

6063鋁合金棒生產流程
格式:pdf
大小:12KB
頁數:4P
人氣 :82
 4.7
4.7
6063 鋁合金棒生產流程 (中國長城鋁業公司研究設計院 河南 鄭州 450041) 一. Al-Mg-Si 系合金的基本特點: 6063 鋁合金的化學成份在 GB/T5237-93 標準中為 0.2-0.6%的硅、 0.45-0.9%的鎂、鐵 的最高限量為 0. 35%,其余雜質元素 (Cu、Mn、Zr、Cr等 )均小于 0.1%。這個成份范圍很 寬,它還有很大選擇余地。 6063 鋁合金是屬鋁 -鎂 -硅系列可熱處理強化型鋁合金, 在 AL-Mg-Si組成的三元系中, 沒有三 元化合物, 只有兩個二元化合物 Mg2Si和 Mg2Al3,以α (Al)-Mg2Si偽二元截面為分界, 構成 兩個三元系, α (Al)-Mg2Si-(Si)和α (Al)-Mg2Si-Mg2Al3,如圖一、田二所示: 在 Al-Mg-Si 系合金中,主要強化相是 Mg2Si,合金在淬火時,固溶于基體中的 M



鋁合金欄桿生產流程
格式:pdf
大小:8KB
頁數:1P
鋁合金欄桿生產流程 很多業主想在自己的別墅加上鋁合金欄桿,但是在鋁合金欄桿公司遇 到了很多不明白的事情,需要精確到多少沒,需要客戶提供圖紙,很 多瑣事讓客戶煩心,為什么這么麻煩呢,現在我就將鋁合金欄桿的流 程告訴給伙伴們 1工廠定制鋁合金欄桿的加工必須根據設計圖紙及有關的工藝流程 嚴格操作,鋁合金欄桿的設計圖紙應該對建筑進行實地考察,并且對 已經完成的建筑進行復測 2下料根據鋁合金欄桿圖紙規定的長度和數量進行下料,然后按各 種規格長度編號,完成后方可以進行下工序 3基材劃線根據圖紙要求在加裝中橫前,在中橫加裝無知劃線,劃 線時應考慮基材的壁厚位置及方向 4加工鉆孔鋁合金欄桿在拼裝及安裝配件前需要加工安裝孔,具體 的鉆孔方式有鉆沖等 4配件安裝嚴格按照規格,型號安裝配件 5壓線的安裝欄桿分隔的寬度方向壓線長度以內口尺寸為標準,縱 向壓線長度以上下方壓線
鋁及鋁合金棒每米重量表 (2)
格式:pdf
大小:28KB
頁數:1P
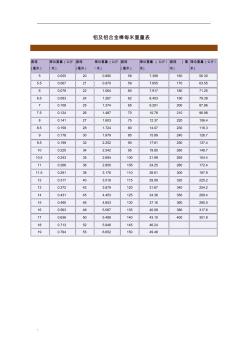
. '. 鋁及鋁合金棒每米重量表 直徑 (毫米) 理論重量(公斤 /米) 直徑 (毫米) 理論重量(公斤 /米) 直徑 (毫米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 50.055200.880587.39816056.30 5.50.067210.970597.65517063.55 60.079221.064607.91718071.25 6.50.093241.267628.45319079.39 70.108251.374659.29120087.96 7.50.124261.4877010.7821096.98 80.141271.6037512.37220106.4 8.50.159
編輯推薦下載

鋁及鋁合金棒每米重量表 (4)
格式:pdf
大小:28KB
頁數:1P
4.6
鋁及鋁合金棒每米重量表 直徑(毫 米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 52058160 2159170 62260180 2462190 72565200 2670210 82775220 2880230 93085240 3290250 103495260 35100265 1136105280 38110300 1240115320 1342120340 1445125350 1546130360 1648135380 1750140400 1852145 1955150

