

免漆門生產(chǎn)工藝流程 (2)
格式:pdf
大小:12KB
頁數(shù):1P
人氣 :91
 4.7
4.7
免漆門生產(chǎn)工藝流程 免漆門生產(chǎn)工藝流程 1 裁板 用材:中度纖維板 厚度規(guī)格: 8mm, 6mm;裁板時材料在客戶訂單尺寸基礎(chǔ)上長 +2.5cm 寬度 -0.6cm 2 開槽 開燕尾槽,為了裝縫邊條 3 貼板 有玻璃門時才貼板 4 電腦造型雕刻 根據(jù)客戶造型要求進(jìn)行電腦設(shè)計,雕刻 5 人工打磨 對雕刻部分進(jìn)行人工打磨 6 噴膠 壓縮機(jī)均勻噴膠,為了粘固 PVC膜 7 真空高溫附 PVC膜 把 PVC膜在 200攝氏度左右溫度下通過真空環(huán)境覆壓在密度 板上,時間為 2分鐘左右, PVC膜的顏色:黑胡桃紅胡桃金線紅木老紅木紅櫻桃 銀杉泰柚柚木 楓木沙比利 鐵桃木淺橡 白水曲柳純 8 組裝 填料 組裝 把縫邊條壓入燕尾槽 9 壓榨 用冷壓機(jī)壓榨使膠水凝固 夏天 6小時左右,冬天 12小時左右 10 裁邊 根據(jù)客戶所訂尺寸裁邊 11 門鎖打孔 打門鎖孔 12 整理包裝 進(jìn)行產(chǎn)品表面整理 產(chǎn)




免漆門生產(chǎn)工藝流程
格式:pdf
大小:12KB
頁數(shù):1P
1 免漆門生產(chǎn)工藝流程 免漆門生產(chǎn)工藝流程 1裁板用材:中度纖維板厚度規(guī)格:8mm,6mm;裁板時材料在客戶訂單尺寸基礎(chǔ) 上長+2.5cm寬度-0.6cm 2開槽開燕尾槽,為了裝縫邊條 3貼板有玻璃門時才貼板 4電腦造型雕刻根據(jù)客戶造型要求進(jìn)行電腦設(shè)計,雕刻 5人工打磨對雕刻部分進(jìn)行人工打磨 6噴膠壓縮機(jī)均勻噴膠,為了粘固pvc膜 7真空高溫附pvc膜把pvc膜在200攝氏度左右溫度下通過真空環(huán)境覆壓在密 度板上,時間為2分鐘左右,pvc膜的顏色:黑胡桃紅胡桃金線紅木老紅木紅櫻 桃銀杉泰柚柚木楓木沙比利鐵桃木淺橡白水曲柳純 8組裝填料組裝把縫邊條壓入燕尾槽 9壓榨用冷壓機(jī)壓榨使膠水凝固夏天6小時左右,冬天12小時左 右 10裁邊根據(jù)客戶所訂尺寸裁邊 11門鎖打孔打門鎖孔 12整理包裝進(jìn)行產(chǎn)品表面整理

免漆門圖片免漆門介紹
格式:pdf
大小:955KB
頁數(shù):3P
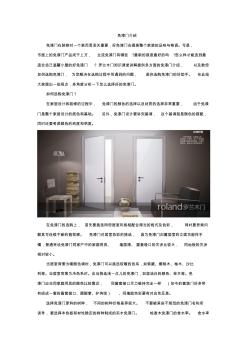
免漆門圖片免漆門介紹 目前市場上的免漆門絕大多數(shù)是pvc貼面門。它是將實木復(fù)合門或模壓門最外 面采用pvc貼面真空吸塑加工工藝而成。免漆門由于免油漆,產(chǎn)品表面靚麗, 無有毒氣體等特點而被消費(fèi)者青睞。俗話說:“表面”功夫好也得看內(nèi)在。很多 人選擇免漆門的時候過于注重產(chǎn)品的外觀設(shè)計而忽略了產(chǎn)品本身的做工和板材 質(zhì)量。羅蘭木門提醒您,免漆門的選購,板材質(zhì)量是關(guān)鍵。 目前市場常見的免漆門分為板式免漆木門和套裝式免漆門。板式免漆木門,此種 木門是目前市場上底價格和低檔次的木門,這種門主要生產(chǎn)工藝為門套線與門框 線均為線條式密度板貼pvc膜,安裝的時候門套必須用大芯板做一個底套,然 后用萬能膠把這些線條粘貼在大芯板上,先不說用得萬能膠環(huán)保不環(huán)保,就是光 這一套工藝下來、安裝一套這樣的門,一個工人也得一天的時間,由于是用萬能 膠粘接的,在使用過程中門檔條,門套線很容易開膠。門扇
