

實(shí)木門(mén)生產(chǎn)工藝流程 (2)
格式:pdf
大小:400KB
頁(yè)數(shù):3P
人氣 :91
 4.4
4.4
實(shí)木門(mén)生產(chǎn)工藝流程 (2)



實(shí)木門(mén)生產(chǎn)工藝流程
格式:pdf
大小:7KB
頁(yè)數(shù):2P
實(shí)木門(mén)生產(chǎn)工藝流程 1、木料干燥 進(jìn)廠的原料板材(含水率約為60-70%),裝入干燥窯進(jìn)行噴蒸、干燥。板材質(zhì)地、厚 度不同,季節(jié)不同,噴蒸干燥的溫度、時(shí)間及穩(wěn)定的時(shí)間也不同。一般噴蒸的時(shí)間約15min, 加熱干燥的時(shí)間約25-30d,干燥后的板材含水率約10-14%。噴蒸及加熱干燥用蒸汽由項(xiàng)目 新上的4t/h燃煤蒸汽鍋爐提供。加熱干燥過(guò)程中, 根據(jù)工藝技術(shù)控制要求, 需不定時(shí)打開(kāi)干燥窯排潮窗, 排放 干燥窯內(nèi)的蒸氣。 2、下料:(1)粗裁時(shí),長(zhǎng)寬各加大10mm;(需修整) (2)如組合下料,注明木皮材質(zhì),標(biāo)明何種門(mén)型組合; 3、組框(1)四角方正,長(zhǎng)寬各加大10mm (2)外框?qū)挾纫?guī)格為800-2000mm,表板為6mm中密度板,中間填充爾蘭特中空創(chuàng)花板。 (3)加鎖木,也可用鎖盒。 (4)組框時(shí)如是玻璃門(mén),確定玻璃大小及位置 4、熱壓工藝標(biāo)準(zhǔn) (1)每
 歐式仿真實(shí)木門(mén)生產(chǎn)技術(shù)
歐式仿真實(shí)木門(mén)生產(chǎn)技術(shù) 歐式仿真實(shí)木門(mén)生產(chǎn)技術(shù)
格式:pdf
大小:221KB
頁(yè)數(shù):1P
仿真門(mén)具有防潮、阻燃、雕花堅(jiān)固、抗沖擊、不變形等特點(diǎn),外觀豪華氣派,典雅高貴,完全手工生產(chǎn),加工容易,模具制作一次成型,其成本僅為木制門(mén)的1/4。與歐式室內(nèi)裝飾及豪華型燈池、浮雕墻裙板配套更能體現(xiàn)歐式風(fēng)格,為當(dāng)今建筑裝飾行業(yè)所青睞。1模具制作工藝流程仿真門(mén)原胎整形、堵縫→噴漆→打磨、拋光→刷硅油→混合雕花層膠料→原胎涂刷第一遍膠料→第一遍膠料固化后涂刷第二遍膠料→鋪第一道玻璃纖
編輯推薦下載
木門(mén)生產(chǎn)工藝流程獨(dú)家揭秘
格式:pdf
大小:98KB
頁(yè)數(shù):3P
4.6
找建材產(chǎn)品上九正建材網(wǎng) ---------------------- 全國(guó)訪問(wèn)量最高的建材導(dǎo)航站!www.***.*** 木門(mén)生產(chǎn)工藝流程獨(dú)家揭秘 家中天天用木門(mén),你未必知道木門(mén)怎樣生產(chǎn)的?今天小編帶你揭開(kāi)木門(mén)生產(chǎn)流程 的面紗,記得收藏額。 