鋁及鋁合金棒每米重量表 (3)
格式:pdf
大小:34KB
頁數:1P
4.6
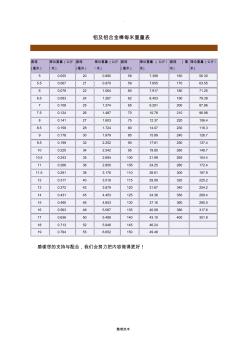
精心整理 頁腳內容 鋁及鋁合金棒每米重量表 直徑?(毫 米) 理論重量(公斤 /米) 直徑?(毫 米) 理論重量(公斤 /米) 直徑?(毫 米) 理論重量(公斤/ 米) 直徑?(毫 米) 理論重量(公斤/ 米) 50.055200.880587.39816056.30 5.50.067210.970597.65517063.55 60.079221.064607.91718071.25 6.50.093241.267628.45319079.39 70.108251.374659.29120087.96 7.50.124261.4877010.7821096.98 80.141271.6037512.37220106.4 8.50.1
鋁合金棒生產流程熱門文檔
鋁及鋁合金棒每米重量表
格式:pdf
大小:28KB
頁數:1P
4.5
. 整理范本 鋁及鋁合金棒每米重量表 直徑 (毫米) 理論重量(公斤 /米) 直徑 (毫米) 理論重量(公斤 /米) 直徑 (毫米) 理論重量(公斤/ 米) 直徑(毫 米) 理論重量(公斤/ 米) 50.055200.880587.39816056.30 5.50.067210.970597.65517063.55 60.079221.064607.91718071.25 6.50.093241.267628.45319079.39 70.108251.374659.29120087.96 7.50.124261.4877010.7821096.98 80.141271.6037512.37220106.4 8.50.159
7系鋁合金棒性能及用途介紹(Al-Mg-Si-Cu合金)
格式:pdf
大小:28KB
頁數:2P
4.5
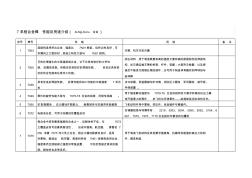
7系鋁合金棒性能及用途介紹(al-mg-si-cu合金) 序號牌號性能用途備注 17003 溶接構造用擠出合金,強度比7n01略低,但擠出性良好,可 作薄肉之大型形材,其他之特性大致與7n01相同。 車輛、機車車輪外圈 27005 可熱處理強化的中高強度鋁合金,它不僅具有較好的力學性 能、抗腐蝕性能、熱穩定性和較好的焊接性能,而且還具有較 好的擠壓性能和在線淬火性能。 擠壓材料,用于制造既要有高的強度又要有高的斷裂韌性的焊接結 構,如交通運輸車輛的桁架、桿件、容器;大型熱交換器,以及焊 接后不能進行固熔處理的部件;還可用于制造體育器材如網球拍與 壘球棒 37039 具有優良的焊接性能、抗彈性能和加工性能的中高強度7系合 金 冷凍容器、低溫器械與貯存箱,消防壓力器材,軍用器材、裝甲板、 導彈裝置。 47049零件的疲勞性能大致與7075-t

鋁錠的生產流程
格式:pdf
大小:263KB
頁數:2P
4.7
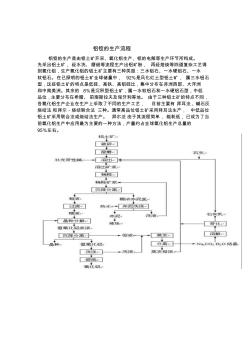
