




 鍋爐制造企業(yè)的焊接管理實踐與思考
鍋爐制造企業(yè)的焊接管理實踐與思考 鍋爐制造企業(yè)的焊接管理實踐與思考
格式:pdf
大小:189KB
頁數(shù):未知
鍋爐制造企業(yè)屬于我國非常重要的能源工業(yè),在我國經(jīng)濟的不斷發(fā)展中發(fā)揮著重要的作用,一個國家內(nèi)部能源工作發(fā)展的具體情況直接影響了整個國家具體的工業(yè)化發(fā)展水平以及實力。本文主要研究探討的是鍋爐制造企業(yè)內(nèi)部的焊接管理,分別講述了鍋爐產(chǎn)品具體的設(shè)計管理,生產(chǎn)工作具體的制定管理,原材料具體的采購管理,對原材料進行入場的檢驗工作以及鍋爐產(chǎn)品進行監(jiān)檢等內(nèi)容。

ОСТ36-24-77碳鋼焊接管道部件三通
格式:pdf
大小:94KB
頁數(shù):3P
焊接三通管ост36-24-77 3.1.6.焊接三通管ост36-24-77 簡要技術(shù)特性: 公稱壓力,pn達2.5mpa(兆帕) 外徑,dn325-1620mm 溫度,t零下30‘с至零上300°с 材質(zhì)鋼號стзсп,20,09г2с,17г1с 焊接三通管在工藝管道施工中用于連接碳素鋼管,應(yīng)用管道包括適用國家技術(shù)監(jiān)督局規(guī)范的管道,廣泛 用于化學(xué)、石油化學(xué)、石油、冶金和其他工業(yè)企業(yè)。 標準適用等徑和異徑焊接碳素鋼三通管,pn≤2.5mpa(兆帕)。 等徑三通管的符號示例: dn=820mm,s=16mm,采用鋼встзсп: 三通管тс820x16встзспост36-24-77 異徑三通管的符號示例: dn=820mm,dn=530mm,s1=10mm,s2=7mm,采用鋼вст
編輯推薦下載
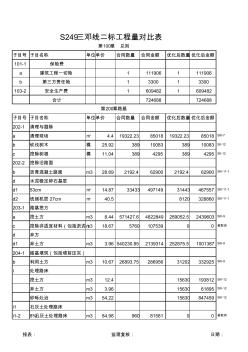
S249三鄧線工程量對比表
格式:pdf
大小:240KB
頁數(shù):181P
 4.4
4.4
子目號子目名稱單位單價合同數(shù)量合同金額優(yōu)化后數(shù)量優(yōu)化后金額 101-1保險費 a建筑工程一切險11119061111906 b第三方責(zé)任險1330013300 103-2安全生產(chǎn)費16094821609482 合計724688724688 子目號子目名稱單位單價合同數(shù)量合同金額優(yōu)化后數(shù)量優(yōu)化后金額 202-1清理與掘除 a清理現(xiàn)場㎡4.419322.238501819322.2385018siii-7 b砍伐樹木棵25.923891008338910083sii-12 c挖除樹根棵11.0438942953894295sii-12 202-2挖除舊路面 b瀝青混凝土路面m328.692192.4629002192.462900siii-11-1 d水泥穩(wěn)定碎石基層

腳手架篇定稿(共249題)匯總
格式:pdf
大小:53KB
頁數(shù):40P
4.7
腳手架篇 一、單項選擇題(共91題) 扣件式鋼管腳手架縱向水平桿宜設(shè)置在立桿內(nèi)側(cè),其長度不 宜小于(c)跨。 a.1b.2c.3d.4 扣件式鋼管腳手架作業(yè)層上非主節(jié)點處的橫向水平桿,宜根 據(jù)支承腳手板的需要,等間距設(shè)置,最大間距不應(yīng)大于縱距 的(a)。 a.1/2b.2/3c.3/4d.3/5 扣件式鋼管腳手架必須設(shè)置縱、橫向掃地桿,縱向掃地桿應(yīng) 采用直角扣件固定在距底座上皮不大于(a)處的立桿上。 a.200mmb.300mmc.400mmd.500mm 扣件式鋼管腳手架架高超過(c),且有風(fēng)渦流作用時,應(yīng) 采取抗上升翻流作用的連墻措施。 a.20mb.30mc.4
ASTMA249&A249M鍋爐焊接管熱門文檔

