

螺旋埋弧焊管焊縫形貌控制
格式:pdf
大小:280KB
頁數(shù):4P
人氣 :75
 4.6
4.6
HAN GUAN 摘 要:焊縫余高過高 袁焊縫與母材過渡角過小會(huì)引起焊趾處應(yīng)力集中 袁導(dǎo)致服役條件下管道疲 勞破壞 袁影響管道的安全運(yùn)行 袁加大鋼管的外防腐作業(yè)難度 袁造成焊縫部位防腐層厚度的減薄甚 至開裂 遙針對這些問題 袁分析了影響焊縫余高質(zhì)量的主要因素 袁以及改善焊縫形貌所采取的工藝 措施袁如坡口和焊接工藝參數(shù)的優(yōu)化設(shè)計(jì) 堯焊絲形位參數(shù)的調(diào)整 遙焊縫形貌的改善在實(shí)際生產(chǎn)中 取得了滿意的效果 遙 關(guān)鍵詞 院螺旋埋弧焊管 曰焊縫形貌 曰焊縫余高 曰防腐 中圖分類號(hào): TE973 文獻(xiàn)標(biāo)志碼:B 文章編號(hào):員園園員原猿怨猿愿(圓園員3)07-0063-04 螺旋埋弧焊管焊縫形貌控制 王 洋袁陳 楠袁謝玉峰 袁劉晶晶 袁谷海龍?jiān)?超 淵渤海裝備華油鋼管有限公司 袁河北 青縣 062658 冤 Abstract: Over height weld reinforcement and too



螺旋埋弧焊管(SSAW)
格式:pdf
大小:20KB
頁數(shù):4P
文檔來源為:從網(wǎng)絡(luò)收集整理.word版本可編輯.歡迎下載支持. 1文檔來源為:從網(wǎng)絡(luò)收集整理.word版本可編輯.歡迎下載支持. ⑵、螺旋埋弧焊管(ssaw) 螺旋埋弧焊管設(shè)備投資較少,因采用價(jià)格較低的窄帶(板)卷連續(xù)焊接生產(chǎn)大口徑(ф 1016~2400mm)焊管,生產(chǎn)工藝簡單、運(yùn)行費(fèi)用低,具有低成本運(yùn)行優(yōu)勢,在中大口徑低壓輸水、 熱力和打樁管等市場具有價(jià)格優(yōu)勢,但在壓力管道工程,尤其是燃?xì)夤芫€中應(yīng)用應(yīng)具有必要的硬 件配置,如無損檢測和理化檢驗(yàn)設(shè)施,加強(qiáng)質(zhì)量保證措施,嚴(yán)格按生產(chǎn)許可證實(shí)施監(jiān)管。 目前,在我國油氣輸送螺旋焊管已形成了以石油系統(tǒng)所屬鋼管廠為主的基本格局。采用低殘 余應(yīng)力成型和管端機(jī)械擴(kuò)徑等先進(jìn)技術(shù),經(jīng)過嚴(yán)格質(zhì)量控制的螺旋焊管在質(zhì)量上可與直縫焊管相 媲美,在我國西氣東輸?shù)扔蜌忾L輸管道工程中獲得了廣泛應(yīng)用,是我國油氣長輸管道工程采用的 主要管
 螺旋埋弧焊管內(nèi)焊三絲焊設(shè)備研制
螺旋埋弧焊管內(nèi)焊三絲焊設(shè)備研制 螺旋埋弧焊管內(nèi)焊三絲焊設(shè)備研制
格式:pdf
大小:435KB
頁數(shù):5P
介紹了螺旋埋弧焊管內(nèi)焊三絲焊設(shè)備的構(gòu)成及性能,通過對設(shè)備關(guān)鍵部分結(jié)構(gòu)調(diào)試情況的分析,指出完善該裝置應(yīng)從加強(qiáng)機(jī)體剛性,增加焊頭位置調(diào)節(jié)機(jī)構(gòu),重視焊接幾何參數(shù)測量等方面著手解決。
編輯推薦下載
螺旋埋弧焊管焊縫斷裂失效分析 螺旋埋弧焊管焊縫斷裂失效分析
