




 4Cr9Si2閥門鋼絲冷拔過程中脆斷的失效分析
4Cr9Si2閥門鋼絲冷拔過程中脆斷的失效分析 4Cr9Si2閥門鋼絲冷拔過程中脆斷的失效分析
格式:pdf
大小:348KB
頁數:2P
用掃描電鏡/能譜分析、x射線萃取相分析和thermo-calc熱力學相計算等方法,分析了4cr9si2閥門鋼絲在冷拔過程中發生脆斷的原因。結果表明,鋼絲脆斷是由于中間退火溫度選擇不合理,使(cr,fe)7c3相大量析出造成的
4Cr9Si2鋼進排氣閥的熱處理 4Cr9Si2鋼進排氣閥的熱處理
格式:pdf
大小:389KB
頁數:3P
4cr9si2鋼是馬氏體耐熱鋼,供制造工作溫度低于700℃的柴油機進排氣閥。根據不同產品的技術要求,應采用不同的熱處理工藝。我們對4cr9si2鋼的熱處理規范進行了試驗,改革了工藝,曾采用過常規淬火、亞溫淬火和臨界點淬火,現將這些工藝及其對機械性能,特別是對沖擊韌性的影響介紹如下。1.鋼的技術資料4cr9si2鋼的化學成分、熱處理工藝和機械性能列于表1和表2,鋼的臨界點列于表3。
編輯推薦下載
4Cr9Si2鋼排氣閥桿端面高頻淬火工藝的改進 4Cr9Si2鋼排氣閥桿端面高頻淬火工藝的改進
格式:pdf
大小:307KB
頁數:2P
 4.3
4.3
圖1所示為s195柴油機排氣閥,材料為耐熱鋼,圖樣要求進行整體調質處理后桿端面局部高頻淬火,硬度>50hrc,淬硬層深度>2mm。原工藝淬火加熱后按常規進行柴油冷卻。由于工件表面有殘油,因而,在回火時產生大量煙氣,嚴重污染環境,影響職工的身體健康。若增加一道清洗工序,不但消耗能源,而且增加成本,還要多占用車間面積。若選
閥門鋼
格式:pdf
大小:5KB
頁數:1P
4.8
閥門鋼 閥門鋼是耐熱鋼的一個重要分支,是制造內燃機進、排氣閥門的專 用特殊材料。這種材料常處于450~900℃的高溫和3000~7000kpa的爆 發壓力的工作條件下,并長期承受汽油、柴油等燃氣的高溫腐蝕與沖刷 及閥門本身與閥座的摩擦。因此,閥門材料必須具備在最高工作溫度 下有足夠的熱強性、抗高溫腐蝕性、抗氧化性、耐磨性和抗沖擊性。 汽車和內燃機工業的發展,推動了閥門鋼的開發,最早的閥門鋼是 20世紀20年代的0.4c-12cr鋼。1930年開始使用8.5cr-3si鋼。1942年 英國列人標準中的牌號為en52。稍后法國提出了10cr-2si-1mo鋼。這樣 就形成了以cr-si為主的馬氏體型閥門鋼。這種鋼在650℃以下有良好 的熱強性和抗氧化性,且較經濟,至今各國還廣泛用于低負荷的排氣閥 門和中負荷的進氣閥門。我國標準中的牌號為4cr9si2、4c
冷拔4Cr9Si2閥門鋼絲熱門文檔
閥門鋼材
格式:pdf
大小:7KB
頁數:5P
4.7
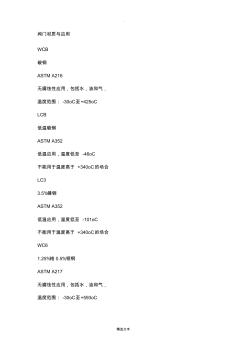
. 精選文本 閥門材質與應用 wcb 碳鋼 astma216 無腐蝕性應用,包括水,油和氣, 溫度范圍:-30oc至+425oc lcb 低溫碳鋼 astma352 低溫應用,溫度低至-46oc 不能用于溫度高于+340oc的場合 lc3 3.5%鎳鋼 astma352 低溫應用,溫度低至-101oc 不能用于溫度高于+340oc的場合 wc6 1.25%鉻0.5%鉬鋼 astma217 無腐蝕性應用,包括水,油和氣, 溫度范圍:-30oc至+593oc . 精選文本 wc9 2.25鉻 astma217 無腐蝕性應用,包括水,油等級wc9和氣, 溫度范圍:-30oc至+593oc c5 5%鉻0.5%鉬 astma217 輕度腐蝕性或侵蝕性應用及無腐蝕性應用, 溫度范圍:-30oc至+649oc c12 9%鉻