鋁錠的生產流程 鋁錠的生產是由鋁土礦開采、氧化鋁生產、鋁的電解等生產環節所構成。 先采出鋁土礦,經水洗、磨細等流程生產出鋁礦粉,再經焙燒等四道復雜工藝得 到氧化鋁,生產氧化鋁的鋁土礦主要有三種類型:三水鋁石、一水硬鋁石、一水 軟鋁石。在已探明的鋁土礦全球儲量中,92%是風化紅土型鋁土礦,屬三水鋁石 型,這些鋁土礦的特點是低硅、高鐵、高鋁硅比,集中分布在非洲西部、大洋洲 和中南美洲。其余的8%是沉積型鋁土礦,屬一水軟鋁石和一水硬鋁石型,中低 品位,主要分布在希臘、前南斯拉夫及匈牙利等地。由于三種鋁土礦的特點不同, 各氧化鋁生產企業在生產上采取了不同的生產工藝,目前主要有拜耳法、堿石灰 燒結法和拜爾-燒結聯合法三種。通常高品位鋁土礦采用拜耳法生產,中低品位 鋁土礦采用聯合法或燒結法生產。拜爾法由于其流程簡單,能耗低,已成為了當 前氧化鋁生產中應用最為主要的一種方法,產量
鋁合金棒生產流程精華文檔
生產流程卡
格式:pdf
大小:239KB
頁數:10P
4.6
文件編號qr9.1-00-01ano. 修改狀態頁數共頁 文件編寫編寫日期年月日 文件審核審核日期年月日 文件批準批準日期年月日 深圳市兆日實業有限公司 sinosuntechnologyco.,ltd. 生產流程卡 序號編號產品型號起址頁碼 1qr9.1-00-01-01aci-820b1 2qr9.1-00-01-02ade-920a/b2 3qr9.1-00-01-03acd-300a/b3 4qr9.1-00-01-04acm-4104 5qr9.1-00-01-05acb-2105 6qr9.1-00-01-06ack-1106 7qr9.1-00-01-07act-3007 生產流程卡 qr9.1-00-01-01a產品
服裝生產流程
格式:pdf
大小:117KB
頁數:2P
4.8
服裝生產流程 步驟: 設計--紙樣--出樣--下訂單--生產--進倉--銷售 1、服裝設計 一般來說,大部分大、中型服裝廠都有自己的設計師設計服裝款式系列。服裝企業的服 裝設計大致分為兩類:一類是成衣設計,根據大多數人的號型比例,制定一套有規律性 的尺碼,進行大規模生產。設計時,不僅要選擇面料、輔料,還要了解服裝廠的設備和 工人的技術;第二類是時裝設計,根據市場流行趨勢和時裝潮流設計各款服裝。 2.紙樣 當服裝的設計樣品為客戶確認后,下一步就是按照客戶的要求繪制不同尺碼的紙樣。 服裝紙樣是指服裝紙樣師傅跟進設計師設計的款式和尺寸要求,通過專業的計算,把組 成服裝的裁片在先劃在紙上,叫做紙樣,也算是立體服裝的平面表達,非常便於服裝工 業生產中的修改,剪裁與生產。 3.出樣 根據紙樣,做出樣品衣。 4.下訂單 樣衣經確認后,開始下單,投入生產。 5.生產 生產準備-生產前的準

鋁合金門窗生產流程
格式:pdf
大小:208KB
頁數:26P
4.7
鋁門窗生產工藝流程圖 標“*”為關鍵工序 框、扇料角碼切割*框料切割 框料工藝孔槽銑削 扇料執手孔槽沖銑 加工 扇料沖槽口中梃端面銑削 組裝 斷熱鋁門窗質檢合格 斷熱鋁門窗交檢 斷熱鋁門窗組裝 框五金件裝配 *框料擠角 扇五金件裝配 *扇料擠角 框料連接孔銑削 框料組角 *扇料切割 扇料組角 下料 (一)、下料(關鍵工序) a、工序流程: *為關鍵工序 b、操作方法 1、領料后仔細確認下料加工單和優化單材料與實物一致。 2、確認下料方式(900或450或異型) 3、確認型材放置方向是否正確。 4、根據不同的型材選擇不同的工裝卡具。 5、根據不同的型材調整鋸片的進給速度和冷卻劑的噴射量。 6、450下料時應仔細測量料高,如果安裝模具要經鋸床水平臺面與料的最高點做料高,不許單獨測 量原材料的料高(測料高采用游標卡尺,至少3點,以平均值為準)。 領料 確認 角碼切割*框料切割*扇料切割
鋁合金粉末噴涂型材生產流程
格式:pdf
大小:10.8MB