格式:pdf
大小:1.0MB
頁數(shù):6P
4.3
針對某輸送成品油管道的螺旋焊管焊縫斷裂事故,進(jìn)行了斷口宏觀形貌、金相組織、掃描電鏡、能譜及硬度分析試驗(yàn),并用有限元分析法比較了土壓、含水量、地基對管道應(yīng)力的影響。失效分析結(jié)果表明,螺旋焊管焊縫斷裂主要是由于管道附近泥漿化趨勢、較高的堆土以及焊縫缺陷造成。
螺旋埋弧焊管常見焊接裂紋的分析 螺旋埋弧焊管常見焊接裂紋的分析
格式:pdf
大小:575KB
頁數(shù):4P
4.6
簡述了焊接裂紋的分類及形態(tài)分布。對螺旋埋弧焊管焊接過程中出現(xiàn)的結(jié)晶裂紋和延遲裂紋的產(chǎn)生原因、形成機(jī)理、影響因素、防治措施等進(jìn)行了分析闡述,同時(shí)提出了相應(yīng)的解決措施。
螺旋埋弧焊管熱門文檔
螺旋埋弧焊管內(nèi)焊跟蹤機(jī)械裝置 螺旋埋弧焊管內(nèi)焊跟蹤機(jī)械裝置
格式:pdf
大小:529KB
頁數(shù):3P
4.6
介紹了螺旋焊管內(nèi)焊跟蹤機(jī)械裝置的結(jié)構(gòu)組成及跟蹤原理,指出了該跟蹤裝置中微調(diào)機(jī)構(gòu)的操作要領(lǐng)及油缸的選擇方法。該裝置經(jīng)過現(xiàn)場使用表明,對于一般工程用焊管或管線鋼管,機(jī)械式內(nèi)焊跟蹤就能滿足需要,且操作簡單,易維修。
常用螺旋埋弧焊管規(guī)格對照表
格式:pdf
大小:30KB
頁數(shù):2P
4.8
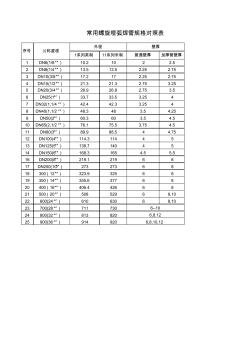
1系列英制11系列米制普通壁厚加厚管壁厚 1dn6(1/8″)10.21022.5 2dn8(1/4″)13.513.52.252.75 3dn10(3/8″)17.2172.252.75 4dn15(1/2″)21.321.32.753.25 5dn20(3/4″)26.926.82.753.5 6dn25(1″)33.733.53.254 7dn32(1,1/4″)42.442.33.254 8dn40(1,1/2″)48.3483.54.25 9dn50(2″)60.3603.54.5 10dn65(2,1/2″)76.175.53.754.5 11dn80(3″)89.988.544.75 12dn100(4″)114.311445 13dn125(5″)
螺旋埋弧焊管焊接系統(tǒng)弧壓波動(dòng)故障分析 螺旋埋弧焊管焊接系統(tǒng)弧壓波動(dòng)故障分析
格式:pdf
大小:197KB
頁數(shù):4P
4.3
介紹了螺旋埋弧焊管焊接系統(tǒng)的組成及其控制原理,著重介紹了螺旋埋弧焊接系統(tǒng)弧壓的控制原理和不同的控制方式,并結(jié)合現(xiàn)場實(shí)際維護(hù)經(jīng)驗(yàn),指出了影響焊接系統(tǒng)弧壓波動(dòng)的三大主要因素:機(jī)械傳動(dòng)因素、電氣控制因素和電磁干擾因素。同時(shí),針對影響螺旋埋弧焊接系統(tǒng)弧壓波動(dòng)的三大主要因素進(jìn)行了分析,并提出了故障的處理方法。
螺旋埋弧焊管高速焊接焊縫性能評(píng)價(jià) 螺旋埋弧焊管高速焊接焊縫性能評(píng)價(jià)
格式:pdf
大小:254KB
頁數(shù):4P
4.5
