





關于錫條錫絲估算
格式:pdf
大小:13KB
頁數:1P
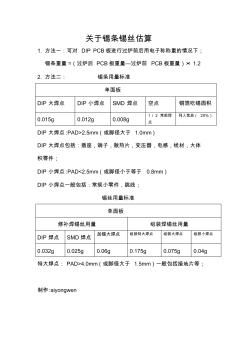
關于錫條錫絲估算 1.方法一:可對dippcb板進行過爐前后用電子稱稱重的情況下; 錫條重量=(過爐后pcb板重量—過爐前pcb板重量)×1.2 2.方法二:錫條用量標準 單面板 dip大焊點dip小焊點smd焊點空點銅箔吃錫面積 0.015g0.012g0.008g 1/2常規焊 點 列入寬放(20℅) dip大焊點:pad>2.5mm(或腳徑大于1.0mm) dip大焊點包括:插座,端子,散熱片,變壓器,電感,線材,大體 積零件; dip小焊點:pad<2.5mm(或腳徑小于等于0.8mm) dip小焊點一般包括:常規小零件,跳線; 錫絲用量標準 單面板 修補焊錫絲用量組裝焊錫絲用量 dip焊點smd焊點加錫大焊點 組裝特大焊點組裝大焊點組裝小焊點 0.032g0.025g0.06g0.175g0.075
編輯推薦下載
銅絲及鍍錫絲檢驗標準
格式:pdf
大小:32KB
頁數:1P
 4.6
4.6
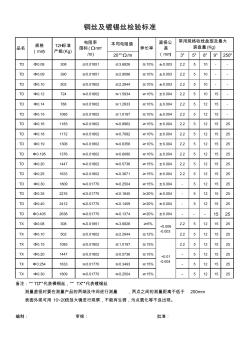
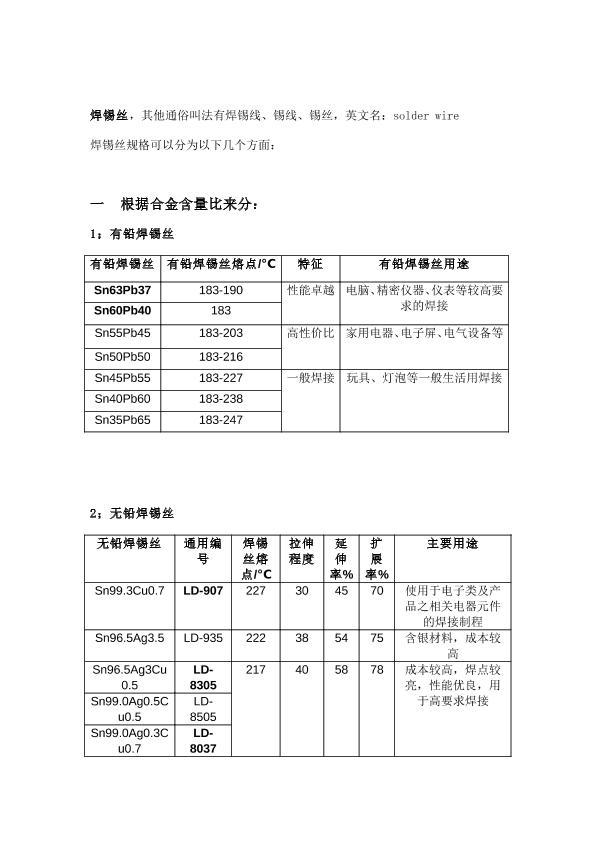
銅絲及鍍錫絲檢驗標準 品名 規格 (mm) 12h標準 產能(kg) 電阻率 國標(ωm㎡ /m) 本司電阻值 伸長率 直徑公 差 (mm) 常用規格收線盤型及最大 裝盤量(kg) 20°ω/m3"5"8"9"250" tdφ0.08308≤0.01851≤3.6826≥10%±0.0032.2510-- tdφ0.09390≤0.01851≤2.9096≥10%±0.0032.2510-- tdφ0.10502≤0.01802≤2.2944≥10%±0.0032.2510-- tdφ0.12724≤0.01802≤1.5934≥10%±0.0042.251015- tdφ0.14788≤0.01802≤1.2933≥10%±0.0042.251215-
錫銅無鉛錫絲熱門文檔
焊錫絲加工工藝
格式:pdf
大小:11KB
頁數:3P
4.4
焊錫絲加工工藝 傳統焊錫絲的制造流程大致為:合金熔合、澆鑄、擠壓、拉絲、繞線、包裝這幾步,在這個 生產流程中,每一個環節都比較重要,每一道工序都應有品質控制點,下面將這幾個工序的 相關情況進行簡要介紹。 (一)、“合金熔合”及“澆鑄” “合金熔合”是指將種金屬按一定的比例進行熔煉、去雜并做成所需要的合金過程。此 工序在實際操作中,往往在熔合完成的同時開始“澆鑄”,“澆鑄”是指將熔合好的合金倒入 成型模中,一般為圓柱型,所以也有人稱此半成品為“錫圓柱”,“錫圓柱”的長短、粗細視 壓機入口情況而定,以能夠較方便地放入擠壓機進行擠壓為準。在此,將“熔合”與“澆鑄” 放到一起來講,此兩段工藝所需設備并不復雜,主要設備包括:熔爐、鑄造模具、成型模、 溫度傳感器等。 目前的熔合過程中,以油、電加熱為主,也有部分廠商使用煤碳加熱,使用油、電加熱 需要相應特制的加熱熔爐,可自
 Ce對無鉛焊錫合金組織及性能的影響
Ce對無鉛焊錫合金組織及性能的影響 Ce對無鉛焊錫合金組織及性能的影響
格式:pdf
大小:1.2MB
頁數:4P
4.3
