

玻璃鏡片生產流程圖 (2)
格式:pdf
大小:116KB
頁數:2P
人氣 :71
 4.7
4.7
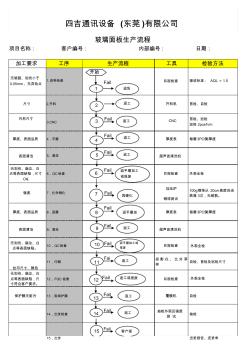
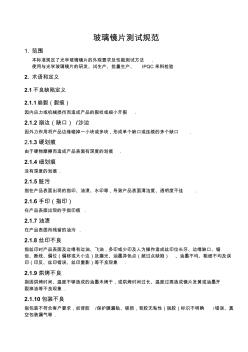
項目名稱: 客戶編號: 內部編號 : 日期: 玻璃面板生產流程 厚度、表面品質 接收標準: AQL=1.51,進料檢查 檢驗方法 首檢、自檢 目視檢查 加工要求 工序 生產流程 工具 厚度表 2,開料 無破裂、劃傷小于 0.05mm、無異色點 加壓爐 開料機尺寸 抽檢 出貨報告、送貨單 抽檢外觀及強度 測 試 覆膜機 14,出貨檢查 15,出貨 外觀全檢 100g鋼球從 20cm高度自由 跌落3次,無破裂。 超聲波清洗機 目視檢查 投影儀、 比對菲 林 首檢、巡檢 巡檢2pcs/h/m 每磨3PCS測厚度 外觀全檢目視檢查 CNC3.CNC 4,平磨 表面清潔 11,印刷 10,QC檢查 無劃傷、崩邊、白 點等表面缺陷。 自檢保護膜無臟污 絲印尺寸、顏色 13,貼保護膜 12,FQC檢查 自檢、首檢及巡檢尺寸 目視檢查 外觀全檢 無劃傷、崩邊、白 點等表面缺陷,尺 寸符合客戶要求。 7,



玻璃鏡片生產流程圖
格式:pdf
大小:117KB
頁數:2P
項目名稱:客戶編號:內部編號:日期: 玻璃面板生產流程 厚度、表面品質 接收標準:aql=1.51,進料檢查 檢驗方法 首檢、自檢 目視檢查 加工要求工序生產流程工具 厚度表 2,開料 無破裂、劃傷小于 0.05mm、無異色點 加壓爐 開料機尺寸 抽檢 出貨報告、送貨單 抽檢外觀及強度 測試 覆膜機 14,出貨檢查 15,出貨 外觀全檢 100g鋼球從20cm高度自由 跌落3次,無破裂。 超聲波清洗機 目視檢查 投影儀、比對菲 林 首檢、巡檢 巡檢2pcs/h/m 每磨3pcs測厚度 外觀全檢目視檢查 cnc3.cnc 4,平磨 表面清潔 11,印刷 10,qc檢查 無劃傷、崩邊、白 點等表面缺陷。 自檢保護膜無臟污 絲印尺寸、顏色 13,貼保護膜 12,fqc檢查 自檢、首檢及巡檢尺寸 目視檢查外觀全檢 無劃傷、崩邊、白 點等表面缺陷,尺 寸符合客戶要求。
生產流程圖
格式:pdf
大小:306KB
頁數:12P
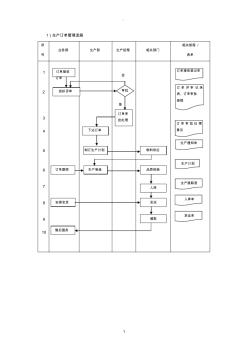
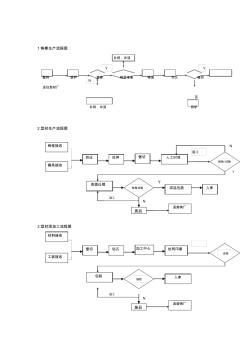
。 。 1 1)生產訂單管理流程 序 號 業務部生產部生產經理相關部門 相關規程/ 表單 訂單接收登記單 訂單評審記錄 表、訂單審批 規程 訂單審批處理 意見 生產計劃 生產跟蹤表 1 2 3 4 5 6 否 是 審批 訂單接收 訂單 下達訂單 生產制造 售后服務 訂單審 批處理 制訂生產計劃 組織評審 安排發貨 生產通知單 物料供應 品質檢驗 7 訂單跟蹤 發運 催款 入庫 入庫單 貨運單 8 9 10 。 。 2 生產訂單管理流程說明 流程節點責任人工作說明 1接收訂單 業務部 接收客戶訂單,并確定客戶需求和訂單的評審形式 2 訂單評審 1.組織各相關部門進行評審,評審合格后再簽訂合同,并下達 生產訂單 2.如評審不合格,則需要與客戶進行溝通,并辦理退單 訂單審批生產經理對訂單進行審批 3訂單審批處理生產經理 1.訂