編輯推薦下載
免漆門介紹
格式:pdf
大小:1.3MB
頁數(shù):6P
4.8
免漆門介紹 免漆門在裝修對一個家而言至關(guān)重要,好免漆門會提高整個家裝的品味與格調(diào)。可是, 市面上的免漆門產(chǎn)品成千上萬,主流免漆門有哪些?最新的就是最好的嗎?怎么樣才能選到最 適合自己溫馨小屋的好免漆門?羅蘭木門知識課堂講解提供多方面的免漆門介紹,以及教您 如何選購免漆門,為您解決在選購過程中所遇到的問題,是你選購免漆門的好助手。在此給 大家提出一些觀點,多角度分析一下怎么選擇好的免漆門。 如何選購免漆門? 在家居設(shè)計和裝修的過程中,免漆門的顏色的選擇以及材質(zhì)的選擇非常重要,由于免漆 門是整個家居設(shè)計的底色和基礎(chǔ)。另外,免漆門設(shè)計要講究基調(diào),這個基調(diào)就是顏色的搭配, 同時還要考慮顏色的純度和明度。 在免漆門的選購上,首先要挑選同您居室風(fēng)格相配合得當(dāng)?shù)母袷郊吧剩瑫r要思索問 題其可連續(xù)不斷的愉悅感。免漆門對居室色彩的挑選,因為免漆門歸屬居室的立面功能性手 鐲
細(xì)述烤漆門和免漆門的區(qū)別
格式:pdf
大小:956KB
頁數(shù):3P
4.4
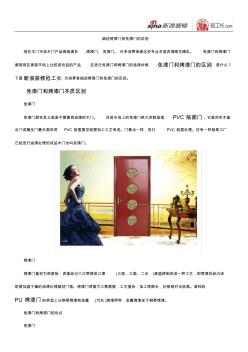
細(xì)述烤漆門和免漆門的區(qū)別 現(xiàn)在木門市場木門產(chǎn)品琳瑯滿目,烤漆門、免漆門。許多消費(fèi)者被這些專業(yè)術(shù)語弄得眼花繚亂。免漆門和烤漆門 都是現(xiàn)在家裝市場上比較受歡迎的產(chǎn)品,在進(jìn)行免漆門和烤漆門的選擇時候,免漆門和烤漆門的區(qū)別是什么? 下面新浪裝修搶工長為消費(fèi)者細(xì)述烤漆門和免漆門的區(qū)別。 免漆門和烤漆門本質(zhì)區(qū)別 免漆門 免漆門顧名思義就是不需要再油漆的木門。目前市場上的免漆門絕大多數(shù)是指pvc貼面門。它是將實木復(fù) 合門或模壓門最外面采用pvc貼面真空吸塑加工工藝而成。門套也一樣,進(jìn)行pvc貼面處理。還有一種就是工廠 已經(jīng)進(jìn)行油漆處理的成品木門也叫免漆門。 烤漆門 烤漆門基材為密度板,表面經(jīng)過八次噴烤進(jìn)口漆(三底、三面、二光)高溫烤制而成一種工藝,即噴漆后經(jīng)過進(jìn) 烘房加溫干燥的油漆處理基材門板。烤漆門背面為三聚氫胺,工藝復(fù)雜,加工周期長,價格相對也較高。高檔的 pu烤
免漆門生產(chǎn)工藝流程熱門文檔
木門生產(chǎn)工藝流程獨(dú)家揭秘
格式:pdf
大小:98KB
頁數(shù):3P
4.6
找建材產(chǎn)品上九正建材網(wǎng) ---------------------- 全國訪問量最高的建材導(dǎo)航站!www.***.*** 木門生產(chǎn)工藝流程獨(dú)家揭秘 家中天天用木門,你未必知道木門怎樣生產(chǎn)的?今天小編帶你揭開木門生產(chǎn)流程 的面紗,記得收藏額。 