選材→下料→組框→熱壓→齊邊精裁→銑門(mén)芯板→銑門(mén)鈽線→貼皮→合門(mén)→打 鎖孔合頁(yè)孔→試裝→油漆→質(zhì)檢→包裝入庫(kù)→安裝 主要制造工藝標(biāo)準(zhǔn): 1下料: (1)粗裁時(shí),長(zhǎng)寬各加大10mm;(需修整) (2)如組合下料,注明木皮材質(zhì),標(biāo)明何種門(mén)型組合; 2組框 (1)四角方正,長(zhǎng)寬各加大10mm (2)外框?qū)挾纫?guī)格為800-2000mm,表板為6mm中密度板,中間填充邵爾蘭 特中空創(chuàng)花板。 (3)加鎖木,也可用鎖盒; (4)組框時(shí)如是玻璃門(mén),確定玻璃大小及位置 (5)骨架做防變形處理后,上壓機(jī)壓平 3熱壓工藝標(biāo)準(zhǔn) (1)每次
復(fù)合實(shí)木門(mén)木工生產(chǎn)工藝流程
格式:pdf
大小:12KB
頁(yè)數(shù):11P
4.7
1/11 復(fù)合(貼木皮)實(shí)木門(mén)生產(chǎn)工藝流程序號(hào)工序名稱(chēng) 1木工領(lǐng)料2配料材料(部件)設(shè)備 15指接板 5、15中纖板 15指接板推臺(tái)鋸 5、15中纖板單片鋸生產(chǎn)工藝要求 按圖紙和生產(chǎn)計(jì)劃 單要求領(lǐng)取數(shù)量 將材料鋸割成圖紙 要求的各規(guī)格的毛 料,(可以將相同長(zhǎng) 度的部件配成大 張) 15指接板冷壓機(jī) 1、涂膠要均勻, 2、 5、15中纖板每一層壓的工件厚 (壓后成工度必須一致, 3、每 件毛料)垛工件長(zhǎng)寬一致, 4、冷壓時(shí)間4—6 2/11 小時(shí)。 工件毛料推臺(tái)鋸把工件毛料鋸割成 圖紙要求的各規(guī)格 尺寸 門(mén)邊門(mén)檔中六軸鉆 1、先按圖紙尺寸在 立等部件三頭鉆各工件上畫(huà)好線, 2、門(mén)檔中立寬度 100內(nèi)打2眼, 100-160打3眼, 160以上打4眼。質(zhì)量標(biāo)準(zhǔn)備注指接板含水率<12% 留足開(kāi)料的加工余量5-10mm,多個(gè)部件組合的大張須加上鋸路。 1、每層工件之間必
實(shí)木門(mén)生產(chǎn)工藝流程熱門(mén)文檔
(工藝流程)實(shí)木門(mén)工藝流程參考
格式:pdf
大小:16KB
頁(yè)數(shù):8P
4.4
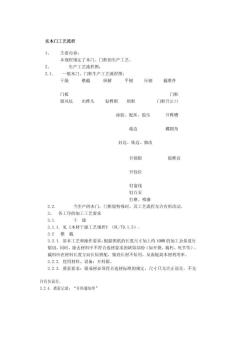
實(shí)木門(mén)工藝流程 1、主要內(nèi)容: 本規(guī)程規(guī)定了木門(mén)、門(mén)框的生產(chǎn)工藝、 2、生產(chǎn)工藝流程圖: 2.1.一般木門(mén)、門(mén)框生產(chǎn)工藝流程圖: 干燥橫截縱解平刨壓 刨截準(zhǔn)件 門(mén) 板 門(mén)框 鋸風(fēng)坑出榫頭鉆榫眼組 框門(mén)框開(kāi)止口 涂膠、配坯、膠 壓開(kāi)榫槽 裁 邊螺圓角 封邊、銑邊、修 改 開(kāi)鎖 眼鋸榫肩 開(kāi)鉸 位 釘窗 線 釘百 頁(yè) 打磨、 噴漆 2.2.當(dāng)生產(chǎn)的木門(mén),門(mén)框較特殊時(shí),其工藝流程允許有所改動(dòng)。 3、各工序的加工工藝要求 3.1.干燥 3.1.1.見(jiàn)《木材干燥工藝規(guī)程》(hl/t9.1.5)。 3.2橫截 3.2.1.基本工藝和操作要求:根據(jù)圖紙的長(zhǎng)度尺寸加上約10mm的加工余量進(jìn)行 鋸切,同時(shí),除去材料中不符合選材要求的缺陷部份(如開(kāi)裂、腐朽、死節(jié)等)。 截料應(yīng)在材料長(zhǎng)度方向長(zhǎng)短搭配,做到長(zhǎng)材不短用,從而提高木材利用率。 3.2

