
- 首頁 >
- > 一級焊縫質量檢驗內容
更新時間:2025.06.08




格式:pdf
大小:230KB
頁數: 10頁
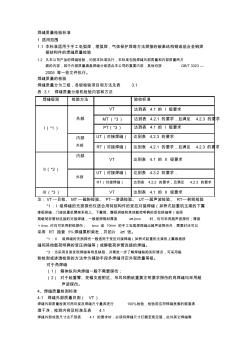
焊縫質量檢驗標準 1 適用范圍 1.1 本標準適用于手工電弧焊,埋弧焊,氣體保護焊等方法焊接的碳素結構鋼或低合金鋼焊 接結構件的焊縫質量檢驗 1.2 凡本公司產品的焊縫檢驗,均按本標準執行,本標準包括焊縫外部質量和內部質量兩方 面的內容,其中內部質量涵蓋焊縫分級適合本公司的重要內容,其他均按 GB/T 3323 — 2005 等一些文件執行。 焊縫質量的檢驗 焊縫質量分為三級,各級檢驗項目和方法見表 3.1 表 3.1 焊縫質量分級機檢驗內容和方法 焊縫級別 I( *1) 檢驗方法 外部 VT MT( *3) PT(*3) 驗收標準 達到表 4.1 的 I 級要求 達到表 4.2.1 的要求,且滿足 4.2.3 的要求 達到表 4.1 的 I 級要求 II( *2) III(*3) 內部 外部 內部 外部 UT(對接焊縫) 達到表 4.2.3 的要求 RT(對接焊縫) 達到表 4.2.
格式:pdf
大小:621KB
頁數: 13頁
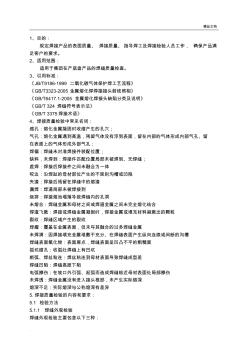
精品文檔 . 1、目的: 規定焊接產品的表面質量、 焊接質量、指導焊工及焊接檢驗人員工作, 確保產品滿 足客戶的要求。 2、適用范圍: 適用于集團在產底盤產品的焊縫質量檢查。 3、引用標準: 《JB/T9186-1999 二氧化碳氣體保護焊工藝流程》 《GB/T3323-2005 金屬熔化焊焊接接頭射線照相》 《GB/T6417.1-2005 金屬熔化焊接頭缺陷分類及說明》 《GB/T 324 焊縫符號表示法》 《GB/T 3375焊接術語》 4、焊接質量檢驗中常見名詞: 縮孔:熔化金屬凝固時收縮產生的孔穴; 氣孔:熔化金屬遇到高溫,殘留氣體沒有浮到表面,留在內部的氣體形成內部氣孔、留 在表面上的氣體形成外部氣孔; 焊偏:焊縫未對準焊接件裝配位置; 缺料,未焊到:焊接件匹配位置局部未被焊到、無焊縫; 虛焊:焊接后焊接件之間未融合為一體 咬邊:沿焊趾的母材部位產生的不規則溝槽或凹陷 夾渣:
熱門知識
一級焊縫質量檢驗內容-
話題: 工程造價blueandboy
精華知識
一級焊縫質量檢驗內容-
話題: 工程造價zhang54321
最新知識
一級焊縫質量檢驗內容-
話題: 工程造價liuzhu1983
相關問答
一級焊縫質量檢驗內容
專題概述
一級焊縫質量檢驗內容知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關一級焊縫質量檢驗內容最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:一級焊縫質量檢驗內容
相關話題
資料下載
相關資訊
一級焊縫質量檢驗內容相關專題
- 凈水機五級每一級的作用
- 一級防水與二級防水的區別
- 一級水源保護區的定義
- 為什么沒有防水一級資質
- 污水處理一級B標準是多少
- 水處理工藝的一級處理
- 多級水泵一級多少米
- 2019年一級建造師水利水電
- 2019一級建造師水利水電實務
- 2019一級建造師水利水電工程
- 中國水電路橋武邵高速公路六標項目質量檢驗試驗計劃
- 新型透水襯砌在南臺子一級水電站尾水渠中的嘗試
- 園林綠化技術資料鋼結構油漆分項工程質量檢驗評定表
- 引黃濟臨供水工程一級泵站圓形筒體支護結構計算分析
- 云南:“2018年度優秀工程咨詢成果獎”申報內容
- 園林綠化技術資料仿古混凝土分項工程質量檢驗評定表
- 圓管涵、蓋板涵分項工程質量檢驗評定表共99頁文檔
- 振弦式錨桿應力計在騰龍橋一級水電站左岸邊坡的應用
- 枕頭壩一級水電站投標方案在實施過程中的比較和分析
- 綠化材料運輸分項工程質量檢驗評定表
- 永川至瀘州一級公路永川段路面工程施工組織設計資料
- 綠化材料起挖分項工程質量檢驗評定表
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 行道樹栽植分項工程質量檢驗評定表
- 政府性投資建設項目跟蹤審計的必要性與重點內容
- 應用型建筑環境與能源應用工程專業課程內容建筑
- 應用型建筑環境與能源應用工程專業課程內容建設