

麻花鉆頭種類及格
格式:pdf
大小:784KB
頁數:4P
人氣 :83
 4.4
4.4
麻花鉆頭種類及格 2 ———————————————————————————————— 作者: ———————————————————————————————— 日期: 3 麻花鉆頭的種類及規格 1. 鉆頭是一種旋轉而頭端有切削能力的工具 ,一般以碳鋼 SK,或高速鋼 SKH2, SKH3 等材料經銑制或滾制再經淬火 ,回火熱處理后磨制而成 ,用于金屬或其它材 料上之鉆孔加工 ,它的使用范圍極廣 ,可運用于鉆床、車床、銑床 ,手電鉆等工具機 上使用。 2. 鉆頭種類 A.依構造分類 (1).整體式鉆頭:鉆頂、鉆身、鉆柄由同一材料整體制造而成 . (2).端焊式鉆頭,鉆頂部位由碳化物焊接而成 . B.依鉆枘分類 (1).直柄鉆頭:鉆頭直徑于 ψ13.0mm以下,皆采用直柄 . (2).錐柄鉆頭:鉆頭柄為錐度狀,一般其錐度均采用莫氏錐度 . C.依用途分類 (1).中心鉆頭:一般



麻花鉆頭的種類及規格
格式:pdf
大小:207KB
頁數:2P
麻花鉆頭的種類及規格 1.鉆頭是一種旋轉而頭端有切削能力的工具,一般以碳鋼sk,或高速鋼skh2, skh3等材料經銑制或滾制再經淬火,回火熱處理后磨制而成,用于金屬或其它材 料上之鉆孔加工,它的使用范圍極廣,可運用于鉆床、車床、銑床,手電鉆等工具機 上使用。 2.鉆頭種類 a.依構造分類 (1).整體式鉆頭:鉆頂、鉆身、鉆柄由同一材料整體制造而成. (2).端焊式鉆頭,鉆頂部位由碳化物焊接而成. b.依鉆枘分類 (1).直柄鉆頭:鉆頭直徑于ψ13.0mm以下,皆采用直柄. (2).錐柄鉆頭:鉆頭柄為錐度狀,一般其錐度均采用莫氏錐度. c.依用途分類 (1).中心鉆頭:一般用于鉆孔前打中心點用,前端錐面有60°,75°,90°等,車床 作業時為了用尾座支,持應該用60°中心鉆與車床尾座頂心60°相配合. (2).麻花鉆頭:為工
編輯推薦下載
 基于參數化設計的麻花鉆頭及其仿真驗證
基于參數化設計的麻花鉆頭及其仿真驗證 基于參數化設計的麻花鉆頭及其仿真驗證
格式:pdf
大小:250KB
頁數:3P
4.6
分析了麻花鉆頭的加工過程,對鉆頭螺旋槽的成型過程中的主要參數進行了介紹。重點對鉆頭加工中的正問題進行研究,即對給定砂輪截面型線計算螺旋槽的端面型線,并建立了坐標系與刀片曲線的坐標方程,給出了曲線方程的詳細求解過程。最后將本文的設計結果與商業軟件模擬結果進行對比,結果表明在設計的線形上基本一致,細微的差別,主要是導向角不同而引起的。
天津研制出數控麻花鉆頭溝槽磨床 天津研制出數控麻花鉆頭溝槽磨床
格式:pdf
大小:287KB
頁數:1P
4.4
天津市輪達技術開發公司研制出ld400cnc數控麻花鉆頭磨槽機。該機床采用強力磨削原理對直柄、錐柄麻花鉆頭溝槽磨削成形,具有自動分度、砂輪修整、砂輪補償等功能,上下料采取手工方式。
麻花鉆頭種類及格熱門文檔

