




格式:pdf
大小:60KB
頁數: 4頁
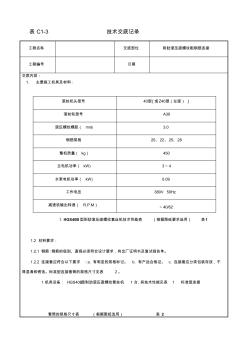
表 C1-3 技術交底記錄 工程名稱 交底部位 剝肋滾壓直螺紋粗鋼筋連接 工程編號 日期 交底內容: 1. 主要施工機具及材料: 1. HGS40B型剝肋滾壓直螺紋套絲機技術性能表 (根據圖紙要求選用) 表1 1.2 材料要求: 1.2.1 鋼筋 :鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。 1.2.2 連接套應符合以下要求 : a. 有明顯的規格標記。 b. 有產品合格證。 c. 連接套應分類包裝存放,不 得混淆和銹蝕。標準型連接套筒的規格尺寸見表 2。 1 機具設備: HGS40B型剝肋滾壓直螺紋套絲機 1 臺 ,其技術性能見表 1 標準型連接 套筒的規格尺寸表 (根據圖紙選用) 表 2 滾絲機頭型號 40型 [或Z40型(左旋) ] 滾絲輪型號 A30 滾壓螺紋螺距( mm) 3.0 鋼筋規格 20、22、25、28

格式:pdf
大小:41KB
頁數: 3頁
點焊接頭的設計 點焊通常采用搭接接頭和折邊接頭接頭可以由兩個或兩個以上等厚度或不等厚 度的工件組成。 在設計點焊結構時, 必須考慮電極的可達性, 即電極必須能方便 地抵達工件的焊接部位。同時還應考慮諸如邊距、搭接量、點距、裝配間隙和焊 點強度諸因素。 邊距的最小值取決于被焊金屬的種類, 厚度和焊接條件。 對于屈服強度高的 金屬、薄件或采用強條件時可取較小值。 搭接量是邊距的兩倍,推薦的最小搭接量見表 1。 表 1 接頭的最小搭接量( mm)3 最薄板件 厚度 單排焊點 雙排焊點 結構鋼 不銹鋼及 高溫合金 輕合金 結構鋼 不銹鋼及 高溫合金 輕合金 0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0 3.5 4.0 8 9 10 11 12 14 16 18 20 22 6 7 8 9 10 12 14 16 18
熱門知識
PE焊接頭套筒-
話題: 計價依據phoenix1234
-
話題: 造價軟件sos07480748

精華知識
PE焊接頭套筒-
話題: 造價軟件huaxinlihua
-
話題: 造價軟件rocketman03
-
話題: 造價軟件g_181886232
最新知識
PE焊接頭套筒-
話題: 工程造價tangch1978
相關問答
PE焊接頭套筒-
話題: 造價軟件server3080
-
話題: 造價軟件ruansong84

PE焊接頭套筒相關專題
- 可膠粘pe泡沫材料的膠帶
- 聯塑pe給水管500多少錢一米
- 中財pe管110四通一個多少錢
- 中財PE管
- 鑄鐵管與PE管連接問題
- 自來水pe管價格大概多少
- 最新pe價格聚乙烯塑料
- 照明的PE線的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的區別
- 國際知名PE投資意向條款
- 利用PE管穿管技術改造中、低壓鑄鐵管線工程實踐總結
- 技術規范無縫鋼管3PE級防腐招標貨物及技術規范
- 冷熱水用耐熱聚乙烯PE-RT管道系統檢驗實施細則
- 可粘PP、PE、ABS、PVC、EPS等材料的膠水
- 內肋增強聚乙烯PE螺旋波紋管設計院上圖標準說明
- 內肋增強聚乙烯PE螺旋波紋管的接管、穩管施工方法
- PE波紋管基礎知識詳解
- 聚乙烯PE土工膜防滲工程技術規范
- PE管和雙壁波紋管的施工分部、分項、檢驗批質量驗收表格
- PB管、PE-RT管、PP-R管等承插熱熔連接操作步驟
- PE-RT管地暖施工工藝流程注意事項
- PE管道對接焊縫的X射線檢測安慶特種設備監督檢驗中心
- PE管鋼管供水管網施工方案培訓講義
- 承插PE管件的加工方法及生產標準PE管件的運輸及貯存
- 地暖管、波紋管、PE給水管、PP-R管材檢驗項目及要求
- 制作大口徑ф450、ф500、ф630PE管彎頭