簡要介紹了國內(nèi)生產(chǎn)高鋼級(jí)、大直徑、大壁厚螺旋埋弧焊管時(shí)采用的工藝參數(shù)及其存在的不足。對采用較高焊速(2.2m/min)批量生產(chǎn)的x65m級(jí)ф914mm×12.7mm焊管的焊縫拉伸、導(dǎo)向彎曲、夏比沖擊和外觀質(zhì)量等性能進(jìn)行統(tǒng)計(jì)和評(píng)價(jià),結(jié)果表明,較高焊接速度能夠保證焊縫質(zhì)量,滿足技術(shù)條件要求。最后,對焊管生產(chǎn)時(shí)提高焊接速度和其他參數(shù)方面的平衡提出了建議。
螺旋埋弧焊管預(yù)焊焊接設(shè)備與工藝 螺旋埋弧焊管預(yù)焊焊接設(shè)備與工藝
格式:pdf
大小:702KB
頁數(shù):4P
4.3
介紹了螺旋埋弧焊管預(yù)精焊生產(chǎn)中預(yù)焊技術(shù)的特點(diǎn)及其焊接設(shè)備與焊接工藝。采用兩臺(tái)dc1000a進(jìn)口電源、ar+co2+o2三元混合氣體配比器、英國某公司開發(fā)的激光跟蹤系統(tǒng)和哈爾濱焊接研究所研制的陶瓷復(fù)合噴嘴可自身旋轉(zhuǎn)清渣的大電流mag空冷焊槍,結(jié)合大電流高速mag焊焊接工藝進(jìn)行預(yù)焊,對預(yù)焊后的試樣焊縫成形和金相組織進(jìn)行了分析,并對精焊后試樣的焊縫和熱影響區(qū)進(jìn)行了沖擊性能分析,得到了預(yù)期的結(jié)果。
螺旋埋弧焊管精華文檔
螺旋埋弧焊管預(yù)精焊焊接接頭性能分析 螺旋埋弧焊管預(yù)精焊焊接接頭性能分析
格式:pdf
大小:251KB
頁數(shù):4P
4.8
介紹了螺旋埋弧焊管預(yù)精焊生產(chǎn)工藝,對預(yù)精焊工藝生產(chǎn)x70鋼級(jí)準(zhǔn)1016mm×17.5mm螺旋埋弧焊管焊接接頭拉伸試驗(yàn)、夏比沖擊試驗(yàn)、維氏硬度試驗(yàn)等試驗(yàn)結(jié)果進(jìn)行了統(tǒng)計(jì)分析,并與傳統(tǒng)的一步法工藝進(jìn)行了對比。結(jié)果表明,預(yù)精焊生產(chǎn)工藝焊接接頭抗拉強(qiáng)度與一步法工藝基本相當(dāng),夏比沖擊韌性、維氏硬度等性能略優(yōu)于一步法工藝,綜合力學(xué)性能良好,滿足《西氣東輸二線管道工程用x70螺旋縫埋弧焊管技術(shù)條件》要求。
前擺式螺旋埋弧焊管機(jī)組內(nèi)焊縫裂紋產(chǎn)生原因分析 前擺式螺旋埋弧焊管機(jī)組內(nèi)焊縫裂紋產(chǎn)生原因分析
格式:pdf
大小:747KB
頁數(shù):4P
4.7
螺旋埋弧焊管內(nèi)焊裂紋產(chǎn)生的原因眾多復(fù)雜,應(yīng)從鋼管焊接前各工序狀態(tài)、焊絲和焊劑匹配、焊接工藝參數(shù)選定等方面進(jìn)行分析研究。著重分析了前擺式螺旋焊管機(jī)組焊前各工序?qū)?nèi)焊裂紋的影響。
螺旋埋弧焊管焊縫夾珠型氣孔的形成與消除 螺旋埋弧焊管焊縫夾珠型氣孔的形成與消除
格式:pdf
大小:672KB
頁數(shù):4P
4.6
闡述了螺旋埋弧焊管焊縫中的一種特殊氣孔——夾珠型氣孔的特征。分析認(rèn)為,形成該類氣孔的主要原因是:在鋼管進(jìn)行內(nèi)焊之前的成型過程中,由于成型縫間隙不合適而使含有大量鐵銹粉末的焊劑夾在了成型縫中,導(dǎo)致鋼管內(nèi)焊過程中產(chǎn)生夾珠型氣孔。針對氣孔產(chǎn)生的原因,提出了避免該類氣孔產(chǎn)生的相應(yīng)措施。
