絲只在某些特 殊場合應用。焊絲品種隨所焊金屬的不同而不同,目前已有碳素結構鋼、低合金鋼、高碳鋼、特殊合金鋼、 不銹鋼、鎳基合金鋼焊絲,以及堆焊用的特殊合金焊絲。根據國家標準gb/t14957—1994、gb/ t4241—1984焊接用鋼絲的規定,表1、表2是典型的碳素結構鋼、合金結構鋼和不銹鋼銹鋼焊絲的化學 成分。 表1國產
埋弧焊焊絲焊劑的選擇
格式:pdf
大小:320KB
頁數:12P
1.2埋弧焊材料——焊絲、焊劑及選配 焊絲和焊劑是埋弧焊的消耗材料,從普通碳素鋼到高級鎳合金多種金屬材料的焊接都可以選用焊絲和焊劑配合進行埋弧焊接。二者直接 參與焊接過程中的冶金反應,因而它們的化學成分和物理性能不僅影響埋弧焊過程中的穩定性、焊接接頭性能和質量,同時還影響著焊接生 產率,因此根據焊縫金屬要求,正確選配焊絲和焊劑是埋弧焊技術的一項重要內容。 1.2.1焊絲 埋弧焊使用的焊絲有實心焊絲和藥芯焊絲兩類,生產中普遍使用的是實心焊絲,藥芯焊絲只在某些特殊場合應用。焊絲品種隨所焊金屬 的不同而不同,目前已有碳素結構鋼、低合金鋼、高碳鋼、特殊合金鋼、不銹鋼、鎳基合金鋼焊絲,以及堆焊用的特殊合金焊絲。根據國家 標準gb/t14957—1994、gb/t4241—1984焊接用鋼絲的規定,表1、表2是典型的碳素結構鋼、合金結構鋼和不銹鋼銹鋼焊絲的化學成分。 表1國產
編輯推薦下載

埋弧焊焊絲焊劑選配(20200727193445)
格式:pdf
大小:453KB
頁數:21P
4.4
. . 埋弧焊材料——焊絲、焊劑及選配 表1國產焊絲標準化學成分(gb/t14957——1994) 鋼 種 牌號 化學成分(質量分數)(%) cmnsicrnimov其他 sp用途 ≤ 碳 素 結 構 鋼 h08 h08a h08e h08mn h08mna h15a h15mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.3
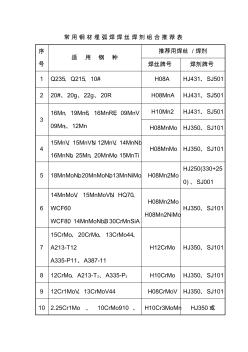
常用鋼材埋弧焊焊絲焊劑組合推薦表
格式:pdf
大小:27KB
頁數:2P
4.3
常用鋼材埋弧焊焊絲焊劑組合推薦表 序 號 適用鋼種 推薦用焊絲/焊劑 焊絲牌號焊劑牌號 1q235、q215、10#h08ahj431、sj501 220#、20g、22g、20rh08mnahj431、sj501 3 16mn、19mn6、16mnre、09mnv 09mn2、12mn h10mn2hj431、sj501 h08mnmohj350、sj101 4 15mnv、15mnvn、12mnv、14mnnb 16mnnb、25mn、20mnmo、15mnti h08mnmohj350、sj101 518mnmonb、20mnmonb、13mnnimoh08mn2mo hj250(330+25 0)、sj001 6 14mnmov、15mnmovn、hq70、 wcf60 wcf80、14mnmonbb、30crmns
埋弧焊焊絲焊劑選配熱門文檔

埋弧焊焊絲焊劑采購技術要求
格式:pdf
大小:42KB
頁數:3P
4.5