頁數:16P
4.3
粉末噴涂鋁合金型材 加工過程簡介 編制單位: 編制人: 編制日期: 1、型材加工主要流程 注:該流程中,影響生產數量的主要因素是擠壓設備;影響型材質量的是熔鑄環 節,電腦控制合金元素摻量的話質量會更好;影響型材尺寸的主要因素是模具, 強度高的模具成型質量好; 2、熔煉 注:根據需要生產的具體合金牌號,計算出各種合金成分的添加量,合理搭配各 種原材料。將配好的原材料按工藝要求加入熔煉爐內熔化;主要原材料al99.70 以上鋁錠(gb/t1196)加入鋁硅合金錠、鎂錠加熱熔煉、熔煉溫度為730℃~750℃、 進行攪拌、精煉、打渣等工序。 3、鑄造 注:熔煉好的鋁液在一定的鑄造工藝條件下,通過鑄造系統,冷卻鑄造成各種規 格的圓鑄棒;鋁棒的直徑根據需要的型材斷面制作。如果鋁柱生產線低的話,而 需要的產量又大,廠家往往采用外購方式購買鋁柱。 4、鋁棒人工時效 注:指合金工件
鋁合金棒生產流程最新文檔
PVC的生產流程
格式:pdf
大小:44KB
頁數:7P
4.4
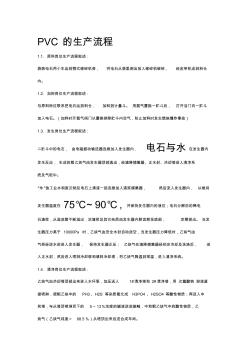
pvc的生產流程 1.1.原料崗位生產流程敘述: 袋裝電石用小車運到鄂式破碎機旁,將電石從袋里倒出放入破碎機破碎,經皮帶機送到料倉 內。 1.2.加料崗位生產流程敘述: 與原料崗位聯系把電石運到料倉,加料到計量斗。用氮氣置換一貯斗后,打開活門向一貯斗 加入電石。(加料時開氮氣閥門以置換排除貯斗內空氣,防止加料時發生燃燒爆炸事故) 1.3.發生崗位生產流程敘述: 二貯斗中的電石,由電磁振動輸送器連續加入發生器內,電石與水在發生器內 發生反應,生成的粗乙炔氣由發生器頂部逸出,經渣降捕集器、正水封、冷卻塔進入清凈系 統及氣柜中。 “水”由工業水和廢次鈉及電石上清液一起連續加入渣漿捕集器,然后流入發生器內,以維持 發生器溫度在75℃~90℃,并保持發生器內的液位;電石分解后的稀電 石渣漿,從溢流管不斷溢出,濃渣漿及其它雜質由發生器內耙齒耙至底部,定期排出。當發
鋼構件生產流程
格式:pdf
大小:42KB
頁數:1P
4.7
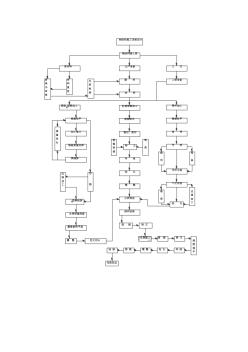
切 割 質 保 書 審 核 外 觀 檢 查 包裝發運 涂裝除銹精整鉆孔號線 矯正焊接 端 面 刨 平 邊 緣 加 工 焊 縫 熱 處 邊 緣 加 工 卷 曲 剪 切 彎 曲 彎 曲 型 鋼 拼 接 定尺切頭精整 翼緣板矯平型 主角焊縫焊接 型鋼組裝 焊縫探 鋼板拼接對焊 加工坡口 鋼板校平 焊接型鋼加工 材 料 復 檢 原材料 鉆孔 二次號線 號件平直 號料 放樣 鋼板校平 零件加工 工裝準備 工藝 總裝配 矯正焊接 部件組裝 分類堆放 精整 鉆孔 號線 矯正 鋸切、剪切 型鋼矯正 軋制型鋼加工 進料 配料 生產準備 鋼結構施工圖 鋼結構施工詳圖設計
鋼構生產流程
格式:pdf
大小:29KB
頁數:5P
4.5
(1)放樣:包括核對圖紙的安裝尺寸和孔距,以1:1大樣放出節點,核對各部分的尺寸, 制作樣板和樣桿作為下料、彎制、銑、刨、制孔等加工的依據。(2)號料:包括檢 查核對材料,在料上劃出切割、銑、刨、制孔等加工位置,打沖孔,標出零件編號 等。號料應注意以下問題:1)根據配料表和樣板進行套裁,盡可能節約材料。2) 應有利于切割和保證零件質量。3)當工藝有規定時,應按規定取料。(3)切割下 料:包括氧割(氣割)、等離子切割等高溫熱源的方法和使用機切、沖模落料和鋸切 等機械的方法。(4)平直矯正:包括型鋼矯正機的機械矯正和火焰矯正等。(5)邊 緣及端部加工:方法有鏟邊、刨邊、銑邊、碳弧氣刨、半自動和自動氣割機、坡口 機加工等。(6)滾圓:可選用對稱三軸滾圓機、不對稱三軸滾圓機和四軸滾圓機等 機械進行加工。(7)煨彎:根據不同規格材料可選用型鋼滾圓機