軌枕鋼絲用鋼45Si2Cr熱軋盤條的研制 軌枕鋼絲用鋼45Si2Cr熱軋盤條的研制
格式:pdf
大小:324KB
頁數:2P
4.5
介紹了邢鋼軌枕鋼絲用鋼45si2cr熱軋盤條的研制情況,其成品的化學成分、力學性能、脫碳層深度等技術指標達到了用戶要求。
熱處理工藝對8Cr20Si2Ni閥門鋼碳化物的影響 熱處理工藝對8Cr20Si2Ni閥門鋼碳化物的影響
格式:pdf
大小:112KB
頁數:3P
4.3
試驗鋼在1050℃加熱及冷卻后,主要碳化物相是m23c6、m7c3和少量的sic,m23c6和m7c3中含有一定的硫。在870℃加熱時,大塊m23c6一般不會聚集長大,粒狀m23c6的數量隨著保溫時間的增加而增多,冷卻時在塊狀m23c6之間還析出相當數量的精細顆粒和薄片m7c3,冷卻速度愈慢,精細顆粒愈大和薄片愈多。這些遍布在斷口面上的精細顆粒、薄片以及大尺寸塊狀碳化物使試驗鋼遭到嚴重弱化。利用熱處理手段來改善碳化物的析出特征,大幅度降低其脆化效果還較為困難。推薦這種鋼在冷拉前后的軟化工藝可采取870℃×6h,水冷
馬氏體閥門鋼脆斷理論在冷拔生產過程中的應用 馬氏體閥門鋼脆斷理論在冷拔生產過程中的應用
格式:pdf
大小:510KB
頁數:3P
4.4
馬氏體閥門鋼是攀長鋼主要盈利品種,該文突破了“殘余元素”說的限制,利用馬氏體閥門鋼脆斷理論,通過改進坯料質量,潤滑方式,制定適宜的熱處理工藝等措施,有效解決了閥門鋼冷拔生產過程中的脆斷現象,提高了成材率。
1Cr18Ni9不銹彈簧鋼絲冷拔組織分析 1Cr18Ni9不銹彈簧鋼絲冷拔組織分析
格式:pdf
大小:1.2MB
頁數:6P
4.4
1cr18ni9不銹彈簧鋼絲拉拔過程中的強化形式主要是形變強化,強化效果由3種因素造成:奧氏體加工硬化、形變誘發馬氏體強化和馬氏體加工硬化,其中形變誘發馬氏體強化是主要因素。經過總壓縮率為43.7%拉拔后,在白亮的奧氏體基體上有黑色的呈板條分布的馬氏體;經過總壓縮率為75%拉拔后,奧氏體進一步轉化為馬氏體,板條狀的馬氏體大部分發生扭曲變形;經過超過90%總壓縮率拉拔后,橫截面上晶界遭到破壞,晶粒更加細小,形變馬氏體數量明顯增加,縱截面上細小的馬氏體纖維中間出現白亮的奧氏體細小纖維組織。x射線衍射分析表明:經過不同總壓縮率拉拔的鋼絲衍射圖譜中出現了明顯的馬氏體衍射峰ε和α′,隨著總壓縮率的增大,奧氏體衍射峰強度逐漸降低,馬氏體衍射峰強度則逐漸增加。當總壓縮率為96%時,馬氏體組織的體積分數達到97.63%。
冷拔4Cr9Si2閥門鋼絲精華文檔
 冷拔60Si2MnA鋼絲的高強脈沖電流處理(英文)
冷拔60Si2MnA鋼絲的高強脈沖電流處理(英文) 冷拔60Si2MnA鋼絲的高強脈沖電流處理(英文)
格式:pdf
大小:125KB
頁數:4P
4.3
由于加工硬化效應的影響,金屬材料在發生塑性變形后其強度會增加。因此,冷拔鋼絲的強度遠高于拉拔前鋼絲的強度,同時塑性變形能力遠低于拉拔變形前。已發生較大拉拔變形的鋼絲若需要進一步拉拔,常常需要采用高溫退火方法來降低冷拔鋼絲的強度和增加其塑性變形能力。本文將報道一種新的、可用于原位處理冷拔鋼絲的高強脈沖電流處理方法。結果表明,在脈沖電流處理可使一種冷拔彈簧鋼絲的強度顯著降低,且塑性變形能力大幅增加。采用200hz的脈沖電流處理該冷拔彈簧鋼絲1min后,其力學性能與該鋼絲在700℃條件下退火1h后的力學性能相似。研究結果表明,高強脈沖電流處理方法是一種能使已發生加工硬化的金屬材料有效軟化的新方法。