埋弧焊焊絲、焊劑采購技術要求 1.采購產品的信息 采購類型型號常用規格執行標準 焊絲h10mn2φ4gb/t5293-1999 h08mn2siaφ4gb/t5293-1999 焊劑f48a4-h10mn2gb/t12470-2003 h08mnagb/t5293-1999 2.采購技術要求 2.1焊絲 2.1.1熔敷金屬力學性能要求: 焊絲型號熔敷金屬力學性能 抗拉強度 b rm/mpa 屈服強度b rp0.2/mpa 伸長率 a/% 沖擊試驗 試驗溫度℃吸收功(j) h10mn2415~550≥330≥22-40≥27 h08mn2sia480~650≥400≥22-20≥27 2.1.2焊絲化學成分 焊絲型號化學成分(%) cmnsipsnicrcu h10mn2≤0.1
埋弧焊時焊劑與焊絲的選配
格式:pdf
大小:8KB
頁數:2P
4.3
埋弧焊時焊劑與焊絲的選配 焊劑的焊接工藝性能和化學冶金性能是決定焊縫金屬化學成分和性能的主要因素之一,采用 同樣的焊絲和同樣的焊接參數,而配用的焊劑不同,所得焊縫的性能將有很大的差別。一種 焊絲可與多種焊劑合理的組合,無論是在低碳鋼還是在低合金鋼上都有這種合理的組合。1 對焊劑工藝性能及質量的要求(1)對焊劑的一般要求 a、焊劑應具有良好的冶金性能,焊接時配以適當的焊絲和合理的焊接工藝,焊縫金屬應能 得到適宜的化學成分和良好的力學性能(與母材相適應的強度和較高的塑性、韌性)以及較 強的抗冷裂紋和熱裂紋的能力。 b、焊劑應具有良好的工藝性、電弧燃燒穩定、熔渣具有適宜的熔點、黏度和表面張力。焊 道與焊道間及焊道與母材間充分熔合,過渡平滑沒有明顯咬邊,脫渣容易,焊縫表面成形良 好,以及焊接過程中產生的有害氣體少。 c、焊劑要有一定的顆粒度,并且應有一定的顆粒強度,以利于

埋弧焊時焊劑與焊絲選配
格式:pdf
大小:12KB
頁數:2P
4.6
埋弧焊時焊劑與焊絲的選配 焊劑的焊接工藝性能和化學冶金性能是決定焊縫金屬化學成分和性能的主要因 素之一,采用同樣的焊絲和同樣的焊接參數,而配用的焊劑不同,所得焊縫的性 能將有很大的差別。一種焊絲可與多種焊劑合理的組合,無論是在低碳鋼還是在 低合金鋼上都有這種合理的組合。 1對焊劑工藝性能及質量的要求 (1)對焊劑的一般要求 a、焊劑應具有良好的冶金性能,焊接時配以適當的焊絲和合理的焊接工藝,焊 縫金屬應能得到適宜的化學成分和良好的力學性能(與母材相適應的強度和較高 的塑性、韌性)以及較強的抗冷裂紋和熱裂紋的能力。 b、焊劑應具有良好的工藝性、電弧燃燒穩定、熔渣具有適宜的熔點、黏度和表 面張力。焊道與焊道間及焊道與母材間充分熔合,過渡平滑沒有明顯咬邊,脫渣 容易,焊縫表面成形良好,以及焊接過程中產生的有害氣體少。 c、焊劑要有一定的顆粒度,并且應有一定的顆粒強度,以利于多次

埋弧焊焊絲
格式:pdf
大小:156KB
頁數:7P
4.7
埋弧焊焊絲 牌號 型號 gb 焊絲化學成分(%)(≤) 配合焊 劑 特點與用途 cmnsispcrnicu thm-43 (thg-43) h08a h08e h08c 0.10 0.30/ 0.60 0.03 0.030 0.020 0.015 0.03 0 0.02 0 0.01 5 0.20 0.10 0.20 0.30 0.10 0.30 0.20 sj301、 sj501及 hj431等 用于一般薄 板,鍋爐及管 板接頭的對接 及角焊 thm-43a (thg-43a) h08mna0.10 0.80/ 1.10 0.070.030 0.03 0 0.200.300.20 sj101、 sj127、 sj501及 hj431等 用于薄板及打 底焊焊接結構 thm-43b (thg-43b) h10mn2 0.12 1.50/ 1.90 0.070