硅鋼生產流程
格式:pdf
大小:3.7MB
頁數:7P
4.6
鞍鋼冷軋硅鋼廠簡介 發布時間:2010-03-12關鍵詞:鞍鋼,冷軋,硅鋼,廠簡,介 鞍鋼冷軋硅鋼工程是經國家批準的鞍鋼“十五”規劃的重點技改項目,該工程于2003年6月 18日正式開工,2004年7月19日第一條連退機組熱負荷試車并生產出第一卷合格冷硅鋼卷。 2005年3月30日4條硅鋼連退生產線、1條酸軋聯合機組已全部建成。該工程的建成添補 了鞍鋼此類生產的空白,為鞍鋼“建精品基地,創世界品牌”奠定了總要基礎。 鞍鋼冷軋硅鋼廠正式成立于2004年7月,該廠主要設備有1條酸洗軋機組聯合機組,4條 電工鋼連續退火涂層機組,4條切邊重卷機組,2條包裝機組等,廠房占地面積173240m3, 設計年生產量為100萬噸,其中80萬噸為中、底牌號無取向硅鋼,20萬噸冷硬卷。 酸軋聯合機組可生產0.18-2mm后、7
 華澤鋁電成功試生產直徑90mm鋁合金棒
華澤鋁電成功試生產直徑90mm鋁合金棒 華澤鋁電成功試生產直徑90mm鋁合金棒
格式:pdf
大小:86KB
頁數:未知
4.4
近日,山西華澤鋁電有限公司成功試生產了直徑為90mm的小規格鋁合金棒新產品。新產品的外觀質量、內部成分均達到廠家要求。截至目前,該廠可生產直徑90~446mm10種不同規格的合金棒產品,在同類型企業中保持領先。該公司人員在市場調研中發現,直徑90mm的合金棒在市場上比較受歡迎,于是,公司在完成直徑為446mm的大規格合金棒生產任務后。
華澤鋁電成功試生產直徑90mm鋁合金棒 華澤鋁電成功試生產直徑90mm鋁合金棒
格式:pdf
大小:86KB
頁數:未知
4.5
近日,山西華澤鋁電有限公司成功試生產了直徑為90mm的小規格鋁合金棒新產品。新產品的外觀質量、內部成分均達到廠家要求。截至目前,該廠可生產直徑90~446mm10種不同規格的合金棒產品,在同類型企業中保持領先。該公司人員在市場調研中發現,直徑90mm的合金棒在市場上比較受歡迎,于是,公司在完成直徑為446mm的大規格合金棒生產任務后。
甘肅廣銀鋁業鋁合金棒加工項目投產 甘肅廣銀鋁業鋁合金棒加工項目投產
格式:pdf
大小:59KB
頁數:未知
4.7
10月8日,甘肅廣銀鋁業一期45萬噸鋁合金棒加工項目在嘉峪關市順利投產,預計將實現銷售收入近70億元,年利稅總額近2億元。
服裝生產流程參考
格式:pdf
大小:80KB
頁數:14P
4.6
thisconferenceisbymunicipalstandingcommitteeresearchdecidedheldof,maintaskisin-depthlearningimplementxigeneralsecretaryon"twolearnado"learningeducationofimportantindicatesspiritandprovincialsecretaryxxximportantspeechspirit,accordingtocentraldeploymentandprovincialrequirements,onicity"twolearnado"learningeducationworkfor
鋁合金棒生產流程相關
文輯推薦
知識推薦
百科推薦


職位:水利水電工程師助理
擅長專業:土建 安裝 裝飾 市政 園林