研究了不同稀土ce含量對sn3ag2.8cu無鉛焊錫合金顯微組織、熔化特性、鋪展性能及蠕變斷裂壽命的影響。試驗結果表明,添加微量稀土ce,對合金的熔化特性影響不大,但能夠明顯改善合金的鋪展性能,當稀土質量分數為0.1%時,鋪展面積提高約50%;同時,適量稀土的添加,能夠顯著細化無鉛焊錫合金組織,但ce質量分數超過0.1%,在組織中會出現稀土化合物;適量稀土ce能夠顯著延長sn3ag2.8cu釬料接頭在室溫下的蠕變斷裂壽命,當稀土ce質量分數為0.1%時,蠕變壽命達到sn3ag2.8cu釬料的9倍以上。綜合考慮,最佳稀土ce質量分數為0.05%~0.1%。
無鉛錫基釬料合金設計和合金相圖及其計算 無鉛錫基釬料合金設計和合金相圖及其計算
格式:pdf
大小:1.1MB
頁數:10P
4.6
闡述了無鉛釬料合金設計的原則,討論了合金相圖及其計算在無鉛錫基釬料合金設計中的作用。利用相圖計算技術篩選了可能代替pbsn共晶釬料合金的snznin三元(x(zn)<0.11,x(in)=0.10~0.14)和snzninag四元(x(sn)=0.800,x(in)=0.090,x(zn)=0.075,x(ag)<0.049)無鉛錫基釬料合金。初步討論了用相圖計算技術在富sn四元snzninag無鉛釬料合金基礎上,添加bi,sb等低熔點金屬和微量ce,la等稀土元素以降低貴金屬in和ag的含量,進一步提高無鉛錫基多元合金釬料的綜合性能和性能價格比。

錫銅無鉛錫絲精華文檔
基于SolidWorks的錫絲打孔機設計 基于SolidWorks的錫絲打孔機設計
格式:pdf
大小:157KB
頁數:2P
4.5
介紹了一款新型的高精密機器,該機器采用精密加工的刀狀齒輪在焊錫絲表面打出一排孔,使之在焊接時有效地防止助焊劑飛濺,減少出現"爆錫球"的現象,為高清潔度的工作環境提供了有效的保障。
銅及不銹鋼基材上錫/錫-鉛合金電鍍層的退除 銅及不銹鋼基材上錫/錫-鉛合金電鍍層的退除
格式:pdf
大小:439KB
頁數:3P
4.7
闡述了電子電鍍行業內錫/錫-鉛合金鍍層退除的實際應用情況,介紹了一個系列的退鍍液配方,初步探討了配方中主要成分的工作原理和應用時需注意的問題,并對緩蝕劑的選擇做了進一步的討論。該配方成本低,退鍍速度快,設備簡單,廢水處理簡便。
無氰電鍍高錫銅錫合金工藝 無氰電鍍高錫銅錫合金工藝
格式:pdf
大小:863KB
頁數:3P
4.4
介紹了一種高錫含量的銅錫合金電鍍工藝,鍍液配方為:320~400g/l焦磷酸鉀,5~12g/l焦磷酸銅,20~35g/l焦磷酸亞錫,5~10g/l檸檬酸鈉,30~50g/l磷酸氫二鉀,30~50g/l氨三乙酸,10~30ml/l配位劑,10~20ml/l光亮劑。討論了鍍液中各組分的含量及工藝條件(溫度、電流密度、攪拌)對鍍液和鍍層性能的影響。給出了電鍍常見故障的處理方法。
鍍錫銅絲MSDS
格式:pdf
大小:43KB
頁數:4P
4.5
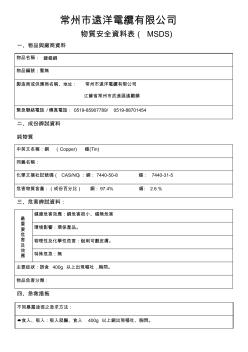