木門(mén)生產(chǎn)工藝木門(mén)制作要點(diǎn)
格式:pdf
大小:20KB
頁(yè)數(shù):3P
4.8
木門(mén)生產(chǎn)工藝木門(mén)制作要點(diǎn):http://www.***.***/ 第1頁(yè) 木門(mén)生產(chǎn)工藝木門(mén)制作要點(diǎn) 隨著環(huán)保風(fēng)和田園風(fēng)的盛行,越來(lái)越多的家庭選擇木門(mén)作為家里的重要家具。然而木 門(mén)生產(chǎn)是一個(gè)創(chuàng)造和設(shè)計(jì)的過(guò)程,對(duì)于消費(fèi)者而言,其中包括木門(mén)生產(chǎn)工藝技術(shù)在內(nèi)的多中 專(zhuān)業(yè)知識(shí)都不了解,下面就跟隨搜門(mén)網(wǎng)小編一起來(lái)看看木門(mén)生產(chǎn)工藝木門(mén)制作都有哪些重點(diǎn) 和要點(diǎn): 一、木材的干燥是實(shí)木門(mén)制作的關(guān)鍵工序。 木材的干燥工序在實(shí)木門(mén)制作中的關(guān)鍵作用,主要體現(xiàn)在三個(gè)方面: 首先,木材的干燥質(zhì)量決定了木材的出材率。特別是對(duì)于珍貴樹(shù)種木材來(lái)講,具有重要 意義。 第二,木材的干燥質(zhì)量決定了實(shí)木門(mén)成品的內(nèi)在質(zhì)量。 第三,木材的干燥質(zhì)量是決定實(shí)木門(mén)是否會(huì)翹曲變形的決定因素。因而在實(shí)木門(mén)的制作 中首先要嚴(yán)格控制好木材的干燥工序,既要防止木材干燥中的開(kāi)裂變形,又要使其含水率均 勻,并且
實(shí)木門(mén)工藝流程-參考
格式:pdf
大小:16KB
頁(yè)數(shù):8P
4.6
實(shí)木門(mén)工藝流程 1、主要內(nèi)容: 本規(guī)程規(guī)定了木門(mén)、門(mén)框的生產(chǎn)工藝、 2、生產(chǎn)工藝流程圖: 2.1.一般木門(mén)、門(mén)框生產(chǎn)工藝流程圖: 干燥橫截縱解平刨壓刨截準(zhǔn)件 門(mén)板門(mén)框 鋸風(fēng)坑出榫頭鉆榫眼組框門(mén)框開(kāi)止口 涂膠、配坯、膠壓開(kāi)榫槽 裁邊螺圓角 封邊、銑邊、修改 開(kāi)鎖眼鋸榫肩 開(kāi)鉸位 釘窗線 釘百頁(yè) 打磨、噴漆 2.2.當(dāng)生產(chǎn)的木門(mén),門(mén)框較特殊時(shí),其工藝流程允許有所改動(dòng)。 3、各工序的加工工藝要求 3.1.干燥 3.1.1.見(jiàn)《木材干燥工藝規(guī)程》(hl/t9.1.5)。 3.2橫截 3.2.1.基本工藝和操作要求:根據(jù)圖紙的長(zhǎng)度尺寸加上約10mm的加工余量進(jìn)行 鋸切,同時(shí),除去材料中不符合選材要求的缺陷部份(如開(kāi)裂、腐朽、死節(jié)等)。 截料應(yīng)在材料長(zhǎng)度方向長(zhǎng)短搭配,做到長(zhǎng)材不短用,從而提高木材利用率。 3.2.
