

沖擊鉆頭用硬質(zhì)合金磨損的研究現(xiàn)狀_洪海俠
格式:pdf
大小:656KB
頁數(shù):7P
人氣 :53
 4.7
4.7
2016 年 2月 Feb. 2016 !!!! "! "!!!!" ! " 綜合評述 doi:10.3969/j.issn.1003-7292.2016.02.012 第 33 卷第 1期 Vol.33 No.1 硬 質(zhì) 合 金 CEMENTED CARBIDE 沖擊鉆頭用硬質(zhì)合金磨損的研究現(xiàn)狀 洪海俠 1,2 程秀蘭 1,2 張衛(wèi)兵 1,2 (1. 硬質(zhì)合金國家重點(diǎn)實(shí)驗(yàn)室 ,湖南株洲 412000; 2. 株洲硬質(zhì)合金集團(tuán)有限公司 ,湖南株洲 412000) 摘 要 本文概括了不同巖石硬度的表征測試方法 ,并分析了目前報導(dǎo)的磨損機(jī)理的 不足之處及鑿巖用硬質(zhì)合金在不同工況條件下的磨損機(jī)制 ;比較了不同硬質(zhì)合金磨 損性能檢測及表征方法 ,總結(jié)了不同檢測方法的優(yōu)缺點(diǎn) 。綜合分析認(rèn)為未來的研究重 點(diǎn)在于研究影響沖擊鉆頭用硬質(zhì)合金磨損性能的多種因素 ,建立對應(yīng)的磨損模型指 導(dǎo)實(shí)際應(yīng)用 ;開發(fā)新型



硬質(zhì)合金取心鉆頭
格式:pdf
大小:2.4MB
頁數(shù):4P
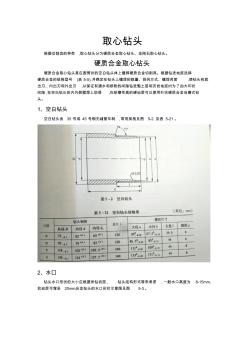
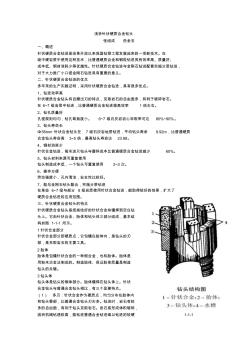
取心鉆頭 根據(jù)切削齒的種類,取心鉆頭分為硬質(zhì)合金取心鉆頭、金剛石取心鉆頭。 硬質(zhì)合金取心鉆頭 硬質(zhì)合金取心鉆頭是在圓筒狀的空白鉆頭體上鑲焊硬質(zhì)合金切削具。根據(jù)鉆進(jìn)地層選擇 硬質(zhì)合金的規(guī)格型號(表5-5),并確定在鉆頭上鑲焊的數(shù)量、排列方式、鑲焊角度,使鉆頭有底 出刃、內(nèi)出刃和外出刃,以保證有通水和排粉的間隙鉆進(jìn)黏土層和頁巖地層時為了加大環(huán)狀 間隙,在空白鉆頭的內(nèi)外側(cè)壁焊上肋骨,在研磨性高的硬地層可以使用針狀硬質(zhì)合金自磨式鉆 頭。 1、空白鉆頭 空白鉆頭由35號或45號鋼無縫管車制,常用規(guī)格見圖5-2及表5-21。 2、水囗 鉆頭水口形狀的大小應(yīng)根據(jù)所鉆巖層、鉆頭結(jié)構(gòu)形式等來考慮,一般水口高度為8-15mm, 軟巖層可增至20mm,合金鉆頭的水口形狀示意圖見圖5-3。 3、硬質(zhì)合金的排列和出刃 硬質(zhì)臺金切削具在鉆頭底唇面的排列形式基本有三種,見圖