腳手架篇定稿(共249題)
格式:pdf
大小:52KB
頁數(shù):40P
4.8
腳手架篇 一、單項選擇題(共91題) 扣件式鋼管腳手架縱向水平桿宜設(shè)置在立桿內(nèi)側(cè),其長度不 宜小于(c)跨。 a.1b.2c.3d.4 扣件式鋼管腳手架作業(yè)層上非主節(jié)點處的橫向水平桿,宜根 據(jù)支承腳手板的需要,等間距設(shè)置,最大間距不應(yīng)大于縱距 的(a)。 a.1/2b.2/3c.3/4d.3/5 扣件式鋼管腳手架必須設(shè)置縱、橫向掃地桿,縱向掃地桿應(yīng) 采用直角扣件固定在距底座上皮不大于(a)處的立桿上。 a.200mmb.300mmc.400mmd.500mm 扣件式鋼管腳手架架高超過(c),且有風(fēng)渦流作用時,應(yīng) 采取抗上升翻流作用的連墻措施。 a.20mb.30mc.4
直縫焊接管與螺旋焊接管比較
格式:pdf
大小:15KB
頁數(shù):4P
4.5
1 直縫焊接管與螺旋焊接管比較 天津大學(xué)船舶與海洋工程 摘要 螺旋焊管強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管 徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產(chǎn)速度較低。因此,較小口 徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 1引言 焊接鋼管:它是由鋼帶切割成窄鋼條,然后用模具冷加工裹成管狀。然后專用焊機接著將一條管縫焊接。 20世紀30年代以來,隨著優(yōu)質(zhì)帶鋼連軋生產(chǎn)的迅速發(fā)展以及焊接和檢驗技術(shù)的進步,焊縫質(zhì)量不斷提高, 焊接鋼管的品種規(guī)格日益增多,并在越來越多的領(lǐng)域代替了無縫鋼管。焊接鋼管比無縫鋼管成本低、生產(chǎn) 效率高。我國海洋油氣管道工程中廣泛采用,需求量逐年增加。《“十二五”發(fā)展綱要》明確提出,到2015 年輸油氣管道總長度將超過15萬公里,這將比2010年增長90%。 焊接

07現(xiàn)澆鐵塔拉線基礎(chǔ)檢查及評級記錄-線基2-247-249
格式:pdf
大小:30KB
頁數(shù):3P
4.3
247 現(xiàn)澆鐵塔拉線基礎(chǔ)檢查及評級記錄(線基2) 樁號桿塔型 施工基面 施工日期年月日 塔號基礎(chǔ)型檢查日期年月日 序 號 檢查(檢驗)項目 性 質(zhì) 質(zhì)量標準(允許偏差)檢查結(jié)果 評級 合格優(yōu)良abcdef 1 拉線基礎(chǔ)埋件、 鋼筋規(guī)格、數(shù)量 關(guān)鍵符合設(shè)計要求 2混凝土強度關(guān)鍵 設(shè)計值: 試塊強度mpa ≥設(shè)計值 3 底板斷面尺寸 mm 關(guān)鍵-1%-0.8% 4 基礎(chǔ)坑深 mm 重要 設(shè)計值: +100,0 5 錨桿拉線 基礎(chǔ)孔 重要 角度2° 孔徑+20mm 孔深+100mm 6 保護層厚度 mm 重要—5 7混凝土表面質(zhì)量重要 符合《規(guī)范》第5.2.13 條 表面平整 8回填土重要 符合《規(guī)范》第 4.0.7-4.0.10條規(guī)定 無沉降、防沉 層完整美觀 9 拉線基礎(chǔ)拉環(huán)中心與 設(shè)計位
SG-130∕5.29-M249鍋爐給水泵技術(shù)改造的應(yīng)用
格式:pdf
大小:399KB
頁數(shù):2P
4.3
通過對給水泵實際運行中均衡盤裝置磨損嚴重,使用周期短的分析,發(fā)現(xiàn)運行工況與設(shè)計有偏差,通過理論計算,對平衡盤進行加工,使給水泵均衡盤裝置不再磨損、增加使用周期,并從減溫水及電機方面入手,徹底優(yōu)化給水泵。