常用麻花鉆頭規格(20201016104249)
格式:pdf
大小:54KB
頁數:1P
4.7
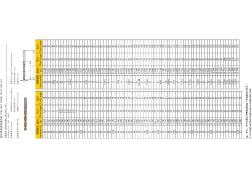
精心整理 來源網絡,僅供個人學習參考 麻花鉆頭規格: φ1.0,φ1.5,φ2.0,φ2.5,φ3.0,φ3.2,φ3.3,φ3.5,φ3.8,φ4.0,φ4.2,φ4.5 ,φ4.8,φ5.0,φ5.2,φ5.5,φ5.8,φ6.0φ,6.2,φ6.5,φ6.8,φ7.0,φ7.2,φ7. 5,φ7.8,φ8.0,φ8.2,φ8.5,φ8.8,φ9.0,φ9.2,φ9.5,φ10.0,φ10.2,φ10.5 ,φ11.0,φ12.0,φ12.5,φ13.0,φ13.5,φ14
麻花鉆頭鉆削H13模具鋼細長小孔 麻花鉆頭鉆削H13模具鋼細長小孔
格式:pdf
大小:374KB
頁數:3P
4.5
敘述了在生產實踐中,如何采用麻花鉆頭在h13模具鋼上加工出了細長孔的加工過程.詳盡分析了鉆頭的工作狀態,切削時的抗力分析,磨損折斷時的幾種形式及失效狀態.鉆削過程中,觀察鉆頭鉆削狀況,手動進給感覺鉆頭軸向力度,添加極壓乳化液降低磨損和不斷退刀及用筆刷清屑,試磨削鉆頭135°頂角并努力在鉆頭橫刃上磨出第二切削刃等,最終達到工序要求.
小直徑PCD麻花鉆頭電火花磨削加工系統的研制 小直徑PCD麻花鉆頭電火花磨削加工系統的研制
格式:pdf
大小:255KB
頁數:3P
4.7
基于數控電火花磨削加工機床,研制了用于加工小直徑pcd麻花鉆頭的數控螺旋伺服進給加工系統,介紹了系統的加工原理、機械系統和伺服控制系統的設計方法。
淺談標準麻花鉆頭的鉆削特點和耐用度及刃磨方法 淺談標準麻花鉆頭的鉆削特點和耐用度及刃磨方法
格式:pdf
大小:1.2MB
頁數:6P
4.6
針對傳統切削刀具——標準高速鋼麻花鉆頭的切削特點及工件材料的性能特點,分析了如何采取正確合理的操作使用方法和采用合理的刃磨方法,來提高鉆頭的耐用度和使用壽命。
麻花鉆頭種類及格精華文檔
加工42CrMo曲軸的整體合金麻花鉆頭的壽命提高 加工42CrMo曲軸的整體合金麻花鉆頭的壽命提高
格式:pdf
大小:232KB
頁數:3P
4.7
針對實際生產中出現的刀具壽命低、加工區域溫度過高以及加工表面質量不好等問題,結合深孔加工技術的技術特點對現場加工狀況的分析,找出影響壽命的原因;通過改進刀具幾何參數、加工參數以及刀具制造工藝解決了刀具壽命問題,使壽命從原來每支100件提高到150件,并提高了加工質量以及加工效率。
自攻自斷相配套麻花鉆頭在窩洞制備中的應用 自攻自斷相配套麻花鉆頭在窩洞制備中的應用
格式:pdf
大小:149KB
頁數:2P
4.6
活髓磨牙、前切牙切角缺損、契狀缺損、高度磨耗癥的部位往往難以達到制洞要求,固位力和抗力條件差而修復失敗,筆者在用自攻自斷相配套麻花鉆頭一次性修復完成。10年來臨床應用150例患者進行了隨訪,觀察成功145例。該方法操作簡便快捷,效果滿意,不失為活髓磨牙齲齒、前切牙切角、契狀缺損修復的一種良好術式。