埋弧焊選用的焊絲和焊劑配合
格式:pdf
大小:7KB
頁數:1P
4.5
埋弧焊選用的焊絲和焊劑配合 埋弧焊(含埋弧堆焊及電渣堆焊等)是一種電弧在焊劑層下燃燒進行焊接的 方法。焊絲和焊劑是埋弧焊的消耗材料,從碳素鋼到高鎳合金多種金屬材料的焊 接都可以選用焊絲和焊劑配合進行埋弧焊接。埋弧焊焊絲的選用既要考慮焊劑成 分的影響,又要考慮母材的影響。為了得到不同的焊縫成分和力學性能,可以采 用一種焊劑(主要是熔煉焊劑)與幾種焊絲配合,也可以采用一種焊絲與幾種焊 劑(主要是燒結焊劑)配合。 對于給定的焊接結構,應根據鋼種成分、對焊縫性能的要求及焊接工藝參數 的變化等進行綜合分析之后,再決定所采用的焊絲和焊劑。
埋弧焊焊絲焊劑選配精華文檔
埋弧焊常用焊絲及配用焊劑
格式:pdf
大小:23KB
頁數:2P
4.3
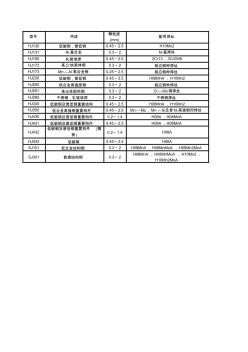
型號用途 顆粒度 (mm) 配用焊絲 hj130低碳鋼,普低鋼0.45~2.5h10mn2 hj131ni基合金0.3~2ni基焊絲 hj150軋輥堆焊0.45~2.52cr13,3cr2w8 hj172高cr鐵索體鋼0.3~2相應鋼種焊絲 hj173mn—al高合金鋼0.25~2.5相應鋼種焊絲 hj230低碳鋼,普低鋼0.45~2.5h08mna,h10mn2 hj250低合金高強度鋼0.3~2相應鋼種焊絲 hj251珠光體耐熱鋼0.3~2cr—mo鋼焊絲 hj260不銹鋼,軋輥堆焊0.3~2不銹鋼焊絲 hj330低碳鋼及普低鋼重要結構0.45~2.5h08mna,h10mn2 hj350低合金高強鋼重要構件0.45~2.5mn—mo,mn—si及含ni高強鋼用焊絲 hj430低碳鋼及普低鋼重要構件0
 不銹鋼埋弧焊絲與焊劑的匹配
不銹鋼埋弧焊絲與焊劑的匹配 不銹鋼埋弧焊絲與焊劑的匹配
格式:pdf
大小:183KB
頁數:2P
4.7
一、試驗背景國內焊材市場上的不銹鋼埋弧焊絲與焊劑一般是不同廠家分別進行生產,其焊絲成分只是簡單的符合各類標準的要求,其考慮更多的是生產成本,很少考慮實際焊接需要,更未能考慮焊接過程中成分的燒損;焊劑

焊絲焊劑的選擇
格式:pdf
大小:321KB
頁數:12P
4.6
1.2埋弧焊材料——焊絲、焊劑及選配 焊絲和焊劑是埋弧焊的消耗材料,從普通碳素鋼到高級鎳合金多種金屬材料的焊接都可以選用焊絲和焊劑配合進行埋弧焊接。二者直接 參與焊接過程中的冶金反應,因而它們的化學成分和物理性能不僅影響埋弧焊過程中的穩定性、焊接接頭性能和質量,同時還影響著焊接生 產率,因此根據焊縫金屬要求,正確選配焊絲和焊劑是埋弧焊技術的一項重要內容。 1.2.1焊絲 埋弧焊使用的焊絲有實心焊絲和藥芯焊絲兩類,生產中普遍使用的是實心焊絲,藥芯焊絲只在某些特殊場合應用。焊絲品種隨所焊金屬 的不同而不同,目前已有碳素結構鋼、低合金鋼、高碳鋼、特殊合金鋼、不銹鋼、鎳基合金鋼焊絲,以及堆焊用的特殊合金焊絲。根據國家 標準gb/t14957—1994、gb/t4241—1984焊接用鋼絲的規定,表1、表2是典型的碳素結構鋼、合金結構鋼和不銹鋼銹鋼焊絲的化學成分。 表1國產