ASTMA249&A249M鍋爐焊接管精華文檔
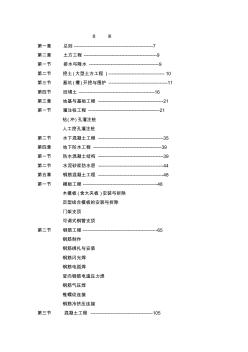
建筑工程全套作業(yè)指導(dǎo)書(249頁)
格式:pdf
大小:31KB
頁數(shù):6P
4.8
目錄 第一章總則---------------------------------------------------7 第二章土方工程-----------------------------------------------9 第一節(jié)排水與降水---------------------------------------------9 第二節(jié)挖土(大型土方工程)------------------------------------10 第三節(jié)基坑(槽)開挖與圍護--------------------------------------11 第四節(jié)回填土-------------------------------------------------16 第三章地基與基礎(chǔ)工程----------------------------
信息平臺技術(shù)在鍋爐焊接管理工作中的應(yīng)用 信息平臺技術(shù)在鍋爐焊接管理工作中的應(yīng)用
格式:pdf
大小:257KB
頁數(shù):2P
4.7
介紹鍋爐焊接工作的一種新管理方法信息平臺法的主要內(nèi)容以及如何使用。

ASTMA249&A249M鍋爐焊接管最新文檔
焊接管理制度 (2)
格式:pdf
大小:155KB
頁數(shù):28P
4.4
目錄 1、焊接工藝評定管理制度----------------th焊管01-2012 2、焊接材料管理制度--------------------th焊管02-2012 3、產(chǎn)品施焊管理制度--------------------th焊管03-2012 4、焊接試板管理制度--------------------th焊管04-2012 5、焊接返修及原材料補焊管理制度--------th焊管05-2012 6、焊接檢驗管理制度--------------------th焊管06-2012 7、焊工管理制度------------------------th焊管07-2012 焊接工藝評定管理制度 th焊管01-2012 1目的:保證鍋爐壓力容器產(chǎn)品制造時所用的焊接工藝得到焊接工藝評定,并確保焊接工 藝評定工作的有
GF翻譯文件-焊接管理系統(tǒng)1
格式:pdf
大小:9.0MB
頁數(shù):139P
4.5
wms weldingmanagementsystem 焊接管理系統(tǒng) instructionsforoperation 操作說明 sw2.93a edition1.0doc.39005426 wmsforwindows:用于windows操作的焊接管理系統(tǒng) gfweldings.p.a. stradadelportone,18/24–10137–torino(italia) tel.: tel.: fax: email :web: 011-3031.278(italysalesdept.)意大利市場銷售電話 011-3031.270-279(foreignsalesdept.)國外市場服務(wù)電話 011-3031.277(italyservice)意大利市場服務(wù)電話 011-3031.274(foreignse