X80螺旋埋弧焊管對接環(huán)焊接頭失效裂紋分析 X80螺旋埋弧焊管對接環(huán)焊接頭失效裂紋分析
格式:pdf
大小:545KB
頁數(shù):6P
4.6
通過化學(xué)成分、微觀組織、斷口形貌分析等方法對某管線建設(shè)中x80螺旋埋弧焊管環(huán)焊接頭裂紋產(chǎn)生的原因進(jìn)行了研究。結(jié)果表明,裂紋出現(xiàn)于對接焊縫焊趾處,呈現(xiàn)沿晶+穿晶的開裂形貌,屬于焊接冷裂紋。焊接接頭氣孔、夾渣和焊接死口處拘束應(yīng)力過高是裂紋產(chǎn)生的主要原因,焊接工藝不當(dāng)是裂紋產(chǎn)生的直接誘因,焊接前對管徑周向全尺寸進(jìn)行預(yù)熱是防止該裂紋產(chǎn)生的主要途徑。
螺旋埋弧焊管焊縫夾雜原因分析及解決措施
格式:pdf
大小:977KB
頁數(shù):2P
4.4
**資訊http://www.***.*** **資訊http://www.***.***
螺旋埋弧焊管最新文檔
螺旋埋弧焊管焊縫夾雜原因分析及解決措施 螺旋埋弧焊管焊縫夾雜原因分析及解決措施
格式:pdf
大小:323KB
頁數(shù):3P
4.5
從焊接材料、成型合縫狀態(tài)及焊接冶金等方面分析了螺旋埋弧焊管焊縫夾雜、氣孔產(chǎn)生的原因,并提出通過改善成型質(zhì)量、合理調(diào)整焊墊輥高度及焊劑送入位置等措施,解決了焊縫夾雜、氣孔的產(chǎn)生,對實(shí)際生產(chǎn)有一定指導(dǎo)作用。
螺旋埋弧焊管焊縫中鏈狀氣孔的判定 螺旋埋弧焊管焊縫中鏈狀氣孔的判定
格式:pdf
大小:973KB
頁數(shù):5P
4.5
焊縫氣孔是一種體積性缺欠,對焊縫強(qiáng)度的影響不可忽視,因而氣孔缺欠的判定是焊縫缺陷評(píng)判的重要內(nèi)容之一。鏈狀氣孔是螺旋埋弧焊管焊縫中最常見的缺欠之一,因其氣孔數(shù)量多且間距不等,因而準(zhǔn)確判定具有一定的難度,且評(píng)判過程比較繁瑣。介紹了鏈狀氣孔常用的評(píng)定方法,即以點(diǎn)數(shù)評(píng)級(jí)和以氣孔直徑評(píng)級(jí),說明了評(píng)定鏈狀氣孔應(yīng)注意的事項(xiàng)。
X光顯像判別雙面螺旋埋弧焊管焊縫偏移 X光顯像判別雙面螺旋埋弧焊管焊縫偏移
格式:pdf
大小:364KB
頁數(shù):4P
4.8
根據(jù)x光射線的投影原理及雙面螺旋埋弧焊鋼管雙絲焊焊縫的內(nèi)部形狀,分析了用x光顯像判別雙絲焊內(nèi)外焊偏移量存在的問題,提出了應(yīng)注意的三種情況,對準(zhǔn)確判別焊偏有參考價(jià)值
低鋼級(jí)螺旋埋弧焊管焊接接頭低溫韌性分析 低鋼級(jí)螺旋埋弧焊管焊接接頭低溫韌性分析
格式:pdf
大小:431KB
頁數(shù):4P
4.5
本文對近期生產(chǎn)的北京、河北等地方燃?xì)夤芫€用l290鋼級(jí)螺旋埋弧焊管焊縫及熱影響區(qū)夏比沖擊韌性試驗(yàn)結(jié)果進(jìn)行了統(tǒng)計(jì)分析。統(tǒng)計(jì)結(jié)果表明:隨著鋼管壁厚的增大,焊接熱輸入需隨之增大,焊縫夏比沖擊吸收功逐漸降低;熱影響區(qū)的夏比沖擊韌性整體較好,母材的夏比沖擊吸收功越高,熱影響區(qū)沖擊吸收功越高,二者之間的差值也越大。