木門(mén)生產(chǎn)流程
格式:pdf
大小:354KB
頁(yè)數(shù):7P
4.7
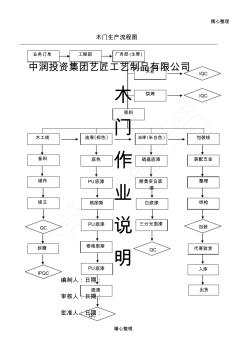
精心整理 精心整理 木門(mén)生產(chǎn)流程圖 中潤(rùn)投資集團(tuán)藝匠工藝制品有限公司 木 門(mén) 作 業(yè) 說(shuō) 明 編制人:日期: 審核人:日期: 批準(zhǔn)人:日期: 細(xì)作 組立 砂磨 ipqc 木工線油漆(棕色)包裝線 qc 備料 pu底漆 格麗斯 qc 底色 整理 終檢 代客驗(yàn)貨 包裝 裝配五金 入庫(kù) 出貨 pu底漆 修格里斯 業(yè)務(wù)訂單工程部廠務(wù)部(生管) 木材iqc 領(lǐng)料 烘烤iqc pu底漆 面漆 油漆(米白色) 耐黃變白底 漆 白底漆 qc 硝基底漆 三分光面漆 精心整理 精心整理 文件編號(hào)章節(jié)號(hào)標(biāo)題版本 w-pd-012.1木門(mén)作業(yè)說(shuō)明書(shū)a/0 一、備料 1、作業(yè)流程:開(kāi)料、取料 a、開(kāi)料:首先要知道木料的含水率[8-12度]、尺寸規(guī)格應(yīng)符合原設(shè)計(jì)要求。 b、取料:材料中的端裂、死節(jié)、黑疤、藍(lán)斑、蟲(chóng)孔、暗裂、樹(shù)心、邊皮等不能用,同 時(shí),取料一定要尺寸

實(shí)木門(mén)生產(chǎn)工藝流程精華文檔
木門(mén)生產(chǎn)流程圖
格式:pdf
大小:88KB
頁(yè)數(shù):13P
4.4
1 1、生產(chǎn)流程圖 主要內(nèi)容: 本規(guī)程規(guī)定了木門(mén)、門(mén)框的生產(chǎn)工藝、 2、生產(chǎn)工藝流程圖: 2.1.一般木門(mén)、門(mén)框生產(chǎn)工藝流程圖: 干燥橫截縱解平刨壓刨截準(zhǔn)件 門(mén)板門(mén)框 鋸風(fēng)坑出榫頭鉆榫眼組框門(mén)框開(kāi)止口 涂膠、配坯、膠壓開(kāi)榫槽 裁邊螺圓角 封邊、銑邊、修改 開(kāi)鎖眼鋸榫肩 開(kāi)鉸位 釘窗線 2 釘百頁(yè) 打磨、噴漆 2.2.當(dāng)生產(chǎn)的木門(mén),門(mén)框較特殊時(shí),其工藝流程允許有所改動(dòng)。 3、各工序的加工工藝要求 3.1.干燥 3.1.1.見(jiàn)《木材干燥工藝規(guī)程》(hl/t9.1.5)。 3.2橫截 3.2.1.基本工藝和操作要求:根據(jù)圖紙的長(zhǎng)度尺寸加上約10mm的加工余 量進(jìn)行鋸切,同時(shí),除去材料中不符合選材要求的缺陷部份(如開(kāi) 裂、腐朽、死節(jié)等)。截料應(yīng)在材料長(zhǎng)度方向長(zhǎng)短搭配,做到長(zhǎng)材 不短用,從而提高木材利用率。 3.2.2.使用材料、設(shè)備:開(kāi)料
實(shí)木復(fù)合門(mén)生產(chǎn)工藝流程
格式:pdf
大小:12KB
頁(yè)數(shù):1P
4.6
實(shí)木復(fù)合門(mén)生產(chǎn)工藝流程 開(kāi)料(含mdf、多層板、杉木指接板)組框合壓砂光定尺精修貼皮封邊 立軸銑切角定位開(kāi)五金槽造型線條裝訂白胚修整、打磨檢驗(yàn)送油漆車(chē)間 pu底漆干燥打磨底擦色干燥pe底漆干燥打磨噴中度pu底漆 干燥打磨噴面漆干燥檢驗(yàn)包裝入庫(kù)。
實(shí)木復(fù)合門(mén)生產(chǎn)工藝流程