GB5293-1999(T)埋弧焊用碳鋼焊絲和焊劑
格式:pdf
大小:720KB
頁數:11P
4.4
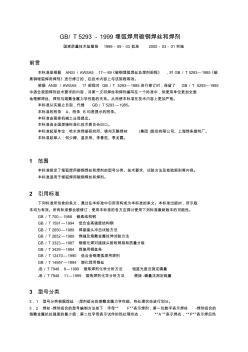
gb/t5293-1999埋弧焊用碳鋼焊絲和焊劑 國家質量技術監督局1999-09-03批準2000-03-01實施 前言 本標準是根據ansi/awsa5.17—89《碳鋼埋弧焊絲及焊劑規程》,對gb/t5293—1985《碳 素鋼埋弧焊用焊劑》進行修訂的,在技術內容上與該規程等效。 根據ansi/awsa5.17規程對gb/t5293—1985進行修訂時,保留了gb/t5293—1985 中適合我國焊劑技術要求的內容,并第一次將焊絲和焊劑編寫在一個標準中,供使用單位更加全面 地理解焊絲、焊劑與熔敷金屬力學性能的關系。從而使本標準在技術內容上更加嚴格。 本標準從實施之日起,代替gb/t5293—1985。 本標準的附錄a、附錄b均是提示的附錄。 本標準由國家機械工業局提出。 本標準由全國焊接標準化技術委員會歸口。 本標準起草單位:哈爾濱焊接研究所
埋弧焊焊絲焊劑選配最新文檔
GB5293-1999(T)埋弧焊用碳鋼焊絲和焊劑講解
格式:pdf
大小:717KB
頁數:11P
4.3
gb/t5293-1999埋弧焊用碳鋼焊絲和焊劑 國家質量技術監督局1999-09-03批準2000-03-01實施 前言 本標準是根據ansi/awsa5.17—89《碳鋼埋弧焊絲及焊劑規程》,對gb/t5293—1985《碳 素鋼埋弧焊用焊劑》進行修訂的,在技術內容上與該規程等效。 根據ansi/awsa5.17規程對gb/t5293—1985進行修訂時,保留了gb/t5293—1985 中適合我國焊劑技術要求的內容,并第一次將焊絲和焊劑編寫在一個標準中,供使用單位更加全面 地理解焊絲、焊劑與熔敷金屬力學性能的關系。從而使本標準在技術內容上更加嚴格。 本標準從實施之日起,代替gb/t5293—1985。 本標準的附錄a、附錄b均是提示的附錄。 本標準由國家機械工業局提出。 本標準由全國焊接標準化技術委員會歸口。 本標準起草單位:哈爾濱焊接研究所
《埋弧焊用不銹鋼焊絲和焊劑》國家標準簡介 《埋弧焊用不銹鋼焊絲和焊劑》國家標準簡介
格式:pdf
大小:105KB
頁數:1P
4.3
在本標準制訂之前,有關我國埋弧焊劑的標準,已制訂了碳鋼和低合金鋼部分,但還沒有形成一個完整的標準體系.近年來,隨著焊劑(尤其是燒結焊劑新品種)的不斷開發,使得埋弧焊在不銹鋼產品上的應用日益廣泛,需要制訂一部標準來現范埋弧焊焊接材料的生產,以保證焊接產品的質量.本標準的制訂在技術內容上參照了日本標準jisz3324—88《不銹鋼埋弧焊實芯焊絲及焊劑》;由于在我國的原碳鋼和低合金鋼焊劑標準中,沒有包括焊絲,制訂本標準時,為了便于用戶更好地選擇和使用,包括了有關不銹鋼焊絲的內容,這樣也同新修訂的《埋弧焊用碳鋼焊絲和焊劑》標準協調統一起來.