不銹鋼焊接管
格式:pdf
大小:5.9MB
頁數(shù):16P
4.3
201不銹鋼焊管 201不銹鋼焊管、具有耐酸、耐堿,密度高、拋光無氣泡、無針孔等特點,是生產(chǎn)各種表殼、表帶底蓋 優(yōu)質(zhì)材料等。主要用于做裝飾管,工業(yè)管,一些淺拉伸的制品. 201不銹鋼焊管是國際不銹鋼標示方法 201不銹鋼焊管--s20100( 美國鋼鐵學(xué)會是用三位數(shù)字來標示各種標準級的可鍛不銹鋼的。其中: ①奧氏體型不銹鋼用200和300系列的數(shù)字標示, ②鐵素體和馬氏體型不銹鋼用400系列的數(shù)字表示。例如,某些較普通的奧氏體不銹鋼是以201、304、 316以及310為標記 ③鐵素體不銹鋼是以430和446為標記,馬氏體不銹鋼是以410、420以及440c為標記,雙相(奧氏 體-鐵素體) ④不銹鋼、沉淀硬化不銹鋼以及含鐵量低于50%的高合金通常是采用專利名稱或商標名。 202不銹鋼焊管 202不銹鋼管化學(xué)成分: c≤% mn~,
基于案例推理的激光焊接管理 基于案例推理的激光焊接管理
格式:pdf
大小:95KB
頁數(shù):4P
4.7
為提高激光焊接試驗的成功率,將基于案例推理(cbr)技術(shù)應(yīng)用在激光焊接系統(tǒng)中。介紹了激光焊接系統(tǒng)的案例表示、案例檢索(包括權(quán)重設(shè)定和相似度計算)以及實例檢索,使用最近鄰算法從案例庫中找尋最相近的案例。實例表明,cbr技術(shù)能夠有利于提高激光焊接試驗的成功率。
焊接管理課程情景模擬教學(xué)探究 焊接管理課程情景模擬教學(xué)探究
格式:pdf
大小:24KB
頁數(shù):1P
4.3
打破焊接管理課程教學(xué)中灌輸式教學(xué)法具有重要意義,可以采用情景模擬教學(xué)法,以理論教學(xué)與模擬演練、教師引導(dǎo)與學(xué)生主導(dǎo)相結(jié)合的方式,活躍課堂氣氛,充分調(diào)動學(xué)生的主觀能動性,力爭讓課堂變得生動有趣且實用.
焊接管理制度 (3)
格式:pdf
大小:155KB
頁數(shù):28P
4.3
目錄 1、焊接工藝評定管理制度----------------th焊管01-2012 2、焊接材料管理制度--------------------th焊管02-2012 3、產(chǎn)品施焊管理制度--------------------th焊管03-2012 4、焊接試板管理制度--------------------th焊管04-2012 5、焊接返修及原材料補焊管理制度--------th焊管05-2012 6、焊接檢驗管理制度--------------------th焊管06-2012 7、焊工管理制度------------------------th焊管07-2012 焊接工藝評定管理制度 th焊管01-2012 1目的:保證鍋爐壓力容器產(chǎn)品制造時所用的焊接工藝得到焊接工藝評定,并確保焊接工 藝評定工作的有
焊接管理制度
格式:pdf
大小:147KB
頁數(shù):6P
4.8
中國3000萬經(jīng)理人首選培訓(xùn)網(wǎng)站 更多免費資料下載請進:http://www.***.***好好學(xué)習(xí)社區(qū) 焊接管理制度 1、焊接工藝評定管理 執(zhí)行公司焊接工藝評定控制,焊接工藝評定管理工作由公司所屬焊檢公司負責(zé)實施,由項目焊接 技術(shù)人員根據(jù)工程焊接情況和要求(規(guī)格、材質(zhì))提出申請,由焊檢公司出據(jù)由公司總工批準能夠覆蓋 整個工程焊接的工藝評定一覽表,作為項目工程焊接編制焊接工藝卡的依據(jù)及指導(dǎo)性文件來執(zhí)行。 2、焊機管理 3.1、公司所有焊機統(tǒng)一有機具站管理調(diào)拔,各專業(yè)工區(qū)需用焊機直接向本項目機具站工區(qū)租賃. 3.2、焊機由公司機具站負責(zé)維護保養(yǎng).按《設(shè)備管理維修制度》執(zhí)行。 3.3、焊接熱處理設(shè)備由熱機公司負責(zé)管理,使用的計量儀表應(yīng)處于有效期內(nèi)。 3、焊接材料管理 4.1、焊材采購采用專業(yè)工區(qū)計劃報批,由項目經(jīng)營部(物資)統(tǒng)一采購,采購嚴格執(zhí)行公司
焊接管理流程
格式:pdf
大小:2.0MB
頁數(shù):45P
4.3
. . 焊接管理流程 1.目的 加強公司各項目焊接質(zhì)量控制,保證公司焊接質(zhì)量管理體系有效的運行,確保焊接質(zhì)量持續(xù)滿足業(yè)主和當?shù)赜嘘P(guān)法律法規(guī)以及國 內(nèi)外相關(guān)技術(shù)標準的要求。 2.范圍 本流程適應(yīng)于公司范圍內(nèi)的所有工程的焊接管理。 3.定義 3.1焊接工藝評定:為驗證所擬定的焊件焊接工藝的正確性而進行的試驗過程及結(jié)果評價。 3.2焊接工藝規(guī)程:制造焊件所有關(guān)的加工和實踐要求的焊接工藝指導(dǎo)文件,可保證由熟練焊工或操作工操作時質(zhì)量的再現(xiàn)性 3.3焊工技能評定:為驗證焊工執(zhí)行焊接工藝規(guī)程能力的試驗過程及結(jié)果評價。 3.4焊接熱處理:在焊接之前、焊接過程中或焊接之后,將焊件全部或局部加熱、保溫、冷卻,以改善工件的焊接工藝性能、焊接接 頭的金相組織和力學(xué)性能的一種工藝。焊接熱處理包括預(yù)熱、后熱和焊后熱處理。 4.職責(zé) 4.1技術(shù)中心:審核“焊接工藝評定計劃”,編制“焊接工藝評定任
常用焊接管件的放樣方法
格式:pdf
大小:3.0MB
頁數(shù):30P
4.7
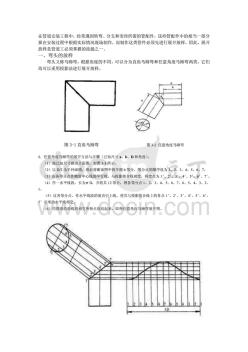
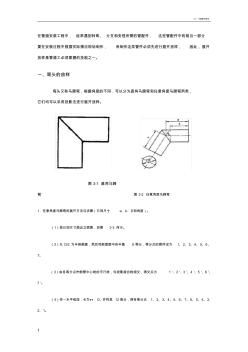
v1.0可編輯可修改 1 在管道安裝工程中,經(jīng)常遇到轉(zhuǎn)彎、分支和變徑所需的管配件,這些管配件中的相當一部分 要在安裝過程中根據(jù)實際情況現(xiàn)場制作,而制作這類管件必須先進行展開放樣,因此,展開 放樣是管道工必須掌握的技能之一。 一、彎頭的放樣 彎頭又稱馬蹄彎,根據(jù)角度的不同,可以分為直角馬蹄彎和任意角度馬蹄彎兩類, 它們均可以采用投影法進行展開放樣。 圖3-1直角馬蹄 彎圖3-2任意角度馬蹄彎 1.任意角度馬蹄彎的展開方法與步驟(己知尺寸a、b、d和角度)。 (1)按已知尺寸畫出立面圖,如圖3-3所示。 (2)以d/2為半徑畫圓,然后將斷面圖中的半圓6等分,等分點的順序設(shè)為1、2、3、4、5、6、 7。 (3)由各等分點作側(cè)管中心線的平行線,與投影接合線相交,得交點為1'、2'、3'、4'、5'、6'、 7'。 (4)作一水平線段,長為πd,并將其1