編輯推薦下載

手機玻璃鏡片生產工藝
格式:pdf
大小:10KB
頁數:2P
4.5
手機玻璃鏡片生產工藝 一、玻璃鏡片性能 玻璃類產品主要為超薄玻璃(0.4-2.0mm厚),先將原片玻璃刷、絲印或 噴上保護層;經過高精密cnc玻璃開料機開片;雕刻外形、內孔及倒角;去膜; 拋光、硬化、超聲清洗、真空鍍膜、絲印等一系列特殊加工工藝制作而成的產 品。它具有美化裝飾和保護的功能。目前產品對象主要為手機玻璃鏡片、高檔 數碼產品視窗、高檔電器開關、高端手表玻璃等小尺寸產品。 1)產品性能 a、極好的表面光潔度; b、極高的表面硬度和超強的抗劃傷能力; c、較好的表面強度; d、精確的尺寸控制; e、具有極好的金屬視覺效果; f、:表面硬度高,莫氏硬達8h,耐劃傷,透光度良好; g、.產生破裂時成碎末狀不會劃傷皮膚; 2)產品結構: 平片、卜面、單橋、雙橋、批花、異形等 3)產品表面處理: 真空鍍膜、絲印、鐳射、幻彩、鍍金剛膜、ar膜、af膜、as膜特殊 工藝為

樹脂鏡片和玻璃鏡片優缺點對比
格式:pdf
大小:13KB
頁數:1P
4.7
樹脂鏡片和玻璃鏡片優缺點對比 普通樹脂材料(最常用) 優點:重量輕,安全性能好,極佳的著色性,可染成各種顏色,可加各種膜 缺點:硬度低,易劃痕 pc宇宙片(神舟七號上門窗使用的材料,歐美市場占有率90%,非常安全) 優點:強抗沖擊性(普通樹脂的10倍),高折射率,輕,100%防紫外線,耐高溫, 可進行系統的表面處理 缺點:加膜好的pc片無缺點。 光學玻璃鏡片(現在使用已很少) 優點:硬度好,不易劃傷,耐熱性好,不易變形,較適合高屈光不正者配戴 缺點:比重大,抗沖擊性差,易碎,安全性差,不適合小孩和喜歡運動人群配戴,“哈 氣”現象也比較嚴重。 天然材料(主要是水晶,使用者罕見) 優點:硬度高、耐高溫、耐磨擦、不易潮濕 缺點:重量大,研磨加工困難,密度不均勻,含雜質,雙折射現象,條紋
玻璃鏡片生產流程圖熱門文檔
手工玻璃鏡片磨邊
格式:pdf
大小:157KB
頁數:4P
4.6
情境一 單元1手工玻璃鏡片磨邊 學習目標:完成本單元的學習后,能夠了解玻璃鏡片的割邊的方法、手動磨邊機的使用, 掌握手工玻璃鏡片磨邊的方法。 知識目標: 1.劃邊、鉗邊的操作方法 2.磨邊的操作方法 3.倒角的操作方法 技能目標: 會熟練使用玻璃刀劃片;會熟練使用鉗子鉗邊;會熟練使用磨邊機磨尖邊及倒安全角。 素質目標: 1.操作過程要規范。 2.愛護工具,輕拿輕放。 3.實驗完畢清理儀器及桌臺上廢物。 4.經常進行設備保養。 知識要求: 一、工具與設備 1、玻璃刀:是專供用來裁制玻璃用的手工用具 2、鉗子:鉗子在眼鏡裝配過程中作用重大,使用范圍很廣且品種繁多。 a)平口鉗子:該鉗的鉗口出上下均為平面。用它鉗邊時,通常在上下鉗口處用 橡皮膏繞住幾圈,以緩沖玻璃與金屬之間的作用力。 b)偏口鉗子:這種鉗子一側有像剪刀一樣的刃口,而另一側是空的。這種鉗子 的刀口可以剪斷鉛
 堅持配玻璃鏡片的顧客
堅持配玻璃鏡片的顧客 堅持配玻璃鏡片的顧客
格式:pdf
大小:31KB
頁數:1P
4.3