選材→下料→組框→熱壓→齊邊精裁→銑門芯板→銑門鈽線→貼皮→合門→打 鎖孔合頁孔→試裝→油漆→質(zhì)檢→包裝入庫→安裝 主要制造工藝標(biāo)準(zhǔn): 1下料: (1)粗裁時,長寬各加大10mm;(需修整) (2)如組合下料,注明木皮材質(zhì),標(biāo)明何種門型組合; 2組框 (1)四角方正,長寬各加大10mm (2)外框?qū)挾纫?guī)格為800-2000mm,表板為6mm中密度板,中間填充邵爾蘭 特中空創(chuàng)花板。 (3)加鎖木,也可用鎖盒; (4)組框時如是玻璃門,確定玻璃大小及位置 (5)骨架做防變形處理后,上壓機(jī)壓平 3熱壓工藝標(biāo)準(zhǔn) (1)每次

閥門生產(chǎn)工藝流程
格式:pdf
大小:27KB
頁數(shù):1P
4.6
閥門生產(chǎn)工藝流程 閥門產(chǎn)品主要組成部分有、閥體、閥蓋、支架、壓蓋、手輪(鑄件或鍛件都是外協(xié)采購。)閥桿、銅螺母、軸承、標(biāo)準(zhǔn)件、密封件等配件。公司主要是外購 半成品在、加工中心、數(shù)控車床、車床、洗床、鏜床、刨床、鉆床等各類機(jī)器上進(jìn)行精加工。組裝成品銷售。材質(zhì)有不銹鋼、鑄鋼、鑄鐵等材料。 理閥體鑄件或鍛件鑄件熱處理鑄件化學(xué)、力學(xué)檢驗鑄件進(jìn)廠檢驗鑄件補(bǔ)焊 閥體車削加工 閥蓋車削加工 密封件車削加工 其它鑄件車削加工 硬密封 軟密封 其它配件原料采購其它配件原料檢驗其它配件車削加工 閥桿化學(xué)、力學(xué)、硬度檢驗閥桿棒料采購 密封件采購 緊固件采購 檢驗合格成品出廠 閥桿調(diào)質(zhì)處理 密封件檢驗 緊固件檢驗 閥桿車削加工鉆銑刨插加工 密封形式 去毛刺打磨 清洗吹干防銹入庫 密封面精加工 密封面研磨 密封面堆焊 鉆銑刨插加工 去毛刺打磨 閥門噴漆包裝閥門試壓檢驗閥門組裝 密封件入庫 緊
木質(zhì)門生產(chǎn)工藝流程
格式:pdf
大小:15KB
頁數(shù):1P
4.7
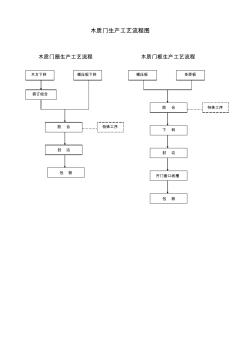
木質(zhì)門生產(chǎn)工藝流程圖 木質(zhì)門扇生產(chǎn)工藝流程木質(zhì)門框生產(chǎn)工藝流程 木方下料模壓板下料模壓板多層板 膠合 膠合 封邊 包裝 下料 封邊 開門套口線槽 包裝 特殊工序 特殊工序 裝訂組合
免漆門結(jié)構(gòu)圖
格式:pdf
大小:240KB
頁數(shù):2P
4.8
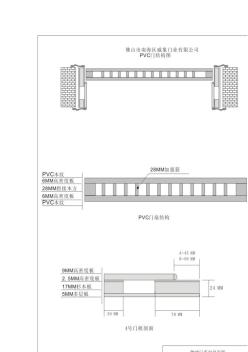
免漆門----就是不需要再油漆的木門。它是將實木復(fù)合門 最外面采用pvc貼面真空吸塑加工工藝而成。門套也一樣,具有 原木肌理,多種色彩變化,更具有現(xiàn)代感和個性發(fā)揮及綠色環(huán)保的 要求。根據(jù)您的身份、環(huán)境、個性、品位來變換多種不同的造型, 是家居裝飾.室內(nèi)裝飾的理想材料。http://www.***.***
免漆門生產(chǎn)工藝流程精華文檔
投標(biāo)書-免漆門
格式:pdf
大小:41KB
頁數(shù):18P
4.7