試樣加工及試驗(yàn)對螺旋埋弧焊管焊縫沖擊韌性的影響 試樣加工及試驗(yàn)對螺旋埋弧焊管焊縫沖擊韌性的影響
格式:pdf
大小:281KB
頁數(shù):5P
4.6
通過對x70螺旋埋弧焊管生產(chǎn)中焊縫沖擊試驗(yàn)的總結(jié)和分析,研究了沖擊試樣的v形槽深度、v形槽中心偏離外焊縫中心距離、試樣尺寸、試驗(yàn)冷卻溫度以及低溫冷卻、保溫時(shí)間對焊縫沖擊試驗(yàn)值的影響。結(jié)果顯示:隨著v形槽深度的增加,焊縫沖擊功呈線性降低;在正常情況下(即v形槽中心偏離外焊縫中心距離為0)的焊縫沖擊功比在v形槽中心偏離情況下的沖擊功低;半尺寸試樣(55mm×10mm×5mm)的沖擊功換算后大于全尺寸試樣(55mm×10mm×10mm)的沖擊功;隨著試驗(yàn)溫度的增加,焊縫沖擊功逐漸增加,呈遞增趨勢;沖擊試樣在完全冷卻后,保溫時(shí)間的長短對沖擊功的影響不大。
大口徑高鋼級(jí)螺旋埋弧焊管強(qiáng)度測試影響因素分析 大口徑高鋼級(jí)螺旋埋弧焊管強(qiáng)度測試影響因素分析
格式:pdf
大小:1.3MB
頁數(shù):6P
4.5
針對西氣東輸二線用大口徑高鋼級(jí)螺旋埋弧焊管,采用兩種試樣進(jìn)行拉伸試驗(yàn)。綜合分析影響螺旋焊管強(qiáng)度測試的因素,如試樣形式、試驗(yàn)方法等。研究結(jié)果表明:不同形式試樣測定的螺旋焊管管體橫向屈服強(qiáng)度值是包辛格效應(yīng)、形變強(qiáng)化效應(yīng)及組織等因素綜合作用的結(jié)果;包辛格效應(yīng)是影響其屈服強(qiáng)度測試結(jié)果的主要因素;測定屈服強(qiáng)度時(shí)采用的總伸長量應(yīng)根據(jù)脹環(huán)試驗(yàn)測定的管體實(shí)際屈服強(qiáng)度值確定。
螺旋縫埋弧焊管超聲波自動(dòng)探傷系統(tǒng) 螺旋縫埋弧焊管超聲波自動(dòng)探傷系統(tǒng)
格式:pdf
大小:176KB
頁數(shù):2P
4.3
螺旋鋼管焊縫探傷專用系統(tǒng)可以劃分為超聲波探頭夾持及調(diào)整支架、激光焊縫自動(dòng)跟蹤和超聲波探傷儀器3個(gè)子系統(tǒng)。超聲波探傷是確保鋼管內(nèi)在質(zhì)量的主要手段,超聲波焊縫自動(dòng)探傷設(shè)備水平是衡量鋼管廠產(chǎn)品質(zhì)量水平的重要標(biāo)志之一,該設(shè)備的激光跟蹤系統(tǒng)總體水平與國外類似水平相當(dāng),其跟蹤的模糊算法屬于國際獨(dú)創(chuàng)。探頭架和超聲波儀器組合,使缺陷信噪比這一關(guān)鍵指標(biāo)達(dá)到國外先進(jìn)國家的水平。
螺旋縫埋弧焊管與直縫電阻焊管比較
格式:pdf
大小:6KB
頁數(shù):2P
4.7
