

T9爐管焊接工法匯總
格式:pdf
大小:2.0MB
頁數:14P
人氣 :74
 4.6
4.6
一、前言 T9 材質(A200T9 日本進口)爐管的焊接在我公司還是首次, 由于材質的 特殊,焊接過程中及焊接后易出現裂紋,且熱處理后的硬度值很難達到《石 油化工管式爐碳鋼和鉻鉬鋼爐管焊接技術條件》 SH3085-1997 標準中規定的 HB≤241。焊接質量不易保證。 我們根據該材質的特點, 并結合在實際操作中 收集的資料和積累的經驗,總結了該工法望能對其他工程有所幫助。 二、特點 1制作合理的胎具,控制倒 U 形爐管制作焊接后的形狀尺寸。 2 預熱、層間溫度、緩冷, T9 爐管的溫度變化受環境的影響非常敏感, 焊接時注意加強保護措施。 3 T9材質在焊接過程中起弧及收弧極易出現裂紋,必須及時采取措施。 4 焊后熱處理在經過數次試驗,確定合理的工藝參數終于滿足 SH3085-1999規定的 HB≤241的要求。 5 由于 T9 爐管的特殊結構,爐管倒置在輻射室內,爐管頂部無排空點給 爐管




T9材質爐管焊接工藝-2019年文檔
格式:pdf
大小:12KB
頁數:8P
t9材質爐管焊接工藝 0前言 某10萬噸/年催化重整裝置(搬遷)工程中的f2201(四合 一加熱爐)爐管因需給介質加熱到較高溫度,所以特采用astm a213t9材質。t9材質屬于中合金耐熱鋼,可焊接性較差,易出 現裂紋,近似于國外p9,其公稱成分為9cr-1mo。在該項施工中, 采用氬電聯焊的焊接方法,焊前采取預熱,焊接過程中保持熱輸 入參數,嚴格控制層間溫度,焊后及時熱處理,成功地實現了 t9材質爐管的現場焊接,確保了工程進度和焊接質量。以下簡 要介紹該焊接工藝,僅供交流參考。 1t9材質焊接性分析 施工中爐管材質為astma213t9,其規格為φ73.0×7.01。 其化學成分如下,見表1: 表1t9耐熱鋼化學成分 級別成分其他元素 cmnp≤s≤sicrmotiv≥ t9≤0.150.30~0.600.

Cr20Ni32爐管焊接工法
格式:pdf
大小:37KB
頁數:5P
cr20ni32爐管焊接工法 1 cr20ni32爐管焊接工法 作者筒介:王敬一同志1991年畢業于撫順石油學院焊接專業,現任第三工程公司工程師、焊 接責任工程師。曾赴新加坡參加乙烯裝置施工,并在遼化加氫制氫工程中擔任焊接責任工程師。該 工法為作者的處女作。 一、前言 在石油化工建設施工中,對于制氫裝置及合成氨裝置的轉化爐的高溫管道系統 (一般820c左右)均采用ni-fe-cr系鐵鎳基合金cr20ni32鋼,此鋼種在高溫下具 有良好的力學性能,抗氧化和抗腐蝕性能。由于鐵鎳基管材及所需焊材中加入大量貴 重的ni、cr等合金元素,因此它的造價較高,焊接性較差,需認真組織施工,保證工 程一次成優。 通過三套同類裝置轉化爐爐管的焊接施工,我們總結出此工法。本工法具有如下 特點: 1)由于轉化爐爐管系統溫度高,介質易燃易爆,因此施工必須堅持質量第一的 原則。 2)在保
編輯推薦下載
管式加熱爐P9爐管手工焊焊接工法2011.06.27
格式:pdf
大小:903KB
頁數:10P
4.7