編輯推薦下載

沖擊回轉(zhuǎn)鉆進(jìn)條件下硬質(zhì)合金鉆頭柱齒磨損機(jī)理
格式:pdf
大小:3.7MB
頁數(shù):5P
4.4
沖擊回轉(zhuǎn)鉆進(jìn)條件下硬質(zhì)合金鉆頭柱齒磨損機(jī)理
 沖擊回轉(zhuǎn)鉆進(jìn)條件下硬質(zhì)合金鉆頭柱齒磨損機(jī)理
沖擊回轉(zhuǎn)鉆進(jìn)條件下硬質(zhì)合金鉆頭柱齒磨損機(jī)理 沖擊回轉(zhuǎn)鉆進(jìn)條件下硬質(zhì)合金鉆頭柱齒磨損機(jī)理
格式:pdf
大小:284KB
頁數(shù):5P
4.6
減緩鉆頭硬質(zhì)合金柱齒的磨損速度,對提高鉆頭工作效率、延長鉆頭使用壽命、降低鉆進(jìn)成本等具有重要意義。在利用掃描電子顯微鏡(sem)對鉆頭柱齒詳細(xì)觀測的基礎(chǔ)上,提出了風(fēng)動潛孔錘鉆頭硬質(zhì)合金柱齒新的劣化機(jī)理和磨損機(jī)理:劣化機(jī)理包括混合規(guī)模裂隙的形成、wc顆粒規(guī)模裂隙形成和wc顆粒的氧化和腐蝕;磨損機(jī)理包括wc顆粒的破碎和碎片釋放、整體或部分wc顆粒的脫離、碳化物的摩擦化學(xué)磨損等。分析了邊齒因回轉(zhuǎn)線速度大,磨損也增大,wc顆粒的破碎和碎片釋放量增大而磨耗嚴(yán)重的機(jī)理;因wc顆粒的整體脫離使柱齒產(chǎn)生較大面積的磨損,導(dǎo)致鉆進(jìn)效率的大幅度降低;給出了鉆頭柱齒必須及時加以修磨的合理使用方法。
沖擊鉆頭用硬質(zhì)合金磨損現(xiàn)狀熱門文檔
能替代鉆頭/鉸刀的硬質(zhì)合金深孔鉆頭 能替代鉆頭/鉸刀的硬質(zhì)合金深孔鉆頭
格式:pdf
大小:206KB
頁數(shù):1P
4.7
采用經(jīng)優(yōu)化設(shè)計(jì)的整體硬質(zhì)合金鉆頭可完全替換高速鋼鉆頭/鉸刀復(fù)合刀具,一次裝加工出高精度深孔。隨著硬質(zhì)合金刀具材料技術(shù)的不斷發(fā)展,新近由美國guhring公司開發(fā)出一種由先進(jìn)的晶粒組織結(jié)構(gòu)極其致密的亞微米硬質(zhì)合金材料制成、只在一個直徑上分布三個切削刃的整體式硬質(zhì)合金鉆頭。能一次加工出的高精度、低表面粗糙度的深孔。此種整體式硬質(zhì)合金鉆頭耐磨性高、耐紅熱性好,并具有耐熱沖擊韌性好等特點(diǎn)。
如何選擇硬質(zhì)合金鉆頭?
格式:pdf
大小:35KB
頁數(shù):2P
4.6
連怡機(jī)電技術(shù)(上海)有限公司 連怡機(jī)電技術(shù)(上海)有限公司www.***.*** 如何選擇硬質(zhì)合金鉆頭? 選用硬質(zhì)合金鉆頭的考慮因素 1.加工穩(wěn)定性 除了考慮鉆孔精度要求外,選擇鉆頭時還需考慮加工機(jī)床的穩(wěn)定性。機(jī)床穩(wěn)定性對于鉆 頭的安全使用壽命和鉆孔精度至關(guān)重要,因此需要仔細(xì)檢驗(yàn)機(jī)床主軸、夾具及附件的工作 狀態(tài)。 此外,還應(yīng)考慮鉆頭自身的穩(wěn)定性。例如,整體硬質(zhì)合金鉆頭剛性最好,因此可達(dá)到很 高的加工精度。而硬質(zhì)合金可轉(zhuǎn)位刀片鉆頭的結(jié)構(gòu)穩(wěn)定性較差,容易發(fā)生偏斜。這種鉆頭 上安裝了兩片可轉(zhuǎn)位刀片,其中內(nèi)刀片用于加工孔的中心部分,外刀片則加工從內(nèi)刀片至 外徑處的外緣部分。由于在加工初始階段只有內(nèi)刀片進(jìn)入切削,鉆頭處于不穩(wěn)定狀態(tài),極易 引起鉆體偏斜,且鉆頭越長,偏斜量越大。 因此,在使用長度超過4d的硬質(zhì)合金可轉(zhuǎn)位刀片鉆頭進(jìn)行鉆削加工時,在開始鉆進(jìn)階