鉆頭種類及應用
格式:pdf
大小:411KB
頁數:2P
4.4
鉆頭種類及應用 麻花鉆 麻花鉆是應用最廣的孔加工刀具。通常直徑范圍為0.25~80毫米。它主要由工 作部分和柄部構成。工作部分有兩條螺旋形的溝槽,形似麻花,因而得名。為了減小 鉆孔時導向部分與孔壁間的摩擦,麻花鉆自鉆尖向柄部方向逐漸減小直徑呈倒錐狀。 麻花鉆的螺旋角主要影響切削刃上前角的大小、刃瓣強度和排屑性能,通常為25°~ 32°。螺旋形溝槽可用銑削、磨削、熱軋或熱擠壓等方法加工,鉆頭的前端經刃磨后 形成切削部分。標準麻花鉆的切削部分頂角為118,橫刃斜角為40°~60°,后角為 8°~20°。由于結構上的原因,前角在外緣處大、向中間逐漸減小,橫刃處為負前 角(可達-55°左右),鉆削時起擠壓作用。為了改善麻花鉆的切削性能,可根據被 加工材料的性質將切削部分修磨成各種外形(如群鉆)。麻花鉆的柄部形式有直柄和 錐柄兩種,加工時前者夾在鉆夾頭中,后者插在機床主軸或尾座的錐孔中
麻花鉆頭種類及格最新文檔
合金鋼鉆頭與直柄麻花鉆、中心鉆區別
格式:pdf
大小:6KB
頁數:3P
4.5
合金鋼鉆頭與直柄麻花鉆、中心鉆的區別 合金鋼鉆頭簡介: 合金鉆頭一般是指硬質合金鉆頭,分整體式,焊接式,可轉位刀片式 和可換頭式。硬質合金的主要成分是碳化鎢,鈷等,硬度比較高一般 都在hrc90度以上,在批量加工以及難硬加工的場合比較適用! 硬質合金鉆頭通常情況下被認為是一種用于巖心鉆探所的鉆頭。簡單 來說,在進行巖心鉆探所的工作的時候,硬質合金鉆頭是依靠鉆壓工 藝與自身旋轉所產生的沖擊載荷破碎巖石的。在整個鑿巖鉆進過程 中,鉆頭會經常受到高頻率的沖擊載荷,而且受到扭轉、彎曲、拉伸、 壓縮等多種復合應力的作用,在高速回轉碰撞的環境下經受巖石、巖 粉和礦水等工作介質的磨損與腐蝕zy12。 硬質合金鉆頭的特點以及用途: 1、能夠適合較為復雜材質的鉆孔,可以選擇較高的切削速度。 2、精選合金鉆頭專用的高性能合金刀片,有效減少崩刀,保持良好 的耐磨性。 3、多層幾何切削端刃,提高排泄
錐柄麻花鉆的鉆削操作與鉆頭安裝
格式:pdf
大小:9KB
頁數:1P
4.4
江蘇百益工具有限公司錐柄麻花鉆直柄麻花鉆加長錐柄鉆內冷鉆 錐柄麻花鉆的鉆削操作與鉆頭安裝 來源:江蘇百益工具有限公司 錐柄麻花鉆的鉆削 a、確定進給速度:進給速度一般是憑經驗,從數值上講一般0.08-0.12mm/ 轉,或者0.6-1.0mm/秒,進給速度是在鉆孔時比較關鍵的要素,不同的進給量可 以形成不同的鐵屑,不同的的鐵屑會使排屑性能產生變化 b、定位:在需要鉆孔的位置中心鏨打一定位點或用合金針劃上“十”字線, 以確保鉆孔位置的精度。注意,用中心鏨打定位點時,請確保中心鏨垂直于加工 工件表面,以免影響切削料芯的順利排出。 c、開始鉆孔:請調好合適的轉速,開機前請確保鉆機磁座底部干凈,先打 開磁座開關再打開電機開關,電機運轉同時打開冷卻液開關,當鉆頭接觸鋼板時, 先緩慢進給,鉆入約1-2mm后,再用正常速度進給。 d、鉆孔結束:關閉電機待主軸1、確定進給速度:進給

鉆頭種類及應用教學內容
格式:pdf
大小:410KB
頁數:3P
4.4
鉆頭種類及應用 精品文檔 收集于網絡,如有侵權請聯系管理員刪除 鉆頭種類及應用 麻花鉆 麻花鉆是應用最廣的孔加工刀具。通常直徑范圍為0.25~80毫米。它主要由工 作部分和柄部構成。工作部分有兩條螺旋形的溝槽,形似麻花,因而得名。為了減 小鉆孔時導向部分與孔壁間的摩擦,麻花鉆自鉆尖向柄部方向逐漸減小直徑呈倒錐 狀。麻花鉆的螺旋角主要影響切削刃上前角的大小、刃瓣強度和排屑性能,通常為2 5°~32°。螺旋形溝槽可用銑削、磨削、熱軋或熱擠壓等方法加工,鉆頭的前端經 刃磨后形成切削部分。標準麻花鉆的切削部分頂角為118,橫刃斜角為40°~60°, 后角為8°~20°。由于結構上的原因,前角在外緣處大、向中間逐漸減小,橫刃處 為負前角(可達-55°左右),鉆削時起擠壓作用。為了改善麻花鉆的切削性能, 可根據被加工材料的性質將切削部分修磨成各種外形(如群鉆)。麻花鉆的柄部形 式有直柄和錐