今年春節前的一個下午,我正在為顧客裝配眼鏡,一老一少兩位男士走進店來。戴眼鏡的年輕先生直接問我:"有沒有玻璃鏡片?""有的!原來賣剩下的還有點。"我一邊做事一邊回答他,"您為什么要玻璃鏡片呢?都是淘汰產品了,現在樹脂鏡片和pc鏡片比玻璃片好多了,又輕又抗沖擊,而且透光度也非常好。"那位顧客面帶喜色:"那就好,問了很多店里都說沒有玻璃鏡片,想換眼鏡很久了,但沒有找到
玻璃鏡片加工研磨知識
格式:pdf
大小:46KB
頁數:4P
4.7
研磨(hx) 一、研磨的目的及基本原理 1.目的:(1)去除精磨的破壞層達到規定的外觀限度要求 (2)精修面形,達到圓面規定的曲率半徑r值,滿足面本數nr要求及光圈局部的曲率允差 (亞斯)的要求 2.基本原理:通過機械的運動,經過研磨皿,研磨劑與玻璃之間的化學作用,從而達到精度拋光的 目的 二、所需治具的種類及用途 1.研磨皿:用來精磨鏡片 2.夾具:用來盛裝鏡片,進行精磨 3.中繼治具:皿具與機臺之間的椄頭,可調節同軸度及高度 4.合皿:用來修復鉆修皿精度 5.鉆修皿:用來修正研磨皿精度,(鉆修皿是由金鋼石鉆石顆粒料貼付而成的曲率面或是走形 曲率面,其精度一般為正皿+2條,負皿0~-1條,修復研磨皮之用) 一、研磨的主要控制點 1.外觀有無定點、傷痕、砂目、破裂、青蛙皮、腐蝕 2.面精度的亞斯、垂邊

玻璃鏡片檢驗標準(1)
格式:pdf
大小:402KB
頁數:3P
4.7
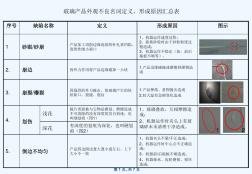
玻璃鏡片檢驗標準 手機玻璃鏡片檢驗通用標準一、 1、目的:規范鏡片質量檢驗標準,使質量檢驗人員有章可循,達到質量控 制之目的。 2、適用范圍:適用本公司iqc、ipqc、fqc、oqc所 有玻璃鏡片、鏡片來料、 制程及出貨。3、定義definition 3.11點狀缺陷circular defects: 寬w寬w 長l 直徑d=1/2 (l+w) 直徑d=1/2 (l+w) 3.12線狀缺陷linear defects: 寬w 間距: distance 長l 3.13透光(針孔)pinhole (translucidus) 長l 寬w 直徑d(diameter) =1/2(l+w)3.14鋸齒 zigzag 寬w 寬w 3.15漏光lightleakage area 長l 4、檢驗范圍
玻璃鏡片生產流程圖精華文檔
玻璃鏡片測試規范
格式:pdf
大小:20KB
頁數:5P
4.3
玻璃鏡片測試規范 1.范圍 本標準規定了光學玻璃鏡片的外觀要求及性能測試方法. 使用與光學玻璃鏡片的研發、試生產、批量生產、ipqc來料檢驗 2.術語和定義 2.1不良缺陷定義 2.1.1崩裂(裂痕) 因內應力或機械損傷而造成產品的裂紋或細小開裂. 2.1.2崩邊(缺口)/沙邊 因外力作用將產品邊緣碰掉一小塊或多塊,形成單個缺口或連續的多個缺口. 2.1.3硬劃痕 由于硬物摩擦而造成產品表面有深度的劃痕. 2.1.4細劃痕 沒有深度的劃痕. 2.1.5臟污 指在產品表面出現的指印、油漬、水印等,導致產品表面清潔度、透明度不佳. 2.1.6手印(指印) 在產品表面出現的手指印痕. 2.1.7油漬 在產品表面所殘留的油污. 2.1.8絲印不良 指絲印時產品表面及邊緣有邊油、飛油,多印或少印及人為操作造成絲印位長牙、邊緣缺口、鋸 齒、斷線、偏位(偏移或大小
玻璃鏡片都到哪里去了? 玻璃鏡片都到哪里去了?
