




 金昌冶煉廠主工藝廠房主柱H型鋼鋼柱焊接 談提高型鋼柱的焊接質量
金昌冶煉廠主工藝廠房主柱H型鋼鋼柱焊接 談提高型鋼柱的焊接質量 談提高型鋼柱的焊接質量
格式:pdf
大小:171KB
頁數:3P
通過分析影響型鋼柱焊接的主要因素,制定了一系列質量控制措施,然后在明確焊接質量標準和檢驗要求的基礎上提出了質量管理措施,最后從安全、文明、環保方面總結了注意要點,以確保型鋼柱焊接質量。
編輯推薦下載
H形鋼柱、梁焊接變形的預防及矯正 H形鋼柱、梁焊接變形的預防及矯正
格式:pdf
大小:617KB
頁數:3P
 4.8
4.8
本文結合工程實例,分析了各類焊接變形產生的機理和影響因素,以及焊接變形的矯正措施,在工程應用中取得了較好的效果。

廈門大華銀行高層大樓主體典型H型鋼鋼柱焊接熱門文檔
焊接H型鋼
格式:pdf
大小:27KB
頁數:3P
4.7
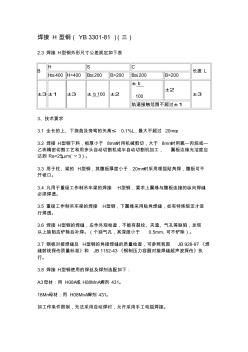
焊接h型鋼(yb3301-81)(三) 2.3焊接h型鋼外形尺寸公差規定如下表 b hsc 長度l h≤400h>400b≤200b>200b≤200b>200 ±3±1±3±b100±2 ±b 100 ±2 ±3 軌道接觸范圍不超過±1 3、技術要求 3.1全長的上、下撓曲及旁彎的矢高≤0.1%l,最大不超過20mm。 3.2焊接h型鋼下料,板厚小于8mm時用機械剪切,大于8mm時用氧—丙烷或— 乙塊精密切割工藝和用多頭自動切割機或半自動切割機加工,翼板邊緣光潔度應 達到ra=25μm(▽3)。 3.3用于柱、梁的h型鋼,其腹板厚度小于20mm時采用埋弧貼角焊,腹板可不 開坡口。 3.4凡用于重級工作制吊車梁的焊接h型鋼,要求上翼緣與腹板連接的縱向焊縫 必須焊透。 3.5重級工作制吊車梁的焊接
焊接H型鋼 (2)
格式:pdf
大小:4.4MB
頁數:22P
4.6
焊接h型鋼 前言 本標準中除協議條款外,其余為強制性條款。 自本標準實施之日起,yb3301—1992《焊接h型鋼》作廢。 本標準與yb3301—1992相比主要變化如下: ——取消輕型焊接h型鋼和焊接h型鋼樁系列; ——增加44個焊接h型鋼規格系列,高度至2000mm; ——增加鋼的牌號、提高強度級別; ——增加焊接工藝方法、焊接工藝評定、焊接及檢驗人員資質規定。 本標準由中國鋼鐵工業協會提出。 本標準由全國鋼標準化技術委員會歸口。 本標準起草單位:中冶集團建筑研究總院、冶金工業信息標準研究院、中冶京 誠工程技術有限公司、山東萊鋼建設有限公司、馬鋼集團鋼結 構公司、浙江精工鋼結構建設集團有限公司、江蘇無錫市陽通機械設備有限公 司、中國工程建設焊接協會。 本標準主要起草人:姚萼放、劉景風、張友權、柳澤燕、馬天鵬、張纏鎖、王 濱、陳國棟、吳
焊接H型鋼組裝
格式:pdf
大小:184KB
頁數:14P
4.5
焊接h型鋼組裝 2010-10-0117:30:09閱讀111評論0字號:大中小訂閱 3.1.1適用范圍 本規程適用于鋼結構構件采用焊接h型鋼的施工工藝。 3.1.2施工準備 1、主要材料 (1)鋼材的品種、規格、性能應符合設計要求和國家現行有關產品標準的規定; 進口鋼材產品的質量應符合設計和合同規定的要求;均應具有產品質量合 格證明文件。材料進廠后,公司檢測中心應及時對鋼材的表面質量、化學 成分及機械性能進行檢驗。鋼材進入車間時,應對其規格、表面質量進行 復查合格后方可施工。 (2)焊接材料包括焊條、焊絲、焊劑和焊接保護氣體等;均必須具有產品質量 合格證明文件及產品使用說明書等。 ①焊條應符合國家現行標準《碳鋼焊條》gb/t5117、《低合金鋼焊條》 gb/t5118的規定; ②焊絲和焊劑:埋弧自動焊和氣體保護焊焊絲的各項性能指標,應分別符合
廈門大華銀行高層大樓主體典型H型鋼鋼柱焊接精華文檔
焊接H型鋼與熱軋H型鋼 (2)
格式:pdf
大小:23KB
頁數:4P
4.3