GBT5293埋弧焊用碳鋼焊絲和焊劑
格式:pdf
大小:718KB
頁數:11P
4.4
gb/t5293-1999埋弧焊用碳鋼焊絲和焊劑 國家質量技術監督局1999-09-03批準2000-03-01實施 前言 本標準是根據ansi/awsa5.17—89《碳鋼埋弧焊絲及焊劑規程》,對gb/t5293—1985《碳 素鋼埋弧焊用焊劑》進行修訂的,在技術內容上與該規程等效。 根據ansi/awsa5.17規程對gb/t5293—1985進行修訂時,保留了gb/t5293—1985 中適合我國焊劑技術要求的內容,并第一次將焊絲和焊劑編寫在一個標準中,供使用單位更加全面 地理解焊絲、焊劑與熔敷金屬力學性能的關系。從而使本標準在技術內容上更加嚴格。 本標準從實施之日起,代替gb/t5293—1985。 本標準的附錄a、附錄b均是提示的附錄。 本標準由國家機械工業局提出。 本標準由全國焊接標準化技術委員會歸口。 本標準起草單位:哈爾濱焊接研究所

-8H碳鋼埋弧焊絲及焊劑規程》,對GBT5293-1
格式:pdf
大小:5.5MB
頁數:12P
4.6
www.bzfxw.com www.bzfxw.com www.bzfxw.com
我國埋弧焊焊劑的生產應用現狀及發展
格式:pdf
大小:2.1MB
頁數:4P
4.5
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
二氧化碳氣體保護焊絲與埋弧焊劑配合焊接方法探索 二氧化碳氣體保護焊絲與埋弧焊劑配合焊接方法探索
格式:pdf
大小:154KB
頁數:2P
4.8
傳統埋弧焊機只用于自動焊,平時利用率較低,而目前co2氣保焊機(co2氣保焊機的單價是埋弧焊機的1/3左右)普遍用于手工焊接,幾乎每個焊工一臺,采用埋弧焊劑+co2氣保焊絲混合焊接方法是一種打破常規的創新,既可充分利用現有資源,節約生產成本,提高經濟效益,又能大大減輕員工的勞動力,同時還能取得較好的焊縫力學性能及焊縫外觀質量外,提高焊縫的整體質量。
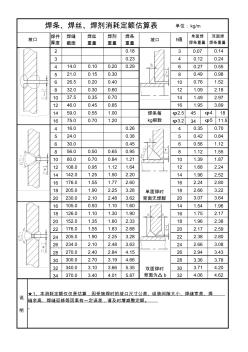
焊條焊絲焊劑消耗定額表
格式:pdf
大小:89KB
頁數:1P
4.7
焊件 厚度 焊縫 截面 焊絲 重量 焊劑 重量 焊條 重量 坡口 20.18 30.23 414.00.100.200.29 521.00.150.30 626.50.200.40 832.00.300.60 1037.50.350.70 1246.00.450.85 1459.00.551.00φ2.518 1675.00.701.20φ3.211.5 416.00.26 524.00.38 630.00.45 856.00.500.650.95 1080.00.700.841.21 12108.00.951.121.64 14142.01.251.502.20 16176.01.551.772.60 18205.01.902.253.28 20230.02.10
埋弧焊燒結焊劑中MnO應用的試驗分析
格式:pdf
大小:336KB
頁數:3P
3
埋弧焊燒結焊劑中mno應用的試驗分析——通過對燒結焊劑中常用組分mno的物理化學性質的分析,試制了三種燒結焊劑,并進行了接頭組織及力學性能的對比試驗。結果表明,燒結焊劑中加入適量的mno,對提高焊劑的堿度、增加焊劑還原性、凈化焊縫、改善脫渣、成形等工...
埋弧焊焊絲焊劑選配相關
文輯推薦
知識推薦
百科推薦


職位:副總建筑師
擅長專業:土建 安裝 裝飾 市政 園林