螺旋縫埋弧焊管與直縫電阻焊管的對比 1關(guān)于鋼管選用問題 國內(nèi)關(guān)于油氣輸送干線鋼管選用問題,進(jìn)行了多次學(xué)術(shù)討論,其中有兩次重大學(xué)術(shù)討論 會(huì),一次是1998年“大中直徑長輸管線用埋弧型直縫焊接鋼管研討會(huì)”,一次是200 0年“天然氣管道輸送技術(shù)及制管技術(shù)高級(jí)研討會(huì)”。前一次大中直徑長輸管線討論會(huì)主張 發(fā)展直縫雙面埋弧焊管取代螺旋管,后一次會(huì)議提出“繼續(xù)堅(jiān)持油氣輸送干線鋼管以國產(chǎn)螺 旋焊管為主的技術(shù)路線”。這兩次研討會(huì)的結(jié)論顯然相反,因此,對制管業(yè)影響也不同。前 一次討論會(huì)引導(dǎo)珠江鋼管公司上了hme及uoe大口徑直縫雙面埋弧焊管生產(chǎn)線,以及其 它的直縫焊管生產(chǎn)線。后一次的討論會(huì)催生了石油天然氣系統(tǒng)新上了6條大口徑螺旋埋弧焊 管生產(chǎn)線,以及非石油天然氣系統(tǒng)新上了十多條大口徑螺旋焊管生產(chǎn)線。 目前國內(nèi)螺旋焊管用途方面的范圍已達(dá)成共識(shí),在輸送天然氣的長輸管線上只能用于1 類地區(qū)
預(yù)精焊工藝對螺旋埋弧焊管內(nèi)焊“馬鞍型”焊縫的控制 預(yù)精焊工藝對螺旋埋弧焊管內(nèi)焊“馬鞍型”焊縫的控制
格式:pdf
大小:247KB
頁數(shù):4P
4.5
簡要介紹了一步法和預(yù)精焊的生產(chǎn)工藝,分析了一步法影響焊縫成形的因素。通過分析得出一步法焊縫成形主要受焊點(diǎn)位置、熔池形狀以及工藝參數(shù)的影響。預(yù)精焊生產(chǎn)工藝較一步法而言,工藝參數(shù)相對廣泛,同時(shí)可有效避免焊縫因成形應(yīng)力而變形,以此優(yōu)化焊縫成形。同時(shí)應(yīng)用預(yù)精焊生產(chǎn)工藝,成功消除了內(nèi)焊"馬鞍型"焊縫,得到了飽滿且過渡平緩的內(nèi)焊焊縫,各項(xiàng)力學(xué)性能均達(dá)標(biāo)。
焊縫金屬中Mn含量對螺旋埋弧焊管焊縫性能的影響 焊縫金屬中Mn含量對螺旋埋弧焊管焊縫性能的影響
格式:pdf
大小:876KB
頁數(shù):5P
4.5
為了研究焊絲中的mn含量對螺旋焊管焊縫金屬的微觀組織、力學(xué)性能和熱裂紋敏感性的影響,選取了3種w(mn)分別為0.88%,1.05%和1.54%的焊絲,在x70螺旋焊管的生產(chǎn)和試驗(yàn)條件下進(jìn)行焊接,獲得的焊縫金屬中w(mn)分別為1.26%,1.44%和1.67%。通過光學(xué)顯微鏡及掃描電鏡的金相學(xué)檢查分析顯示:提高焊縫金屬的mn含量,能降低各相(針狀鐵素體(af)、先共析鐵素體(pf)和側(cè)板條鐵素體(fsp))的晶粒尺寸。而且隨著針狀鐵素體不斷增加,先共析鐵素體(主要是晶界鐵素體)和側(cè)板條鐵素體的體積分?jǐn)?shù)會(huì)降低。同時(shí)力學(xué)性能試驗(yàn)結(jié)果顯示:mn含量越高,焊縫金屬的強(qiáng)度和硬度就越高。沖擊韌性和延伸率,觀測發(fā)現(xiàn)有一個(gè)最佳值。mn含量最大的焊縫金屬具有較低的韌性,這歸因于淬透性的增加及馬奧島(m/a)及晶界碳化物在針狀鐵素體位置的形成。對長度超過1000m的螺旋焊管焊縫金屬的分析顯示:當(dāng)焊縫金屬中w(mn)增加到1.4%時(shí),熱裂紋形成的可能性從0.005%減少到0.001%。
螺旋埋弧焊管相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:房建一級(jí)建筑師
擅長專業(yè):土建 安裝 裝飾 市政 園林