格式:pdf
大小:14KB
頁(yè)數(shù):2P
4.5
實(shí)木復(fù)合門(mén)生產(chǎn)工藝流程 平板帶壓線,鑲板門(mén): 門(mén)扇: 人人數(shù) 推臺(tái)鋸 2 開(kāi)料 人人數(shù) 加工中心 2 面板銑型 人人數(shù) 氣釘槍?zhuān)N子 3 訂框架 人人數(shù) 冷壓機(jī) 2 合壓門(mén)扇 人人數(shù) 推臺(tái)鋸 1 定尺寸 人人數(shù) 砂光機(jī) 1 砂光 人人數(shù) 涂膠機(jī) 1 涂膠 人每臺(tái)機(jī)器各需 封邊機(jī)真空覆膜機(jī),熱壓機(jī), 2 貼皮,封 邊 人人數(shù) 氣釘槍?zhuān)N子 2 訂造型板,壓線 人人數(shù) 數(shù)控機(jī)床 1 開(kāi)鎖孔 門(mén)芯板: 人人數(shù) 加工中心 2 銑型 人人數(shù) 涂膠機(jī) 1 涂膠 人人數(shù) 真空覆膜機(jī),封邊機(jī) 2 貼皮,封邊 平板門(mén): 門(mén)扇: 人人數(shù) 推臺(tái)鋸 2 開(kāi)料 人人數(shù) 氣釘槍?zhuān)N子 2 訂框架 人人數(shù) 冷壓機(jī) 2 合壓門(mén)扇 人人數(shù) 推臺(tái)鋸 1 定尺寸 人人數(shù) 砂光機(jī) 1 砂光 人人數(shù) 涂膠機(jī) 1 涂膠 人每臺(tái)各需 封邊機(jī)真空覆膜機(jī),熱壓機(jī), 2 貼皮,封邊 人人數(shù) 加工中心 2 門(mén)扇銑槽 人人數(shù) 數(shù)控機(jī)床 1
木質(zhì)門(mén)生產(chǎn)工藝流程
格式:pdf
大小:15KB
頁(yè)數(shù):1P
4.7
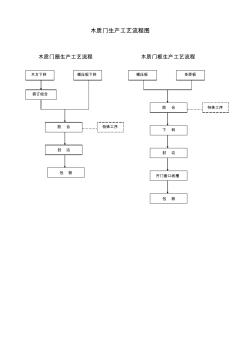
木質(zhì)門(mén)生產(chǎn)工藝流程圖 木質(zhì)門(mén)扇生產(chǎn)工藝流程木質(zhì)門(mén)框生產(chǎn)工藝流程 木方下料模壓板下料模壓板多層板 膠合 膠合 封邊 包裝 下料 封邊 開(kāi)門(mén)套口線槽 包裝 特殊工序 特殊工序 裝訂組合
實(shí)木門(mén)跟實(shí)木復(fù)合門(mén)工藝流程
格式:pdf
大小:2.6MB
頁(yè)數(shù):8P
4.5
實(shí)木門(mén)跟實(shí)木復(fù)合門(mén)工藝流程
實(shí)木門(mén)生產(chǎn)工藝流程最新文檔
曲阜市申富迪門(mén)窗廠免漆門(mén)、實(shí)木門(mén)生產(chǎn)加工項(xiàng)目環(huán)境影響報(bào)告表
格式:pdf
大小:602KB
頁(yè)數(shù):47P
4.7
建設(shè)項(xiàng)目環(huán)境影響報(bào)告表 (試行) 項(xiàng)目名稱(chēng):免漆門(mén)、實(shí)木門(mén)生產(chǎn)加工項(xiàng)目 建設(shè)單位(蓋章):曲阜市申富迪門(mén)窗廠 編制日期:2017年10月 國(guó)家環(huán)境保護(hù)部制 《建設(shè)項(xiàng)目環(huán)境影響報(bào)告表》編制說(shuō)明 《建設(shè)項(xiàng)目環(huán)境影響報(bào)告表》由具有從事環(huán)境影響評(píng)價(jià)的工作資質(zhì)的單位編制。 1.