管式加熱爐p9爐管手工焊焊接工法 杜朝陽 1 魯建萍 2 王文杰 3 (作者1、2中國寰球工程公司新疆寰球工程公司作者3中國化學工程第七建設有限公司) 1前言 延遲焦化加熱爐主要原料是高硫低酸減渣油,爐管主要工作在高溫、高壓、易硫化腐蝕環境中,管內 原料油在高溫操作時容易結焦,故采用抗高抗氧化、抗腐蝕能力強的p9(1cr9mo)材質爐管。 根據1cr9mo的化學成分、力學性能的分析和相關規范要求,1cr9mo選用的焊接材料為焊絲er80s-b8 (h1cr9mo)和焊條r707;焊接前對1cr9mo坡口進行100%pt檢測,焊接時管內通氬氣保護;焊前預熱和 焊后熱處理;焊縫在焊完滿24h后再進行100%的x射線檢測,射線檢測合格后才能對焊縫進行熱處理,對 延遲焦化裝置加熱爐爐管1cr9mo實際焊接得到結論,1cr9mo材料本身的淬硬傾向大、有
T9爐管焊接工法匯總熱門文檔
工業鈦管焊接工法
格式:pdf
大小:231KB
頁數:11P
4.7
××××××××有限公司工業鈦管焊接工法 1 工業鈦管焊接工法 完成單位:×××××××有限公司 一、前言 鈦與鈦合金具有密度小、比強度高、良好的塑、韌性和耐腐蝕性能好的優 點。隨著工業的發展,鈦及鈦合金管道已廣泛應用于航空、航天工業、核工業、 海洋工程、石油、化工、輕工、食品加工、冶金、電力、醫藥衛生等行業。 鈦的活潑性大,不僅在溶化狀態下,即使在400℃以上的固相態,也極易 被水分、空氣、油脂及氧化物等污染,吸收氧、氮、氫、碳等,使焊接接頭塑性 和韌性下降,并引起氣孔、裂紋。 二、工法特點 本工法系統總結了鈦管焊接的特點,與不銹鋼焊接相比操作上工藝有明顯的 區別。我公司經過技術攻關,成功掌握了鈦材工藝管道焊接技術,經在工程中的 實際運用,焊接質量完全達到了國家規范和行業規范的要求。 三、適用范圍 該工法可適用手工氬弧焊焊接工業純鈦管道。 四、工藝原理 鈦管道焊接工藝是在大氣
轉爐爐殼CO2藥芯焊材焊接工法
格式:pdf
大小:356KB
頁數:5P
4.6
轉爐爐殼co2藥芯焊材焊接工法 一冶機械設備安裝公司 劉光秋 余良斌 企業工法編號:yygf-06-2005 轉爐爐殼在工廠制造成部件,在現場組裝焊接成整體。經過武鋼三煉鋼、三明煉鋼廠等轉爐現場組裝焊 接實踐證明,科學制定焊接工藝,合理規范施工程序是確保爐殼施工質量和降低工程成本的最佳途徑,為使 轉爐現場組裝焊接施工進一步優化,得到可靠的焊接實體,結合以往的施工經驗,特制定本工法。 1 工藝特點 轉爐爐殼工廠制造通常分為三段,現場組裝焊接兩條焊縫。爐殼材質通常為q345,爐殼厚度為50~ 95mm。由于材質為低合金鋼,爐殼厚度較大,因此焊接時的焊接拘束度也較大,焊接過程中易產生焊接裂 紋。針對焊接裂紋問題,本工法在所制定的焊接工藝上對選用焊接方法、焊接材料、焊前預熱及焊后熱處理 等工序都提出了明確的要求,對防止產生裂紋效果明顯
鍋爐管焊接工藝卡1_secret
格式:pdf
大小:67KB
頁數:1P
4.7
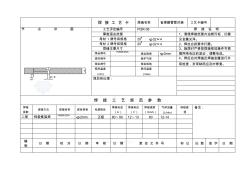
焊接工藝卡焊縫名稱省煤器管管對接工藝卡編號 節點詳圖:工藝評定編號pqr-08焊接說明 厚度適應范圍1、清理焊接范圍內油銹污垢,打磨 母材1牌號和規格20#φ32×4見金屬光澤。 母材2牌號和規格20#φ32×42、焊絲應按要求打磨。 焊縫主要尺寸3、施焊時嚴格按焊接規范操作可根 焊絲牌號 h08mn2sia 焊絲規格φ2mm據網絡電壓的波動,調整電流。 焊劑牌號保護氣體4、焊后應對焊縫及焊縫金屬進行外 焊條牌號焊條規格觀檢查,發現缺陷應及時修復。 預熱溫度 (min) 層間溫度 (max) 焊后熱處理: 焊接工藝規范參數 焊接 層數 焊接方法焊接材料焊材規格電源極性 焊接電流 (a) 焊接電壓 (v) 焊接速度 (mm/s) 氣體流量 (l/mln) 鎢極直 徑 備注: 二層鎢極氬弧焊h08m