從性能上,熱軋h型鋼的質量容易保證,要好點 從截面種類上,焊接h型鋼可以做成各種截面的,種類多,可以根據實際內力需要選擇截 面的大小;而熱軋h型鋼截面型號有限制,并且容易造成浪費。 從早加上二者基本持平。 另外還有一種高頻焊接h型鋼,也是焊接,但性能較好,截面型號比較少,其尺寸也較小。 同等截面情況下,熱軋h型鋼的局部穩定性能要好于焊接h型鋼,因為熱軋h型鋼的寬厚 比、高厚比計算是從圓角的外緣算起的,而焊接h型鋼是從板邊緣算起,多數熱軋h型鋼 的截面都是按寬厚比控制的極限值,因此若按寬厚比控制則焊接h型鋼截面不滿足要求; 樓上講的都是技術,我從經濟角度看,焊接h型鋼的優勢主要是有價格優勢。據悉國內市 場中厚板價格與熱軋h型鋼差距依然較大,導致鋼結構企業普遍采用焊接h型鋼,因此熱 軋h型鋼市場日益萎縮。與此同時,鋼廠產能正在不斷放量,市場資源壓力在增加,市場 觀
焊接H型鋼與熱軋H型鋼 (2)
格式:pdf
大小:19KB
頁數:2P
4.6
從性能上,熱軋h型鋼的質量容易保證,要好點 從截面種類上,焊接h型鋼可以做成各種截面的,種類多,可以根據實際內力需要選擇截 面的大小;而熱軋h型鋼截面型號有限制,并且容易造成浪費。 從早加上二者基本持平。 另外還有一種高頻焊接h型鋼,也是焊接,但性能較好,截面型號比較少,其尺寸也較小。 同等截面情況下,熱軋h型鋼的局部穩定性能要好于焊接h型鋼,因為熱軋h型鋼的寬厚 比、高厚比計算是從圓角的外緣算起的,而焊接h型鋼是從板邊緣算起,多數熱軋h型鋼 的截面都是按寬厚比控制的極限值,因此若按寬厚比控制則焊接h型鋼截面不滿足要求; 樓上講的都是技術,我從經濟角度看,焊接h型鋼的優勢主要是有價格優勢。據悉國內市 場中厚板價格與熱軋h型鋼差距依然較大,導致鋼結構企業普遍采用焊接h型鋼,因此熱 軋h型鋼市場日益萎縮。與此同時,鋼廠產能正在不斷放
焊接H型鋼與熱軋H型鋼
格式:pdf
大小:19KB
頁數:2P
4.7
從性能上,熱軋h型鋼的質量容易保證,要好點 從截面種類上,焊接h型鋼可以做成各種截面的,種類多,可以根據實際內力需要選擇截 面的大小;而熱軋h型鋼截面型號有限制,并且容易造成浪費。 從早加上二者基本持平。 另外還有一種高頻焊接h型鋼,也是焊接,但性能較好,截面型號比較少,其尺寸也較小。 同等截面情況下,熱軋h型鋼的局部穩定性能要好于焊接h型鋼,因為熱軋h型鋼的寬厚 比、高厚比計算是從圓角的外緣算起的,而焊接h型鋼是從板邊緣算起,多數熱軋h型鋼 的截面都是按寬厚比控制的極限值,因此若按寬厚比控制則焊接h型鋼截面不滿足要求; 樓上講的都是技術,我從經濟角度看,焊接h型鋼的優勢主要是有價格優勢。據悉國內市 場中厚板價格與熱軋h型鋼差距依然較大,導致鋼結構企業普遍采用焊接h型鋼,因此熱 軋h型鋼市場日益萎縮。與此同時,鋼廠產能正在不斷放
焊接H型鋼與熱軋H型鋼 (3)
格式:pdf
大小:19KB
頁數:2P
4.6
從性能上,熱軋h型鋼的質量容易保證,要好點 從截面種類上,焊接h型鋼可以做成各種截面的,種類多,可以根據實際內力需要選擇截 面的大小;而熱軋h型鋼截面型號有限制,并且容易造成浪費。 從早加上二者基本持平。 另外還有一種高頻焊接h型鋼,也是焊接,但性能較好,截面型號比較少,其尺寸也較小。 同等截面情況下,熱軋h型鋼的局部穩定性能要好于焊接h型鋼,因為熱軋h型鋼的寬厚 比、高厚比計算是從圓角的外緣算起的,而焊接h型鋼是從板邊緣算起,多數熱軋h型鋼 的截面都是按寬厚比控制的極限值,因此若按寬厚比控制則焊接h型鋼截面不滿足要求; 樓上講的都是技術,我從經濟角度看,焊接h型鋼的優勢主要是有價格優勢。據悉國內市 場中厚板價格與熱軋h型鋼差距依然較大,導致鋼結構企業普遍采用焊接h型鋼,因此熱 軋h型鋼市場日益萎縮。與此同時,鋼廠產能正在不斷放
焊接H型鋼與熱軋H型鋼
格式:pdf
大小:23KB
頁數:4P
4.8