項(xiàng)目名稱(chēng)——指項(xiàng)目立項(xiàng)批復(fù)時(shí)的名稱(chēng),應(yīng)不超過(guò)30個(gè)字(兩個(gè)英文字段作 一個(gè)漢字)。 2.建設(shè)地點(diǎn)——指項(xiàng)目所在地詳細(xì)地址,公路、鐵路應(yīng)填寫(xiě)起止地點(diǎn)。 3.行業(yè)類(lèi)別——按國(guó)標(biāo)填寫(xiě)。 4.總投資——指項(xiàng)目投資總額。 5.主要環(huán)境保護(hù)目標(biāo)——指項(xiàng)目區(qū)周?chē)欢ǚ秶鷥?nèi)集中居民住宅區(qū)、學(xué)校、醫(yī)院、 工廠、水源地和生態(tài)敏感點(diǎn)等,應(yīng)盡可能給出保護(hù)目標(biāo)、性質(zhì)、規(guī)模和距廠界距離等。 6.結(jié)論和建議——給出本項(xiàng)目清潔生產(chǎn)、達(dá)標(biāo)排放和總量控制分析結(jié)論,確定污 染防治措施的有效性,說(shuō)明本項(xiàng)目對(duì)環(huán)境造成的影響,給出建設(shè)項(xiàng)目環(huán)境可
免漆門(mén)生產(chǎn)工藝流程 (2)
格式:pdf
大小:12KB
頁(yè)數(shù):1P
4.7
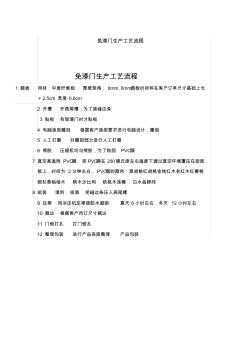
免漆門(mén)生產(chǎn)工藝流程 免漆門(mén)生產(chǎn)工藝流程 1裁板用材:中度纖維板厚度規(guī)格:8mm,6mm;裁板時(shí)材料在客戶(hù)訂單尺寸基礎(chǔ)上長(zhǎng) +2.5cm寬度-0.6cm 2開(kāi)槽開(kāi)燕尾槽,為了裝縫邊條 3貼板有玻璃門(mén)時(shí)才貼板 4電腦造型雕刻根據(jù)客戶(hù)造型要求進(jìn)行電腦設(shè)計(jì),雕刻 5人工打磨對(duì)雕刻部分進(jìn)行人工打磨 6噴膠壓縮機(jī)均勻噴膠,為了粘固pvc膜 7真空高溫附pvc膜把pvc膜在200攝氏度左右溫度下通過(guò)真空環(huán)境覆壓在密度 板上,時(shí)間為2分鐘左右,pvc膜的顏色:黑胡桃紅胡桃金線紅木老紅木紅櫻桃 銀杉泰柚柚木楓木沙比利鐵桃木淺橡白水曲柳純 8組裝填料組裝把縫邊條壓入燕尾槽 9壓榨用冷壓機(jī)壓榨使膠水凝固夏天6小時(shí)左右,冬天12小時(shí)左右 10裁邊根據(jù)客戶(hù)所訂尺寸裁邊 11門(mén)鎖打孔打門(mén)鎖孔 12整理包裝進(jìn)行產(chǎn)品表面整理產(chǎn)

免漆門(mén)生產(chǎn)工藝流程
格式:pdf
大小:12KB
頁(yè)數(shù):1P
4.4
1 免漆門(mén)生產(chǎn)工藝流程 免漆門(mén)生產(chǎn)工藝流程 1裁板用材:中度纖維板厚度規(guī)格:8mm,6mm;裁板時(shí)材料在客戶(hù)訂單尺寸基礎(chǔ) 上長(zhǎng)+2.5cm寬度-0.6cm 2開(kāi)槽開(kāi)燕尾槽,為了裝縫邊條 3貼板有玻璃門(mén)時(shí)才貼板 4電腦造型雕刻根據(jù)客戶(hù)造型要求進(jìn)行電腦設(shè)計(jì),雕刻 5人工打磨對(duì)雕刻部分進(jìn)行人工打磨 6噴膠壓縮機(jī)均勻噴膠,為了粘固pvc膜 7真空高溫附pvc膜把pvc膜在200攝氏度左右溫度下通過(guò)真空環(huán)境覆壓在密 度板上,時(shí)間為2分鐘左右,pvc膜的顏色:黑胡桃紅胡桃金線紅木老紅木紅櫻 桃銀杉泰柚柚木楓木沙比利鐵桃木淺橡白水曲柳純 8組裝填料組裝把縫邊條壓入燕尾槽 9壓榨用冷壓機(jī)壓榨使膠水凝固夏天6小時(shí)左右,冬天12小時(shí)左 右 10裁邊根據(jù)客戶(hù)所訂尺寸裁邊 11門(mén)鎖打孔打門(mén)鎖孔 12整理包裝進(jìn)行產(chǎn)品表面整理