P9-P11耐熱鋼爐管焊接
格式:pdf
大小:10KB
頁數:1P
4.6
p9\p11耐熱鋼爐管焊接 摘要:耐熱鋼材質爐管普遍應用在石油化工裝置中,結合上海石化60萬噸 /年芳烴聯合裝置及其配套工程中四合一重整爐的實際施工,從焊接特點、焊接 工藝和質量控制等方面闡述了耐熱鋼爐管p9與p9、p9與p11及p11與p11的 焊接。 關鍵詞:p9、p11耐熱鋼爐管焊接 石油化工裝置加熱爐由于苛刻的操作條件,爐管長期在高溫下運行, 爐管材質一般選用p9、p11、cr5mo等耐熱鋼,以滿足爐管長期安全運行的要求。 以下結合上海石化60萬噸/年芳烴聯合裝置及其配套工程中四合一重整爐的焊接 實踐,簡要闡述耐熱鋼爐管p9與p9、p9與p11及p11與p11的焊接。 1四合一重整爐爐管焊接工程簡述 上海石化60萬噸/年芳烴聯合裝置及其配套工程中四合一重整爐(方箱爐) 爐管材質為p9、p11耐熱鋼。爐管現場焊接工作量見表1: 表1
加熱爐爐管焊接技術措施
格式:pdf
大小:99KB
頁數:12P
4.4
中國化學工程第十四建設公司 山東濱化濱陽燃化有限公司50萬噸每年 高等級道路瀝青項目 加熱爐爐管焊接技術措施 中國化學工程第十四建設公司山東項目部 業主名稱山東濱化濱陽燃化有限公司工程編號單項工程編號文件編號 工程名稱50萬噸/年高等級道路瀝青項目 工程地點濱陽性 質 □大型(重點)、裝置型□中小型 □單項□ⅰ、ⅱ類□ⅲ類工程類別□新建□擴建、改造□檢修 版本日期頁次說明 0報審批 1批準發行 編制 審核 會簽單位姓名日期批注 批準 業主或第三方 目錄 一、概況 1.工程概況 2.高壓管線分布及工程量 二、編制依據 1.施工圖紙及文件 2.執行規范及標準 三、材料驗收及管理 1.管子及配件檢驗 2.材料管理 四、高壓管線施工方案 1.施工組織 2.施工原則 3.施工方案 4.施工關鍵部分 五、高壓管
T9爐管焊接工法匯總精華文檔
 燃油鍋爐管板與爐膽T形接頭的焊接
燃油鍋爐管板與爐膽T形接頭的焊接 燃油鍋爐管板與爐膽T形接頭的焊接
格式:pdf
大小:185KB
頁數:2P
4.5
針對1t/h燃油鍋爐管板與爐膽t形接頭焊接質量問題,設計了復合坡口形式,選擇了氬電聯焊,明確了焊接規范。結果表明,采用正確焊接工藝能有效提高焊接質量,滿足生產需要。

爐管焊接熱處理方案
格式:pdf
大小:443KB
頁數:17P
4.3
中國石油工程建設公司 中國石油寧夏石化公司500萬噸/年煉油改擴建工程 方案審批表編號: 方案名稱加熱爐爐管焊接方案編制單位 中國石油天然氣第七建設 公司寧夏項目部 審 核 意 見 審核意見: 總承包商hse工程師:年月日 審核意見: 總承包商qa/qc工程師::年月日 審核意見: 總承包商專業工程師:年月日 批 準 意 見 審批意見: 總承包商總工程師:年月日 中國石油工程建設公司 中國石油寧夏石化公司500萬噸/年煉油改擴建工程 500萬噸/年煉油改擴建工程 60萬噸/年連續重整裝置 加熱爐爐管 焊接熱處理方案 編制: 審核: 批準: 中國石油天然氣第七建設公司寧夏項目部 2011年02月 中國石油工程
T9爐管焊接工法匯總最新文檔