格式:pdf
大小:390KB
頁數:2P
4.7
就在10年前,玻璃片還在市場上廣為流通,現在卻很難找到它的影蹤了,就連廣大農村也不見了玻璃片,短短幾年間,它就像潮水一樣從中國市場上消失了。有人說,玻璃片在中國市場上還有5-10%的份額,對這個說法,中國最主要的玻璃片生產商之一,丹陽臺州商會會長。江蘇亞光光學公司董事長胡昌長說,應該說是基本上快要絕跡了。洪旭光學公司董事長吳吉洪說,我倉庫里還有,品質還很好,誰要?玻璃片反正不像樹脂片會變色,讓它睡吧。
玻璃鏡片生產流程圖最新文檔

 玻璃鏡片防霧液的研究
玻璃鏡片防霧液的研究 玻璃鏡片防霧液的研究
格式:pdf
大小:79KB
頁數:未知
4.5
下雨天坐車的時候,我常常發現車窗玻璃上會結起一層薄薄的白霧,喜歡用手指在車窗玻璃上寫寫畫畫;夏天游泳時我帶著游泳眼鏡,鏡片上也常常會起霧,給我帶來了很多麻煩;我還發現爸爸在吃熱氣騰騰的面條時,會經常把眼鏡拿下來擦拭鏡片。這些都是怎么回事呢?難道玻璃會流汗嗎?
造紙生產流程圖1
格式:pdf
大小:444KB
頁數:4P
4.5
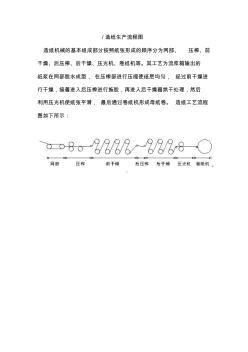
/造紙生產流程圖 造紙機械的基本組成部分按照紙張形成的順序分為網部、壓榨、前 干燥、后壓榨、后干燥、壓光機、卷紙機等。其工藝為流漿箱輸出的 紙漿在網部脫水成型,在壓榨部進行壓縮使紙層均勻,經過前干燥進 行干燥,接著進入后壓榨進行施膠,再進入后干燥器烘干處理,然后 利用壓光機使紙張平滑,最后通過卷紙機形成母紙卷。造紙工藝流程 圖如下所示: 紙張的分類 特別說明:本站內的有關紙張品種的文章僅為本站綜合整理的介紹性內容,并不 表示我們有生產此類紙張!敬請留意,同時,如由此造成您的不便,本站深表歉 意!(2002.1.24) (1)按用途及品質分類:內地分類,臺灣分類。 (2)按造紙的原料分類:有植物纖維紙(草漿紙、竹漿紙、蔗渣漿紙、破布漿紙和木漿紙等)、合成纖維 紙、礦物纖維紙和金屬纖維紙等。 (3)按紙的抄造方式分類:可分為機制紙和手工紙(如宣紙、麻紙、皮紙、棉紙、高麗紙
生產流程圖-手機耳機線
格式:pdf
大小:53KB
頁數:1P
4.4
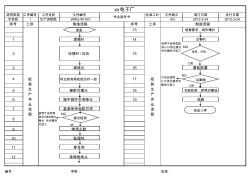