閥門(mén)生產(chǎn)工藝流程
格式:pdf
大小:27KB
頁(yè)數(shù):1P
4.6
閥門(mén)生產(chǎn)工藝流程 閥門(mén)產(chǎn)品主要組成部分有、閥體、閥蓋、支架、壓蓋、手輪(鑄件或鍛件都是外協(xié)采購(gòu)。)閥桿、銅螺母、軸承、標(biāo)準(zhǔn)件、密封件等配件。公司主要是外購(gòu) 半成品在、加工中心、數(shù)控車(chē)床、車(chē)床、洗床、鏜床、刨床、鉆床等各類(lèi)機(jī)器上進(jìn)行精加工。組裝成品銷(xiāo)售。材質(zhì)有不銹鋼、鑄鋼、鑄鐵等材料。 理閥體鑄件或鍛件鑄件熱處理鑄件化學(xué)、力學(xué)檢驗(yàn)鑄件進(jìn)廠檢驗(yàn)鑄件補(bǔ)焊 閥體車(chē)削加工 閥蓋車(chē)削加工 密封件車(chē)削加工 其它鑄件車(chē)削加工 硬密封 軟密封 其它配件原料采購(gòu)其它配件原料檢驗(yàn)其它配件車(chē)削加工 閥桿化學(xué)、力學(xué)、硬度檢驗(yàn)閥桿棒料采購(gòu) 密封件采購(gòu) 緊固件采購(gòu) 檢驗(yàn)合格成品出廠 閥桿調(diào)質(zhì)處理 密封件檢驗(yàn) 緊固件檢驗(yàn) 閥桿車(chē)削加工鉆銑刨插加工 密封形式 去毛刺打磨 清洗吹干防銹入庫(kù) 密封面精加工 密封面研磨 密封面堆焊 鉆銑刨插加工 去毛刺打磨 閥門(mén)噴漆包裝閥門(mén)試壓檢驗(yàn)閥門(mén)組裝 密封件入庫(kù) 緊
家具廠組織架構(gòu),工廠生產(chǎn)車(chē)間,家具、木門(mén)生產(chǎn)工藝流程圖
格式:pdf
大小:87KB
頁(yè)數(shù):6P
4.7
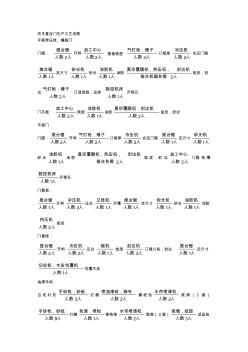
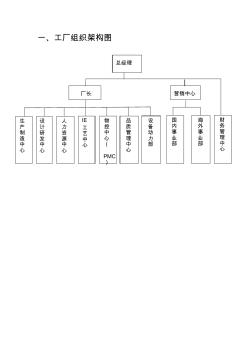
一、工廠組織架構(gòu)圖 廠長(zhǎng) 海 外 事 業(yè) 部 物 控 中 心 ( pmc ) ie 工 藝 中 心 設(shè) 備 動(dòng) 力 部 品 質(zhì) 管 理 中 心 人 力 資 源 中 心 營(yíng)銷(xiāo)中心 生 產(chǎn) 制 造 中 心 設(shè) 計(jì) 研 發(fā) 中 心 國(guó) 內(nèi) 事 業(yè) 部 財(cái) 務(wù) 管 理 中 心 總經(jīng)理 二、工廠生廠車(chē)間流程 原材料倉(cāng) 備料車(chē)間 打磨車(chē)間 細(xì)作車(chē)間 包裝車(chē)間 成品倉(cāng)庫(kù) 面漆車(chē)間底漆車(chē)間 包材倉(cāng)五金倉(cāng) 維修車(chē)間空壓機(jī)房 刀具室 設(shè)計(jì)開(kāi)發(fā) 銷(xiāo)售 保安室辦公室 三、家具、木門(mén)生產(chǎn)工藝流程圖 一次底漆 白坯檢砂 一次油磨 修補(bǔ) 二次底漆光油 修色 倉(cāng)庫(kù) 二次油磨 油漆車(chē)間 半成品倉(cāng) 木工車(chē)間白坯打磨 貼皮 組裝 刨切 機(jī)加 一次底漆 開(kāi)料、修邊 開(kāi)料 包 裝 超 前 享 受 面漆 精切修邊 修邊 組裝 排孔 排孔 斷料 機(jī)加銑型 選料 定尺 拼板 銑槽 刨切、砂光 拼板、指接 砂光 選料斷料、修邊 四