高速鋼麻花鉆頭與普通碳素鋼的焊接工藝
格式:pdf
大小:5KB
頁數:2P
4.3
高速鋼麻花鉆頭與普通碳素鋼的焊接工藝 1結構分析 高速鋼麻花鉆頭與普通素鋼柄相接,是異種材料的焊接,其主要困難是兩種 材料的化學成分,力學性能不同,在焊縫區容易產生裂紋,經試驗,采取一些必 要的措施,可成功進行焊接。 2加工坡口 ⑴仔細清除施焊處以及周圍的油污,鐵銹,氧化物等,直到露出純凈的母材 金屬。 ⑵將接頭用砂輪磨成60~70度x型對稱坡口,留鈍邊2~3毫米,間隙1.5~ 2毫米。 3選用焊條 焊條選j506或j422,經200度烘干,保溫1~2小時 4焊前預熱 根據情況,酌情考慮焊前預熱,可用氧乙炔焰,將鉆頭端部加熱到450~500 度。 5焊接工藝 ⑴在高速鋼麻花鉆頭部分,除施焊處外全部包上石棉,浸入機油盆內,可以 垂直放,也可以斜放,油盆應加蓋鐵板,以防止熔滴濺入油內,引起油脂飛濺。 ⑵用直流電源反接或交流焊接電源均可。 ⑶使用細焊條,
年產1200萬件W6Mo5Cr4V2高速鋼直柄麻花鉆頭熱處理生產線
格式:pdf
大小:126KB
頁數:10P
4.6
設計 題目 成績 課 程 設 計 主 要 內 容 各位同學根據設計題目,編制課程設計任務書,其中應包括如下內容:制定熱 處理工藝、工作制度、年時基數、生產綱領,選擇所需要的熱處理設備,最后應給 出參考文獻,并繪制出設備在車間的平面布置圖。具體要求如下: (1)確定工件的形狀、尺寸,制定出車間的工作制度、年時基數、生產綱領; (2)對于沒有給出材料的零件,選擇材料,要論述工件的服役條件及對材料性能的 要求; (3)確定工件的加工工藝流程,制定熱處理工藝,并且,加以論述其依據; (4)根據熱處理工藝選擇適當的熱處理設備,對主要的加熱設備的爐體結構、爐膛 尺寸、功率要進行計算和論述,根據生產率確定所需要的臺數; (5)合理地設計工件的熱處理生產線,畫出設備在車間里面的平面布置圖(該圖要 求用計算機繪制,并用a3紙打印出來,圖中設備用參考圖例畫出,其它的要按照 國家標準畫出); (
小直徑聚晶金剛石麻花鉆頭的放電加工工藝研究 小直徑聚晶金剛石麻花鉆頭的放電加工工藝研究
格式:pdf
大小:85KB
頁數:3P
4.7
本文介紹了近年來國際上人造聚晶金剛石麻花鉆頭工藝研究情況,著重介紹了作者在已完成的dk6825旋轉式數控電加工機床上利用放電加工進行小直徑(ф6以下)聚晶金剛石麻花鉆頭的工藝研究情況;介紹了放電加工時采用的設備,附件和主要工藝方法。
麻花鉆螺旋面刃磨的研究 麻花鉆螺旋面刃磨的研究
格式:pdf
大小:272KB
頁數:3P
4.3
在分析螺旋面刃磨法的基礎上,提出了運用螺距合成的原理,取代傳統螺旋面刃磨法中的凸輪機構,通過設置步進電機的不同轉速,可以對麻花鉆后刀面進行螺旋刃磨和變導程螺旋刃磨。給出了相關的理論依據,實驗證明此方法比傳統螺旋面刃磨法更具實用價值。
麻花鉆頭種類及格相關
文輯推薦
知識推薦
百科推薦


職位:BIM設計師
擅長專業:土建 安裝 裝飾 市政 園林