常州市遠洋電纜有限公司 物質安全資料表(msds) 一、物品與廠商資料 物品名稱:鍍錫銅 物品編號:暫無 製造商或供應商名稱、地址:常州市遠洋電纜有限公司 江蘇省常州市武進區遙觀鎮 緊急聯絡電話/傳真電話:0519-85907789/0519-88701454 二、成份辨試資料 純物質 中英文名稱:銅(copper)錫(tin) 同義名稱: 化學文摘社記號碼(cas/no):銅:7440-50-8錫:7440-31-5 危害物質含量:(成份百分比)銅:97.4%錫:2.6% 三、危害辨試資料: 最 重 要 危 害 及 效 應 健康危害效應:銅危害很小、錫無危害 環境影響:環保產品。 物理性及化學性危害:銳刺可劃皮膚。 特殊危急:無 主要癥狀:誤食400g以上出現嘔吐,胸悶。 物品危害分類: 四、急救措拖 不同暴露途徑之急求方法: ●食入、吸
低錫銅–錫合金無氰電鍍工藝 低錫銅–錫合金無氰電鍍工藝
格式:pdf
大小:1.0MB
頁數:4P
4.4
通過赫爾槽試驗研究了鍍液組成、ph和溫度對低錫銅-錫合金鍍層外觀的影響,并用方槽電鍍試驗研究了時間和電流密度對低錫銅-錫合金鍍層的厚度與組成的影響,得到最佳鍍液配方與工藝條件為:cu2p2o7.3h2o25g/l,sn2p2o71.0g/l,k4p2o7.3h2o250g/l,k2hpo4.3h2o60g/l,ph8.5,1.0a/dm2,25°c,20min,通氣攪拌。采用最佳工藝配方制得的低錫銅-錫合金鍍層為金黃色,表面均勻光亮,含銅量為85%~95%(質量分數),與基體的結合力好,抗變色性好。
錫銅無鉛錫絲最新文檔
封裝中無鉛焊錫與不銹鋼及鐵鎳的界面反應 封裝中無鉛焊錫與不銹鋼及鐵鎳的界面反應
格式:pdf
大小:503KB
頁數:6P
4.7
文章介紹了sn、sn-3.0ag-0.5cu(sac)、sn-0.7cu(sc)、sn-9zn(sz)、sn-58bi(sb)等五種無鉛焊錫與金/鎳/不銹鋼(au/ni/sus304)與鐵-42wt%ni(alloy42)基材的界面反應。在不銹鋼基材方面:與sn反應僅生成ni3sn4相,與sac反應初期生成ni3sn4相。隨反應時間增長則生成(cu,ni)6sn5相且剝離界面;另于界面處則有fesn2相生成。與sc反應則生成層狀(cu,ni)6sn5相,隨反應延長產生大規模剝離,并在界面生成fesn2相。僅有ni5zn21相生成于sz/au//ni/sus304系統。sb/au//ni/sus304系統也僅有ni3sn4相生成。在alloy42基材方面:與純sn的界面反應僅生成fesn2相。sac焊錫與alloy42基材反應生成(fe,ni,cu)sn2相,隨反應時間延長該相形態變成連續及塊狀兩層結構。在sc/alloy42反應系統中僅觀察到fesn2相的生成。僅有(ni,fe)5zn21層生成于sz/alloy42系統。與sc/alloy42系統相似,與sb/alloy42系統只有fesn2相的生成,并無其他介金屬相的生成。
兩種霧化無鉛焊錫粉末特性及釬焊接頭顯微組織 兩種霧化無鉛焊錫粉末特性及釬焊接頭顯微組織
格式:pdf
大小:605KB
頁數:6P
4.5
采用掃描電鏡(sem)和激光粒度分析儀研究了無鉛焊錫粉末sn3ag2.8cu和sn3ag2.8cu-0.1ce的特性諸如球形度、粒度分布、潤濕性及釬焊接頭的顯微組織,并與對應合金的潤濕性及釬焊接頭顯微組織進行了對比。結果表明:sn3ag2.8cu和sn3ag2.8cu-0.1ce粉末都具有較好的粒度分布和球形度;與傳統sn37pb粉末和sn3ag2.8cu粉末相比,sn3ag2.8cu-0.1ce粉末均具有更好的潤濕性;在與銅基板的釬焊中,sn3ag2.8cu-0.1ce粉末的擴散層比sn3ag2.8cu粉末更薄,但兩種粉末與銅基板形成的擴散層均比其對應合金與銅基板的擴散層更厚。因此,sn3ag2.8cu-0.1ce粉末具有更好的綜合性能。