公司簡介 山東久源工貿(mào)裝飾材料有限公司是專業(yè)生產(chǎn)實木門、鋼木門、免漆室 內(nèi)門的專業(yè)廠家,已有多年歷史,生產(chǎn)設(shè)備精良,工藝先進(jìn),技術(shù)力量雄 厚。自成立已來,在社會各界的支持關(guān)愛及全體員工的共同努力下,現(xiàn) 已成長為一家集科研、生產(chǎn)加工、銷售于一體的專業(yè)室內(nèi)門生產(chǎn)高新企業(yè)。 多年來公司注重專業(yè)人才的引進(jìn)與培養(yǎng),并擁有一大批高素質(zhì)的工程技術(shù) 人員,使公司產(chǎn)品科技含量高,更新?lián)Q代快,市場廣闊。運(yùn)用先進(jìn)工藝、 選用優(yōu)質(zhì)原材料研制出的免漆裝飾材料,避免因溫度而引起的變形及彎 曲,且具有防潮、防腐、阻燃、易清理等優(yōu)點。產(chǎn)品堅固耐用、美觀新穎, 具有靈活、經(jīng)濟(jì)、環(huán)保方面的獨(dú)特優(yōu)勢,在歐美國家廣泛應(yīng)用于專賣店、 商場、醫(yī)院休閑等公共場合。 一流的產(chǎn)品需要一流的技術(shù),一流的公司更需要一流的管理。在市場 競爭日趨激烈的今天,公司更注重現(xiàn)代化的企業(yè)管理和超值的售后服務(wù), 秉承“誠實、守信、公平、創(chuàng)新

免漆門技術(shù)標(biāo)準(zhǔn)
格式:pdf
大小:14KB
頁數(shù):2P
4.6
室內(nèi)免漆門產(chǎn)品技術(shù)要求及標(biāo)準(zhǔn) 1、本次投標(biāo)范圍內(nèi)門的技術(shù)參數(shù),包括: a)尺寸偏差≤1.0mm b)翹曲度≤2.5mm c)門體對角線偏差≤2mm d)含水率≤12% 2、提供所用門的框材、面材、芯材等整套門體所用材料的品牌,材質(zhì),戶內(nèi)門所有檢測 報告。門套及貼臉板必須具有良好的耐水性和耐高溫性,不得采用紙漿板等容易變形 的材料。 3、用料要求:同一單位的產(chǎn)品采用樹種相同,同一膠拼樹料應(yīng)無明顯差異。 4、木工要求:表面的倒棱、圓角、圓線應(yīng)均勻一致、各種配件安裝嚴(yán)密、平整牢固,結(jié) 合處無崩茬或松動,不得少件、漏釘、透影。 5、木工要求:雕刻圖案應(yīng)均勻清晰,層次分明,各部位不得有錘印或毛刺,車工線型一 致,凹凸臺階均勻,不得有崩茬、刀痕。 6、漆膜理化性能:附著力≥3級,耐干熱≥3級,耐濕熱≥3級,耐酸堿≥3級。 7、環(huán)保要求:甲醛釋放量≤1
投標(biāo)書-免漆門 (2)
格式:pdf
大小:41KB
頁數(shù):18P
4.6
公司簡介 山東久源工貿(mào)裝飾材料有限公司是專業(yè)生產(chǎn)實木門、鋼木門、免漆室 內(nèi)門的專業(yè)廠家,已有多年歷史,生產(chǎn)設(shè)備精良,工藝先進(jìn),技術(shù)力量雄 厚。自成立已來,在社會各界的支持關(guān)愛及全體員工的共同努力下,現(xiàn) 已成長為一家集科研、生產(chǎn)加工、銷售于一體的專業(yè)室內(nèi)門生產(chǎn)高新企業(yè)。 多年來公司注重專業(yè)人才的引進(jìn)與培養(yǎng),并擁有一大批高素質(zhì)的工程技術(shù) 人員,使公司產(chǎn)品科技含量高,更新?lián)Q代快,市場廣闊。運(yùn)用先進(jìn)工藝、 選用優(yōu)質(zhì)原材料研制出的免漆裝飾材料,避免因溫度而引起的變形及彎 曲,且具有防潮、防腐、阻燃、易清理等優(yōu)點。產(chǎn)品堅固耐用、美觀新穎, 具有靈活、經(jīng)濟(jì)、環(huán)保方面的獨(dú)特優(yōu)勢,在歐美國家廣泛應(yīng)用于專賣店、 商場、醫(yī)院休閑等公共場合。 一流的產(chǎn)品需要一流的技術(shù),一流的公司更需要一流的管理。在市場 競爭日趨激烈的今天,公司更注重現(xiàn)代化的企業(yè)管理和超值的售后服務(wù), 秉承“誠實、守信、公平、創(chuàng)新