貫流鍋爐集箱T型接頭焊接工藝探究 貫流鍋爐集箱T型接頭焊接工藝探究
格式:pdf
大小:96KB
頁數:2P
4.4
通過采用不同的焊接方法對貫流鍋爐集箱t型接頭進行焊接工藝試驗,對比分析了各種焊接工藝下的焊接質量、生產效率以及其操作方便性,最終選定了其較適宜的焊接方法。
鍋爐焊接工藝卡
格式:pdf
大小:1.5MB
頁數:74P
4.8
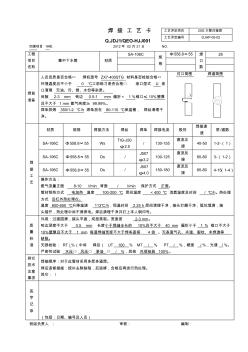
焊接工藝卡 q.jdj1/qeo-hjj001 同煤項目1#機2012年02月21日no. 工程 項目 名稱 集中下水管材質 sa-106c 規 格 φ558.8×55焊 口 數 26 焊前 準備 人員資質是否合格□焊機型號zx7-400stg材料是否檢驗合格□ 環境溫度應不小于0℃工前練習是否合格□坡口型式u坡 口清理無油、污、銹、水份等雜質。 間隙2-3mm鈍邊0.5-1mm偏折<1%錯口≤10%壁厚 且不大于1mm氬氣純度≥99.99%。 焊條烘烤350/1-2℃/h焊條放在80-110℃保溫桶,焊絲清理干 凈。 對口簡圖焊道簡圖 焊 接 工 藝 材質規格焊接方法焊絲焊條焊接電流極性 焊接速 度 層/道數 sa-106cφ558.8×55ws tig-j50 φ2.5 /

nk加熱爐爐管焊接施工方案
格式:pdf
大小:135KB
頁數:15P
4.3
獨山子石化千萬噸煉油及百萬噸乙烯項目 120萬噸/年延遲焦化裝置安裝工程 加熱爐爐管焊接施工方案 編制: 審核: 批準: 中國化學工程第七建設公司 獨山子項目經理部 2006年12月15日 目錄 一、概述 二、編制依據 三、焊接工藝評定 四、焊工 五、焊接方法和焊接材料 六、焊前準備 七、焊接施工 八、焊后檢驗 九、焊接質量控制 十、安全文明施工 審批欄 第1頁共12頁 一、概述 獨石化千萬噸煉油及百萬乙烯項目120噸/年延遲焦化裝置安裝工程中,加 熱爐爐管輻射段管道材質為p9(1cr9mo),規格分為¢127×8mm;對流段管道材 質為1cr5mo,規格為¢127×10mm和¢152×8mm;p9材質的管道大約有 2574m;1cr5mo材質的管道大約有1100m。在工程中加熱爐的高溫輻射段爐管, 遮蔽段爐管材質為p9,加熱爐的進
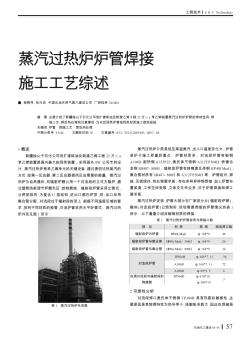
蒸汽過熱爐爐管焊接施工工藝綜述
格式:pdf
大小:167KB
頁數:4P
4.6
主要介紹了新疆獨山子石化公司改擴建煉油及新建乙烯工程32萬t/a苯乙烯裝置蒸汽過熱爐爐管的焊材選用、焊接工藝、焊后熱處理和注意事項,為以后同類爐管或同類材質施工提供經驗。
完整版鍋爐管道焊接工藝2014.06
格式:pdf
大小:866KB
頁數:25P
4.6
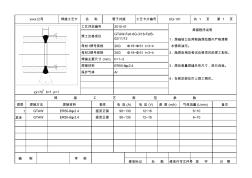
焊層 1 其余 修改許可文件號日期 編制審核 修改標記處數簽字 6~10 gtawer50-6φ2.4直流正接90~13012~166~10 gtawer50-6φ2.4直流正接90~13012~16 焊接工藝規范參數 焊接方法焊接材料極性電流(a)電壓(v)速度(m/h)氣體流量(l/min)備注 α=70 0b=1p=1 保護氣體ar 4:在規定部位打上焊工鋼印。 焊縫主要尺寸(mm)h=1~3 焊接材料er50-6φ2.43:焊后測量焊縫外形尺寸,進行自檢。 母材1牌號規格20gφ18~φ51t=3~4水銹和油污。 母材2牌號規格20g