常用的硬質(zhì)合金鉆頭
格式:pdf
大小:8KB
頁數(shù):1P
4.7
常用的硬質(zhì)合金鉆頭規(guī)格: φ43通水煤鉆頭 φ90高效組合鉆頭 φ78高效組合鉆頭 φ55高效組合鉆頭 φ86高效通水鉆頭 三翼螺旋鉆頭 φ55三翼刮刀鉆頭 高效組合鉆頭四級組合 φ130六方組合鉆頭 φ65三翼鉆頭 φ76高效通水鉆頭 φ110高效組合鉆頭 φ55兩翼內(nèi)絲鉆頭 φ28(通水)煤鉆頭


沖擊鉆頭用硬質(zhì)合金磨損現(xiàn)狀最新文檔
什么是硬質(zhì)合金鉆頭
格式:pdf
大小:18KB
頁數(shù):2P
4.8
什么是硬質(zhì)合金鉆頭 硬質(zhì)合金鉆頭通常情況下被認(rèn)為是一種用于巖心鉆探所的鉆頭。簡單來說,在進(jìn)行巖心鉆探 所的工作的時候,硬質(zhì)合金鉆頭是依靠鉆壓工藝與自身旋轉(zhuǎn)所產(chǎn)生的沖擊載荷破碎巖石的。 在整個鑿巖鉆進(jìn)過程中,鉆頭會經(jīng)常受到高頻率的沖擊載荷,而且受到扭轉(zhuǎn)、彎曲、拉伸、 壓縮等多種復(fù)合應(yīng)力的作用,在高速回轉(zhuǎn)碰撞的環(huán)境下經(jīng)受巖石、巖粉和礦水等工作介質(zhì)的 磨損與腐蝕。 硬質(zhì)合金鉆頭的特點(diǎn)以及用途: 1、能夠適合較為復(fù)雜材質(zhì)的鉆孔,可以選擇較高的切削速度。 2、精選合金鉆頭專用的高性能合金刀片,有效減少崩刀,保持良好的耐磨性。 3、多層幾何切削端刃,提高排泄性能,保持較小的切削阻力。 4、除常用的直角柄外,備有多種柄型,適合多種鉆機(jī),鉆床配用。 常見硬質(zhì)合金鉆頭的分類和牌號: 1、yg3x(k01):硬度≥91.5;在鎢鈷鈦合金中耐磨性最好,但沖擊韌性較差,適于鑄鐵, 有色金屬及其合