現(xiàn)代復(fù)合木門(mén)生產(chǎn)工藝及發(fā)展趨勢(shì) 現(xiàn)代復(fù)合木門(mén)生產(chǎn)工藝及發(fā)展趨勢(shì)
格式:pdf
大小:556KB
頁(yè)數(shù):7P
4.4
介紹木門(mén)的主要組成部分門(mén)扇、門(mén)框的結(jié)構(gòu)和材料,論述復(fù)合木門(mén)的生產(chǎn)工藝、關(guān)鍵工序技術(shù)要點(diǎn)和主要加工設(shè)備,淺談木門(mén)未來(lái)的發(fā)展趨勢(shì)。
實(shí)木櫥柜生產(chǎn)工藝流程
格式:pdf
大小:14KB
頁(yè)數(shù):4P
4.4
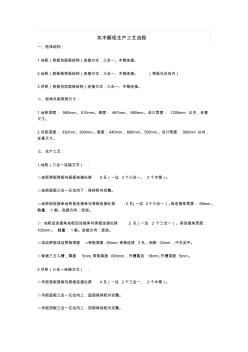
實(shí)木櫥柜生產(chǎn)工藝流程 一、柜體結(jié)構(gòu): 1.地柜(旁板包底板結(jié)構(gòu))連接方式:三合一、木銷(xiāo)連接。 2.地柜(底板拖旁板結(jié)構(gòu))連接方式:三合一、木銷(xiāo)連接。(旁板孔位向內(nèi)) 3.吊柜(旁板包頂?shù)装褰Y(jié)構(gòu))連接方式:三合一、木銷(xiāo)連接。 二、柜體外型常規(guī)尺寸: 1.地柜深度:560mm、510mm。高度:667mm、680mm。設(shè)計(jì)寬度:1200mm以?xún)?nèi),任意 尺寸。 2.吊柜深度:330mm、300mm。高度:640mm、680mm、700mm。設(shè)計(jì)寬度:900mm以?xún)?nèi), 任意尺寸。 三、生產(chǎn)工藝: 1.地柜(三合一連接方式): ☆地柜旁板旁板與底板連接處排5孔(一邊3個(gè)三合一、2個(gè)木銷(xiāo))。 ☆地柜底板三合一孔位向下,保持柜內(nèi)完整。 ☆地柜前連接條地柜前連接條與旁板連接處排2孔(一邊2個(gè)三合一)。前連接條寬度:68mm。 數(shù)量:1根。連接方向:豎放。 ☆
鋼質(zhì)門(mén)生產(chǎn)工藝流程圖
格式:pdf
大小:22KB
頁(yè)數(shù):1P
4.4
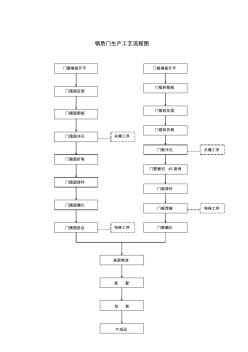
鋼質(zhì)門(mén)生產(chǎn)工藝流程圖 門(mén)扇卷板開(kāi)平門(mén)框卷板開(kāi)平 門(mén)框料剪板 門(mén)扇面膠合 門(mén)扇面磷化 門(mén)扇面焊件 門(mén)扇面折彎 門(mén)扇面沖孔 門(mén)扇面剪板 門(mén)扇面壓型 表面噴涂 門(mén)框料壓型 門(mén)框料折彎 門(mén)框沖孔 門(mén)框鋸切45度角 門(mén)框焊件 門(mén)框焊接 門(mén)框磷化 包裝 裝配 產(chǎn)成品 關(guān)鍵工序 關(guān)鍵工序 特殊工序 特殊工序
復(fù)合實(shí)木門(mén)的結(jié)構(gòu)及生產(chǎn)工藝
格式:pdf
大小:929KB
頁(yè)數(shù):2P
4.4
復(fù)合實(shí)木門(mén)的結(jié)構(gòu)及生產(chǎn)工藝
實(shí)木門(mén)生產(chǎn)工藝流程相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:安全工程師
擅長(zhǎng)專(zhuān)業(yè):土建 安裝 裝飾 市政 園林