1CrMo與20鋼爐管的焊接 1CrMo與20鋼爐管的焊接
格式:pdf
大小:111KB
頁數:3P
4.5
煉油化工裝置中管式加熱爐多采用1cr5mo和22鋼材質爐管,由于爐管量大,位置復雜且必須現場焊接,為保證異種鋼的焊接質量,滿足1cr5mo鋼焊接性能要求,改進焊接工藝并進行工藝評定試驗,胡定了合理的焊接工藝參數,完成了2000年1crmo與20鋼爐管接頭的現場焊接,接頭質量合格,保證了工期,取得了較明顯的經濟效益。
控制爐管外徑的鍋爐脹接施工法 控制爐管外徑的鍋爐脹接施工法
格式:pdf
大小:67KB
頁數:未知
4.6
控制爐管外徑的鍋爐脹接施工法孫環常(湖南省工業設備安裝公司株州2412000)中小型低壓散裝鍋爐施工中,脹管是一項重要的施工安裝內容。脹管工作的質量是鍋爐安裝質量的重要方面,也是鍋爐建成后安全、可靠運行的重要因素。脹管率是控制和衡量脹管質量的重要參數...
HK-40爐管與15CrMo法蘭的焊接 HK-40爐管與15CrMo法蘭的焊接
格式:pdf
大小:102KB
頁數:未知
4.6
錦西石化分公司制氫裝置轉化爐檢修中,施工單位進行了hk-40爐管與15crmo法蘭的焊接。結合這次焊接,本文敘述了hk-40鋼和15crmo鋼的焊接特點;介紹了焊材的選擇、焊接方法和檢查方法;通過焊接實踐,給出了焊條選擇、焊接和檢查要點。
《焊接材料與焊接工藝標準》目錄匯總
格式:pdf
大小:9KB
頁數:4P
4.6
焊接材料與焊接工藝標準 以下相關標準不夠全面,供大家參考: g983《gb/t983-1995不銹鋼焊條》 g984《gb/t984-2001堆焊焊條》 g3131《gb/t3131-2001錫鉛焊料》 g3323《gb/t3323-2005金屬熔化焊焊接接頭射線照相》 g3429《gb/t3429-2002焊接用鋼盤條》 g3669《gb/t3669-2001鋁及鋁合金焊條》 g3670《gb/t3670-1995銅及銅合金焊條》 g5117《gb/t5117-1995碳鋼焊條》 g5118《gb/t5118-1995低合金鋼焊條》 g5185《gb/t5185-2005焊接及相關工藝方法代號》 g5293《gb/t5293-1999埋弧焊用碳鋼焊絲和焊劑》 g6417.1《gb/t6417.1-2005金屬熔化焊接頭缺欠分類及說明》 g6417.2《gb/
焊接工藝對T形結構焊接變形的影響 焊接工藝對T形結構焊接變形的影響
格式:pdf
大小:605KB
頁數:4P
4.4
對t形結構焊縫橫向收縮和縱向收縮引起的彎曲變形進行了研究。實驗材料為q235b,焊接材料選用e4303,直徑分別為2.5、3.2和4.0mm。實驗結果表明,焊縫橫向收縮引起的t形結構彎曲變形,對于底板尺寸600mm×100mm×(4~5)mm的t形結構,焊接線能量越大,產生的焊接彎曲變形越小;而焊縫縱向收縮引起的彎曲變形,隨著焊接線能量的增加,焊接彎曲變形越大;在4100~5400j/cm線能量下,采用分散跳焊的焊接順序所產生的焊接變形小,采用從一端連續直通焊時焊接變形最大。
T9爐管焊接工法匯總相關
文輯推薦
知識推薦
百科推薦


職位:機電造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