適用類型工序編號工序名稱文件編號標準工時文件版次制訂日期發行日期 手機線1生產流程圖wrq-wi-001ao2012-3-242012-3-24 序號工序序號工序 13根據要求,制作喇叭 1焊插針14點喇叭 2壓插針/壓及15 ok 3燒線頭16套硅膠塞 4將主線和尾線線芯擰一起17 ok 5接膠芯插頭18功能檢測,參照步驟8 6接中部開關和咪頭19包裝 7蓋緊咪殼和膠芯殼 8 ok 9咪殼點膠 10貼尾標 11穿耳殼 12燒尾線線頭 編寫:審核:批準: 按照不良類型 返回5或6崗位 操臺作步驟進 行返工 按照不良類型返 回5-14崗位操臺 作步驟進行返工 xx電子廠 制造流程制造流程 組 裝 生 產 作 業 流 程 組 裝 生 產 作 業 流 程 不良品按照 5-1
鋼結構生產流程圖 (2)
格式:pdf
大小:39KB
頁數:4P
4.6
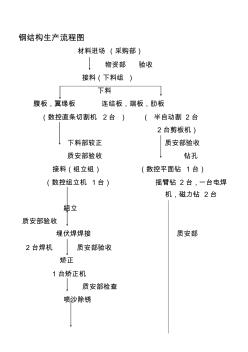
鋼結構生產流程圖 材料進場(采購部) 物資部驗收 接料(下料組) 下料 腹板,翼緣板連結板,端板,肋板 (數控直條切割機2臺)(半自動割2臺 2臺剪板機) 下料部較正質安部驗收 質安部驗收鉆孔 接料(組立組)(數控平面鉆1臺) (數控組立機1臺)搖臂鉆2臺,一臺電焊 機,磁力鉆2臺 組立 質安部驗收 埋伏焊焊接質安部 2臺焊機質安部驗收 矯正 1臺矯正機 質安部檢查 噴沙除銹 總裝 電焊機5臺 質安部重點檢查 焊接 8臺氣保焊機質安部驗收 油漆組2臺三相氣泵 質安部驗收 發貸 生產線各班組人員配置36人 1、下料組5人 2、組立3人 3、埋伏焊2人 4、矯正2人 5、部裝5人 6、焊接6人 7、除銹2人 8、油漆6人 一條生產線常用設備清單 序 號 機械設備名稱型號數量備注 1多頭火焰切割機cng-4000數控2
鋁箔生產流程圖
格式:pdf
大小:94KB
頁數:3P
4.6
1鑄棒生產流程圖: 補料,沖淡 配料裝爐熔煉鑄前準備鑄造均火鋸切 送往型材廠 否 補料,沖淡回爐 2型材生產流程圖 3型材深加工流程圖 n yy 擠壓拉伸鋸切人工時效 表面處理 成品包裝入庫 廢品 返熔鑄廠 y y n n 鑄錠接收 模具接收 返工 返工 檢驗/試驗 檢驗試驗 鋸切鉆孔加工中心絲網印刷 包裝入庫 廢品 返熔鑄廠 n 材料接收 工裝接收 返工 自檢 抽檢 4模具制造流程圖 5鑄軋帶材生產流程圖 配料裝爐熔煉靜置除氣精煉立板取樣檢查正常鑄軋卸卷 送冷軋廠 補料沖淡 6冷軋生產流程圖 返熔鑄廠 生產準備軋制切邊退火軋制 料嘴加工組裝 調整 縱切 橫切 鋁箔毛料 檢驗試驗 檢驗試驗 檢驗試驗 成品包裝 成品包裝 鋁箔廠 處置 n y y 處置 n 檢查 鋸切下料車加工中心粗加工熱處理 入庫 廢品 n 模錠接收
玻璃鏡片生產流程圖相關
文輯推薦
知識推薦
百科推薦


職位:甲級環境影響評價師
擅長專業:土建 安裝 裝飾 市政 園林