免漆門的制作工藝介紹
格式:pdf
大小:10KB
頁數(shù):1P
4.4
免漆門的制作工藝介紹 (2012-05-2618:20:41) 轉(zhuǎn)載▼ 標(biāo)簽: 娛樂 (2)中等價位復(fù)合烤漆門(800-1500元),由實木基材做框架,內(nèi)部應(yīng)用實木指接 資料,兩面用4mm中密度纖維板粘貼作為平衡層,表面用木紋紙貼面,表面噴漆 工藝(便宜位不烤漆程序)。長處:工藝相對簡單、價格適中、光澤度好,實木復(fù) 合基材。缺點:纖維板甲醛含量高、噴漆表面不耐磨、不抗沖擊,容易脫漆、變 色;纖維板平衡層跟木紋紙貼面不防潮,輕易變形、翹皮。 服務(wù)中心幫助|會員區(qū)會員介紹會員閉會付款方式城市導(dǎo)航西部江蘇 重慶武漢西安鄭州佛山貴州哈爾濱沈陽英文站訂閱|視頻|百科 (1)廉價位烤漆門(800元以下),由實木基材做框架,重慶網(wǎng)站建設(shè),內(nèi)部空心或 填充邊角料、蜂窩紙等,兩面用4mm中密度纖維板粘貼作為平衡層,表面
免漆門生產(chǎn)工藝流程最新文檔

鋼質(zhì)門生產(chǎn)工藝流程圖
格式:pdf
大小:22KB
頁數(shù):1P
4.4
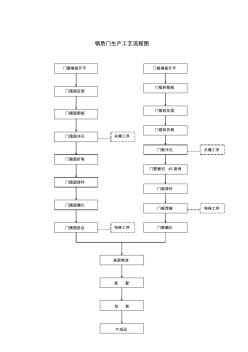
鋼質(zhì)門生產(chǎn)工藝流程圖 門扇卷板開平門框卷板開平 門框料剪板 門扇面膠合 門扇面磷化 門扇面焊件 門扇面折彎 門扇面沖孔 門扇面剪板 門扇面壓型 表面噴涂 門框料壓型 門框料折彎 門框沖孔 門框鋸切45度角 門框焊件 門框焊接 門框磷化 包裝 裝配 產(chǎn)成品 關(guān)鍵工序 關(guān)鍵工序 特殊工序 特殊工序
實木復(fù)合門生產(chǎn)工藝流程
格式:pdf
大小:12KB
頁數(shù):1P
4.6
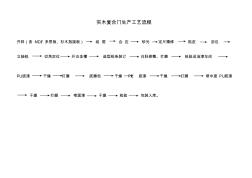
實木復(fù)合門生產(chǎn)工藝流程 開料(含mdf、多層板、杉木指接板)組框合壓砂光定尺精修貼皮封邊 立軸銑切角定位開五金槽造型線條裝訂白胚修整、打磨檢驗送油漆車間 pu底漆干燥打磨底擦色干燥pe底漆干燥打磨噴中度pu底漆 干燥打磨噴面漆干燥檢驗包裝入庫。
實木復(fù)合門生產(chǎn)工藝流程
格式:pdf
大小:14KB
頁數(shù):2P
4.5
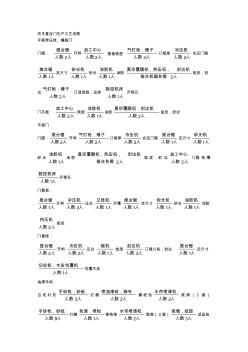
實木復(fù)合門生產(chǎn)工藝流程 平板帶壓線,鑲板門: 門扇: 人人數(shù) 推臺鋸 2 開料 人人數(shù) 加工中心 2 面板銑型 人人數(shù) 氣釘槍,錘子 3 訂框架 人人數(shù) 冷壓機(jī) 2 合壓門扇 人人數(shù) 推臺鋸 1 定尺寸 人人數(shù) 砂光機(jī) 1 砂光 人人數(shù) 涂膠機(jī) 1 涂膠 人每臺機(jī)器各需 封邊機(jī)真空覆膜機(jī),熱壓機(jī), 2 貼皮,封 邊 人人數(shù) 氣釘槍,錘子 2 訂造型板,壓線 