從性能上,熱軋h型鋼的質量容易保證,要好點 從截面種類上,焊接h型鋼可以做成各種截面的,種類多,可以根據實際內力需要選擇截 面的大小;而熱軋h型鋼截面型號有限制,并且容易造成浪費。 從早加上二者基本持平。 另外還有一種高頻焊接h型鋼,也是焊接,但性能較好,截面型號比較少,其尺寸也較小。 同等截面情況下,熱軋h型鋼的局部穩定性能要好于焊接h型鋼,因為熱軋h型鋼的寬厚 比、高厚比計算是從圓角的外緣算起的,而焊接h型鋼是從板邊緣算起,多數熱軋h型鋼 的截面都是按寬厚比控制的極限值,因此若按寬厚比控制則焊接h型鋼截面不滿足要求; 樓上講的都是技術,我從經濟角度看,焊接h型鋼的優勢主要是有價格優勢。據悉國內市 場中厚板價格與熱軋h型鋼差距依然較大,導致鋼結構企業普遍采用焊接h型鋼,因此熱 軋h型鋼市場日益萎縮。與此同時,鋼廠產能正在不斷放量,市場資源壓力在增加,市場 觀
廈門大華銀行高層大樓主體典型H型鋼鋼柱焊接最新文檔
無工藝孔鋼梁與H型鋼柱焊接節點受力性能分析 無工藝孔鋼梁與H型鋼柱焊接節點受力性能分析
格式:pdf
大小:515KB
頁數:4P
4.3
以無工藝孔鋼梁與h型鋼柱焊接節點作為研究對象,基于abaqus有限元分析與擬靜力試驗,對無工藝孔節點與普通工藝孔節點受力性能進行比較,并闡述無工藝孔節點的性能優勢及在我國應用的可行性。結果表明,無工藝孔法應用于鋼結構梁柱節點,可以有效地提高節點的抗震性能,在我國現階段鋼結構加工技術條件下應用具有可行性。
焊接H型鋼與熱軋H型鋼 (3)
格式:pdf
大小:30KB
頁數:4P
4.5
從性能上,熱軋h型鋼的質量容易保證,要好點 從截面種類上,焊接h型鋼可以做成各種截面的,種類多,可以根據實際內力需要 選擇截面的大小;而熱軋h型鋼截面型號有限制,并且容易造成浪費。 從早加上二者基本持平。 另外還有一種高頻焊接h型鋼,也是焊接,但性能較好,截面型號比較少,其尺寸 也較小。 同等截面情況下,熱軋h型鋼的局部穩定性能要好于焊接h型鋼,因為熱軋h型鋼 的寬厚比、高厚比計算是從圓角的外緣算起的,而焊接h型鋼是從板邊緣算起,多 數熱軋h型鋼的截面都是按寬厚比控制的極限值,因此若按寬厚比控制則焊接h型 鋼截面不滿足要求; 樓上講的都是技術,我從經濟角度看,焊接h型鋼的優勢主要是有價格優勢。據悉 國內市場中厚板價格與熱軋h型鋼差距依然較大,導致鋼結構企業普遍采用焊接h 型鋼,因此熱軋h型鋼市場日益萎縮。與此同時,鋼廠產能正在不斷放量,市
埋弧自動焊焊接H型鋼柱的方法和注意事項 埋弧自動焊焊接H型鋼柱的方法和注意事項
格式:pdf
大小:114KB
頁數:2P
4.4
焊接十字形斷面柱的結構特殊。對制作工藝及焊接變形控制要求較高。在實際生產中采用預先進行應力消除,組對時不加拘束,焊接時分段同向跳焊的方法成功地完成了對這一構件的制作。
大型鋼柱、實腹鋼梁焊接后扭曲變形與校正工藝 大型鋼柱、實腹鋼梁焊接后扭曲變形與校正工藝
格式:pdf
大小:233KB
頁數:3P
4.7
簡單介紹了焊接殘余應力、焊接變形以及影響焊接應力分布和大小的因素、現階段防止焊接變形的措施以及火焰矯正法。
 焊接十字型鋼柱怎么焊
焊接十字型鋼柱怎么焊 焊接十字型鋼柱怎么焊
格式:doc
大小:31KB
頁數:4P
4.7
在建設工程領域中,焊接是一項常見的工藝,而焊接十字型鋼柱更是其中的一個重要環節。本文將通過對比不同焊接方法、焊接材料以及焊接技巧,詳細說明如何正確地進行焊接十字型鋼柱。
焊接箱型鋼柱與鋼梁拼接 焊接箱型鋼柱與鋼梁拼接
格式:doc
大小:34KB
頁數:4P
4.8
本文將詳細解答焊接箱型鋼柱與鋼梁拼接的問題,包括焊接方式、材料選擇、施工注意事項等內容。通過本文的閱讀,讀者將了解到在建設工程領域中焊接箱型鋼柱與鋼梁拼接的相關知識。
廈門大華銀行高層大樓主體典型H型鋼鋼柱焊接相關
文輯推薦
知識推薦
百科推薦


職位:造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