淺析針狀硬質(zhì)合金鉆頭
格式:pdf
大小:198KB
頁數(shù):4P
4.7
淺析針狀硬質(zhì)合金鉆頭 張紹成岳金石 一、概述 針狀硬質(zhì)合金鉆進(jìn)是改革開放以來我國鉆探工程發(fā)展起來的一項(xiàng)新技術(shù)。在 級中硬巖層中使用這種技術(shù),比普通硬質(zhì)合金和鋼粒鉆進(jìn)具有效率高、質(zhì)量好、 成本低、鋼材消耗少等優(yōu)越性。針狀硬質(zhì)合金鉆進(jìn)與金剛石鉆進(jìn)配套實(shí)施分層鉆進(jìn), 對于大力推廣小口徑金剛石鉆進(jìn)具有重要的意義。 二、針狀硬質(zhì)合金鉆進(jìn)的優(yōu)點(diǎn) 多年來的生產(chǎn)實(shí)踐證明,采用針狀硬質(zhì)合金鉆進(jìn),具有很多優(yōu)點(diǎn)。 1、鉆進(jìn)效率高 針狀硬質(zhì)合金鉆頭有自磨出刃的特點(diǎn),克取巖石的自由面多,有利于破碎巖石。 在6~7級巖層中鉆進(jìn),比普通硬質(zhì)合金鉆進(jìn)提高效率1倍左右。 2、鉆孔質(zhì)量好 孔徑規(guī)則均勻,鉆孔彎曲度小。6~7級石灰?guī)r巖心采取率可達(dá)80%~90%。 3、鉆頭壽命長 φ56mm針狀合金鉆頭在7級石灰?guī)r地層鉆進(jìn),平均鉆頭壽命9.92m,比普通硬質(zhì) 合金鉆頭壽命高3~5倍,最高鉆頭壽命達(dá)2
 硬質(zhì)合金鉆頭制造工藝的改進(jìn)
硬質(zhì)合金鉆頭制造工藝的改進(jìn) 硬質(zhì)合金鉆頭制造工藝的改進(jìn)
格式:pdf
大小:141KB
頁數(shù):1P
4.4
某鑄造廠購買我廠生產(chǎn)的牌號為yc8的一批a122a型刀片。刀片尺寸如圖所示。該廠用此刀片制成硬質(zhì)合金鉆頭,用于加工鑄鐵管。其工藝是用氧乙炔焰加熱,將刀片釬焊在45鋼刀體的半封閉槽形內(nèi),然后在簡易設(shè)備上磨去如圖所示的陰影部分,制成鉆頭。
兩種新結(jié)構(gòu)硬質(zhì)合金鉆頭 兩種新結(jié)構(gòu)硬質(zhì)合金鉆頭
格式:pdf
大小:190KB
頁數(shù):1P
4.7
市場對高性能鉆削的需要不斷增長,下面介紹兩種最新產(chǎn)品。kennametal公司開發(fā)了頂角為135°的整體硬質(zhì)合金直槽麻花鉆系列產(chǎn)品。g型鉆頭用細(xì)顆粒硬質(zhì)合金制成,使用時可不預(yù)鉆中心孔,其尺寸和形狀有多種,標(biāo)準(zhǔn)直徑范圍為3~16mm,鉆削斜面或難加工表面時的抗偏滑性能好。g-7型鉆頭具有兩條鉸削的切削刃,可免去后續(xù)的鉸削加工。非標(biāo)準(zhǔn)直徑,焊聚晶金剛石刀片
淺析針狀硬質(zhì)合金鉆頭 淺析針狀硬質(zhì)合金鉆頭
格式:pdf
大小:224KB
頁數(shù):1P
4.8
分析了針狀硬質(zhì)合金鉆頭的優(yōu)點(diǎn)、制造、特點(diǎn)、影響鉆頭性能的因素及其技術(shù)參數(shù)。
硬質(zhì)合金可轉(zhuǎn)位鉆頭 硬質(zhì)合金可轉(zhuǎn)位鉆頭
格式:pdf
大小:482KB
頁數(shù):未知
4.3
目前,鉆削加工仍以高速鋼麻花鉆為主要刀具。這種鉆頭的切削速度低,生產(chǎn)效率也不高。國外于70年代中期開發(fā)的硬質(zhì)合金可轉(zhuǎn)位鉆頭,允許采用較高的切削速度和進(jìn)給量,可以大大縮短加工時間,故具有效率高、壽命長和經(jīng)濟(jì)性好等優(yōu)點(diǎn),不但在車床、銑床和加工中心等機(jī)床上得到廣泛采用,而且在組合機(jī)床和自動線上也得到了很好的應(yīng)用,是柔性制造系統(tǒng)中理想的
沖擊鉆頭用硬質(zhì)合金磨損現(xiàn)狀相關(guān)
文輯推薦
知識推薦
百科推薦

職位:橋梁工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