人人數(shù) 數(shù)控機(jī)床 1 開鎖孔 門芯板: 人人數(shù) 加工中心 2 銑型 人人數(shù) 涂膠機(jī) 1 涂膠 人人數(shù) 真空覆膜機(jī),封邊機(jī) 2 貼皮,封邊 平板門: 門扇: 人人數(shù) 推臺鋸 2 開料 人人數(shù) 氣釘槍,錘子 2 訂框架 人人數(shù) 冷壓機(jī) 2 合壓門扇 人人數(shù) 推臺鋸 1 定尺寸 人人數(shù) 砂光機(jī) 1 砂光 人人數(shù) 涂膠機(jī) 1 涂膠 人每臺各需 封邊機(jī)真空覆膜機(jī),熱壓機(jī), 2 貼皮,封邊 人人數(shù) 加工中心 2 門扇銑槽 人人數(shù) 數(shù)控機(jī)床 1
實木門生產(chǎn)工藝流程
格式:pdf
大小:7KB
頁數(shù):2P
4.3
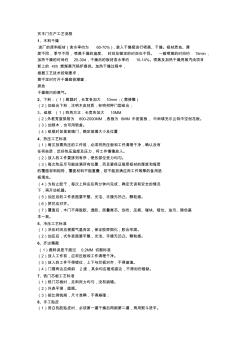
實木門生產(chǎn)工藝流程 1、木料干燥 進(jìn)廠的原料板材(含水率約為60-70%),裝入干燥窯進(jìn)行噴蒸、干燥。板材質(zhì)地、厚 度不同,季節(jié)不同,噴蒸干燥的溫度、時間及穩(wěn)定的時間也不同。一般噴蒸的時間約15min, 加熱干燥的時間約25-30d,干燥后的板材含水率約10-14%。噴蒸及加熱干燥用蒸汽由項目 新上的4t/h燃煤蒸汽鍋爐提供。加熱干燥過程中, 根據(jù)工藝技術(shù)控制要求, 需不定時打開干燥窯排潮窗, 排放 干燥窯內(nèi)的蒸氣。 2、下料:(1)粗裁時,長寬各加大10mm;(需修整) (2)如組合下料,注明木皮材質(zhì),標(biāo)明何種門型組合; 3、組框(1)四角方正,長寬各加大10mm (2)外框?qū)挾纫?guī)格為800-2000mm,表板為6mm中密度板,中間填充爾蘭特中空創(chuàng)花板。 (3)加鎖木,也可用鎖盒。 (4)組框時如是玻璃門,確定玻璃大小及位置 4、熱壓工藝標(biāo)準(zhǔn) (1)每


 強(qiáng)化木門和免漆門的區(qū)別
強(qiáng)化木門和免漆門的區(qū)別 強(qiáng)化木門和免漆門的區(qū)別
格式:doc
大小:38KB
頁數(shù):4P
4.7
本文將詳細(xì)介紹建設(shè)工程領(lǐng)域中強(qiáng)化木門和免漆門的區(qū)別,包括材料、外觀、性能特點等方面的對比,并為讀者提供全面的了解和選擇指南。
室內(nèi)門(免漆門)技術(shù)要求
格式:pdf
大小:65KB
頁數(shù):7P
4.3
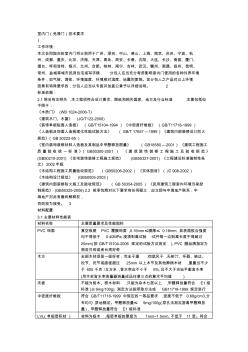
室內(nèi)門(免漆門)技術(shù)要求 1 工作環(huán)境: 本次合同指向的室內(nèi)門將分別用于廣州、深圳、中山、佛山、上海、南京、蘇州、寧波、杭 州、成都、重慶、北京、濟(jì)南、天津、青島、西安、長春、沈陽、大連、長沙、南昌、廈門、 煙臺、呼和浩特、銀川、蘭州、合肥、桂林、南寧、吉林、武漢、贛州、南通、揚(yáng)州、昆明、 常州、鹽城等城市民用住宅或?qū)懽謽牵职藨?yīng)當(dāng)充分考慮影響室內(nèi)門使用的各種外界環(huán)境 條件,如氣候、海拔、環(huán)境溫度、環(huán)境相對濕度、地震烈度等。如分包人之產(chǎn)品對以上環(huán)境 因素有特殊要求的,分包人應(yīng)當(dāng)以專函并加蓋公章予以詳細(xì)說明。2 標(biāo)準(zhǔn)依據(jù): 2.1除另有注明外,本工程須符合設(shè)計要求、圖紙和相關(guān)國家、地方及行業(yè)標(biāo)準(zhǔn),主要包括但 不限于: 《木質(zhì)門》(wb1024-2006-t) 《建筑木門、木窗》(jg/t122-2000) 《裝飾單板貼面人造板》(gb/t15104