不銹鋼焊接管 (2)
格式:pdf
大小:5.8MB
頁數(shù):14P
4.7
201不銹鋼焊管 201不銹鋼焊管、具有耐酸、耐堿,密度高、拋光無氣泡、無針孔等特點,是生產(chǎn)各種表殼、表帶底蓋 優(yōu)質(zhì)材料等。主要用于做裝飾管,工業(yè)管,一些淺拉伸的制品. 201不銹鋼焊管是國際不銹鋼標示方法 201不銹鋼焊管--s20100(aisi.astm) 美國鋼鐵學(xué)會是用三位數(shù)字來標示各種標準級的可鍛不銹鋼的。其中: ①奧氏體型不銹鋼用200和300系列的數(shù)字標示, ②鐵素體和馬氏體型不銹鋼用400系列的數(shù)字表示。例如,某些較普通的奧氏體不銹鋼是以201、304、316 以及310為標記 ③鐵素體不銹鋼是以430和446為標記,馬氏體不銹鋼是以410、420以及440c為標記,雙相(奧氏體- 鐵素體) ④不銹鋼、沉淀硬化不銹鋼以及含鐵量低于50%的高合金通常是采用專利名稱或商標名。 202不銹鋼焊管 202不銹鋼管化學(xué)
ASTMA249&A249M鍋爐焊接管相關(guān)
文輯推薦
知識推薦
百科推薦


職位:給排水暖通空調(diào)設(shè)計師
擅長專業(yè):土建 安裝 裝飾 市政 園林