5Cr8Si2鋼制氣門裂紋分析 5Cr8Si2鋼制氣門裂紋分析
格式:pdf
大小:82KB
頁數:3P
4.7
在生產某種氣門時,許多產品產生裂紋。通過多次試驗找出問題出在于熱處理時爐的保護氣氛控制不好。對相關設備以及工藝改進后,該氣門的制造再沒有出現裂紋問題了。
60鋼冷拔鋼絲的球化退火 60鋼冷拔鋼絲的球化退火
格式:pdf
大小:525KB
頁數:4P
4.3
研究了60鋼冷拔鋼絲的球化退火工藝。結果表明,在退火溫度700℃、保溫3~5h情況下,60鋼冷拔鋼絲可獲得良好的球化組織,具有較低的抗拉強度和良好的塑性。
冷拔4Cr9Si2閥門鋼絲最新文檔
閥門 (4)
格式:pdf
大小:3.0MB
頁數:34P
4.7
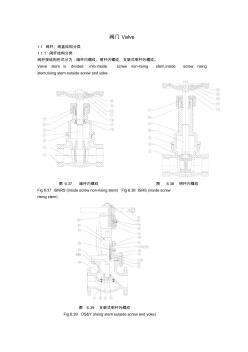
閥門valve 1.1閥桿、閥蓋結構分類 1.1.1閥桿結構分類 閥桿按結構形式分為:暗桿內螺紋、明桿內螺紋、支架式明桿外螺紋。 valvestemisdividedinto:insidescrewnon-risingstem,insidescrewrising stem,risingstemoutsidescrewandyoke. 圖6.37暗桿內螺紋圖6.38明桿內螺紋 fig6.37isnrs(insidescrewnon-risingstem)fig6.38isrs(insidescrew risingstem) 圖6.39支架式明桿外螺紋 fig6.39os&y
 冷拔鋼絲殘余應力的研究綜述
冷拔鋼絲殘余應力的研究綜述 冷拔鋼絲殘余應力的研究綜述
格式:pdf
大小:647KB
頁數:4P
4.3
綜述了近年來對冷拔鋼絲殘余應力的研究狀況,闡述了殘余應力的形成機理及對冷拔鋼絲性能的影響,并重點介紹了衍射法和有限元法在計算冷拔鋼絲殘余應力中的應用.
62A鋼絲冷拔斷裂問題分析 62A鋼絲冷拔斷裂問題分析
格式:pdf
大小:731KB
頁數:4P
4.4
利用掃描電鏡(sem)、能譜分析儀(eds)等手段,對62a鋼絲在拉拔過程中出現的斷裂問題進行了研究。通過對不同類型斷口的分析結果發現,鋼絲斷口形貌主要分為平面狀和杯錐狀2大類,根據不同的斷口形貌其斷裂類型可分為脆性斷裂和韌性斷裂。在拉拔過程中的斷裂主要是由鋼絲內存在較大的夾雜物、元素偏析以及鋼絲表面缺陷等原因造成的。
4Cr9Si2閥門鋼絲冷拔過程中脆為的失效分析 4Cr9Si2閥門鋼絲冷拔過程中脆為的失效分析
格式:pdf
大小:84KB
頁數:未知
4.3
用掃描電鏡/能譜分析,x射線萃取相分析和thermo-calc熱力學相計算等方法,分析了4cr9si2閥門鋼絲在冷拔過程中發生脆斷的原因,結果表明,鋼線脆斷是由于中間退火溫度選擇不合理,使用(cr,fe)7c3相大量析出造成的。
 一種新型閥門用彈簧鋼絲—形變熱處理鋼絲
一種新型閥門用彈簧鋼絲—形變熱處理鋼絲 一種新型閥門用彈簧鋼絲—形變熱處理鋼絲
格式:pdf
大小:173KB
頁數:5P
4.7
作者介紹了形變熱處理65mn及50crva鋼絲的組織與特性。通過對采用該鋼絲制做jl462q發動機氣門彈簧的制簧工藝及疲勞試驗的研究,指出形變熱處理65mn及50crva鋼絲是一種很有發展前途的閥門彈簧材料。
冷拔4Cr9Si2閥門鋼絲相關
文輯推薦
知識推薦
百科推薦


職位:房建工程材料員
擅長專業:土建 安裝 裝飾 市政 園林