室內(nèi)免漆門產(chǎn)品技術(shù)要求及標(biāo)準(zhǔn)
格式:pdf
大小:16KB
頁數(shù):8P
4.4
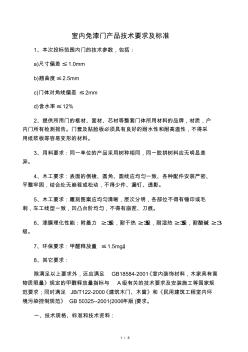
1/8 室內(nèi)免漆門產(chǎn)品技術(shù)要求及標(biāo)準(zhǔn) 1、本次投標(biāo)范圍內(nèi)門的技術(shù)參數(shù),包括: a)尺寸偏差≤1.0mm b)翹曲度≤2.5mm c)門體對角線偏差≤2mm d)含水率≤12% 2、提供所用門的框材、面材、芯材等整套門體所用材料的品牌,材質(zhì),戶 內(nèi)門所有檢測報告。門套及貼臉板必須具有良好的耐水性和耐高溫性,不得采 用紙漿板等容易變形的材料。 3、用料要求:同一單位的產(chǎn)品采用樹種相同,同一膠拼樹料應(yīng)無明顯差 異。 4、木工要求:表面的倒棱、圓角、圓線應(yīng)均勻一致、各種配件安裝嚴(yán)密、 平整牢固,結(jié)合處無崩茬或松動,不得少件、漏釘、透影。 5、木工要求:雕刻圖案應(yīng)均勻清晰,層次分明,各部位不得有錘印或毛 刺,車工線型一致,凹凸臺階均勻,不得有崩茬、刀痕。 6、漆膜理化性能:附著力≥3級,耐干熱≥3級,耐濕熱≥3級,耐酸堿≥3 級。 7、環(huán)保要求:甲醛釋放量≤1.5mg/l。 8、其它
白茬門、油漆成品門、免漆門的區(qū)別
格式:pdf
大小:6KB
頁數(shù):2P
4.6
白茬門、油漆成品門、免漆門的區(qū)別 木門根據(jù)表面處理方式可分為白茬門、油漆成品門和免漆門三種。 (1)白茬門 白茬門在工廠沒有進(jìn)行油漆涂飾的門。購買者買回去后自行進(jìn)行油漆,由于施 工現(xiàn)場的環(huán)境較差,降低了門的品質(zhì)。購買者也可在購買后直接貼壁紙或其他裝飾 材料。門框與門扇的配合縫隙符合相關(guān)國家標(biāo)準(zhǔn)中的縫隙要求,由于白茬門是現(xiàn)場 處理效果,故可將白茬門的縫隙減小,在現(xiàn)場處理時,根據(jù)現(xiàn)場安裝情況定白茬門 的尺寸。加工要求略低,產(chǎn)品質(zhì)量只保證表面平整度即可。在環(huán)境污染方面,由于 少了油漆,故要比油漆門環(huán)保。 (2)油漆成品門 油漆成品門也稱成品門,在工廠已進(jìn)行油漆的門,可直接安裝。框與帛的配合縫 隙嚴(yán)格控制在標(biāo)準(zhǔn)中的縫隙范圍,保證門扇開啟的靈活性。加工要求相對白茬門要高, 不僅要求門扇表面平整,還要保證油漆后門扇顏色均勻,不得出現(xiàn)劃痕、色差等現(xiàn)象。 在環(huán)境污染方面,由于多了油漆,故有害
免漆門生產(chǎn)工藝流程相關(guān)
文輯推薦
知識推薦
百科推薦


職位:鐵路工程標(biāo)準(zhǔn)員
擅長專業(yè):土建 安裝 裝飾 市政 園林