無鉛焊錫合金粉末超音速霧化技術的研究 無鉛焊錫合金粉末超音速霧化技術的研究
格式:pdf
大小:374KB
頁數:3P
4.3
利用自行設計的超音速金屬霧化成套設備成功地進行了無鉛焊錫合金的霧化試驗,獲得了平均粒徑為6.3μm和最大粒徑小于25μm的超細合金粉末,同時考察了霧化溫度對合金粉末粒度和形狀的影響,并與亞音速霧化結果進行了比較,說明了新霧化設備的先進性和實用性
三菱電機推出高功率單結晶無鉛焊錫太陽能電池 三菱電機推出高功率單結晶無鉛焊錫太陽能電池
格式:pdf
大小:109KB
頁數:1P
4.7
日本三菱電機公司近期表示,將于10月28日推出輸出功率高達210w的單結晶無鉛釬焊太陽能電池模塊系列。該系列產品提高了模塊的輸出功率,因此即使設置于城市住宅等的狹窄屋頂上,也能實現較高發電量。備有4種形狀,可根據屋頂的形狀選擇安裝。該產品將作為可充分利用有限屋頂空間的系統推出。在向市場投放輸出功率高達210w的
銅基材料鍍錫層中鉛的測定 銅基材料鍍錫層中鉛的測定
格式:pdf
大小:493KB
頁數:3P
4.7
通過試驗研究了用一定濃度的氫氧化鈉和鹽酸對銅基鍍錫層進行退鍍的方法,介紹采用icp-ms法對銅基材料鍍錫層中鉛的含量進行測定的方法、試驗原理和試驗結果。
合金元素添加對錫基無鉛釬料性能的影響 合金元素添加對錫基無鉛釬料性能的影響
格式:pdf
大小:159KB
頁數:未知
4.6
對現階段常用的無鉛釬料進行了綜合分析和概括評述,總結了各種釬料的特點和存在的缺陷,重點介紹了ag、bi、re、ni、cu、in、sb、al、p、ga等合金元素添加對sn基無鉛釬料性能的影響,并分析了利弊所在,為新型無鉛釬料的研發提供了參考依據。
可在150℃下使用的基板安裝用無鉛焊錫 可在150℃下使用的基板安裝用無鉛焊錫
格式:pdf
大小:86KB
頁數:未知
4.3
日本松下電器產業株式會社開發出了可在150℃高溫環境下使用的基板安裝用無鉛焊錫,其熔融溫度為202℃~211℃。
軸瓦上電鍍銦-鉛-錫-銅合金的研究 軸瓦上電鍍銦-鉛-錫-銅合金的研究
格式:pdf
大小:268KB
頁數:2P
4.4
利用電沉積方法在軸瓦上電鍍銦-鉛-錫-銅四元合金鍍層。測試結果表明:所得鍍層成分分布均勻,合金元素銦的存在大大提高了軸瓦的耐磨、耐蝕性能和使用壽命
銅基材料鍍錫層中鉛的測定 銅基材料鍍錫層中鉛的測定
格式:pdf
大小:898KB
頁數:3P
4.6
在150°c下,先用50g/l的氫氧化鈉溶液使銅基鍍錫材料退鍍,再用體積分數為10%的鹽酸二次退鍍,將兩次退鍍液分別定容到100ml,稀釋5倍后,用電感耦合等離子體質譜測定退鍍液中的鉛含量。此方法檢出限為1mg/kg,實際樣品分析的相對標準偏差為2.7%,平均回收率為99.9%。該方法能滿足歐盟rohs指令以及食品接觸材料中鉛含量檢測的要求。
錫銅無鉛錫絲相關
文輯推薦
知識推薦
百科推薦


職位:鋼結構安全員
擅長專業:土建 安裝 裝飾 市政 園林


