

PB管、PE-RT管、PP-R管等承插熱熔連接操作步驟
格式:pdf
大小:698KB
頁數:5P
人氣 :53
 4.3
4.3
PB管、PE-RT管、PP-R管等承插熱熔連接操作步驟 一、切管 連接前應檢查管材和管件要進行連接的部分是否清潔、 無損和無毛刺。使用專用 的切管器把管材按實際所需要的長度切斷。 切管時,應將切管器沿與管軸線的方 向旋轉,旋轉同時進刀, 進刀深度不可太大, 確保切面平整并且與管材軸線相垂 直,以防止講管材壓扁。 二、劃線 使用硬度大于 2B的鉛筆或炭化鉛筆(不得使用油性水筆)在管材上畫出相應的 插入深度。具體的插入深度要求請見表 1 管材公稱直徑 dn 插入深 度 mm 加熱時間 秒 保持時間 秒 至少冷卻時間 分 16 13 5 15 2 20 15 5 15 2 25 16 6 15 2 32 18 10 20 4 三、剝皮 使用切管器將管材壓住后,將切管器手把方向右旋轉 90°(分兩次完成,每次 45°),將切管器旋轉兩圈后取下切管器即可, 然后用手據在鋁合金管材管口




管材熱熔連接操作步驟
格式:pdf
大小:622KB
頁數:3P
pe-rt熱熔連接操作步驟 1、焊接溫度設定:ⅰ型pe-rt設定240±5℃,ⅱ型pe-rt設定為 260℃±5℃的范圍內。溫度過高,容易造成過焊,管材通徑變小,影 響使用;溫度過低,容易造成虛焊,打壓滲水。 2、剪管:用偉星公司提供的專用剪管刀切斷pp-r管材,切面應平齊 垂直于管材軸線(整個根管材建議兩端各剪去4-5cm)。 3、標記:熱熔前必須用尺子在管材的熔合面畫對應管徑的插入深度 做標記(注:不得用油筆)該標記應在加熱時和連接后仍可隱約可見。 4、熱熔加熱:將清潔過的管材和管件同時插入加熱器的焊頭上,不 要旋轉,在要求的加熱時間管材和管件插入到位(具體參考附錄表)。 5、熱熔承插:管材和管件從加熱器上取下后,應在3秒之內完成承 插,不可移動和轉動。 6、冷卻把持:在把持時間內管件與管材不得發生轉動,冷卻時間未 完之前不得進行下一步的組裝工作。 ⅰ型pe-
PE管道熱熔連接操作規程
格式:pdf
大小:10KB
頁數:4P
pe管道熱熔連接操作規程 1、目的 為規范熱熔連接操作程序,提高管道操作的可靠性,保證焊接質量,特指定本規程。 2、焊接準備 焊接準備是焊接前必須進行的步驟,操作人員必須予以充分的重視。 2.1設備應置于平整、干燥、并有足夠操作空間的場地,否則,應采取相應的措施。 2.2檢查整個機具各個部位的緊固件有無脫落或松動,并予以必要的處理。 2.3檢查整機電器線路有無損壞,并予以必要的處理。 2.4檢查液壓箱內液壓油是否充足。 2.5確認電源與機具輸入要求是否匹配。 2.6將與規格一致的卡瓦裝入機架。 2.7準備足夠的支撐物,以保證待焊接管材可與機架中心線處于同一高度,并能方便移動。 2.8將焊機各部件按照要求插裝連接好并檢查無誤。 2.9設定加熱板溫度在200~220℃。 2.10接通焊機電源,打開加熱板、銑刀和油泵開關并試運行,檢查各自工作是否正常。 3、焊接 ???
編輯推薦下載
PE管道熱熔連接操作規程
格式:pdf
大小:32KB
頁數:3P
4.6
v1.0可編輯可修改 1 pe管道熱熔連接操作規程 1、目的 為規范熱熔連接操作程序,提高管道操作的可靠性,保證焊接質量,特指定本規程。 2、焊接準備 焊接準備是焊接前必須進行的步驟,操作人員必須予以充分的重視。 設備應置于平整、干燥、并有足夠操作空間的場地,否則,應采取相應的措施。 檢查整個機具各個部位的緊固件有無脫落或松動,并予以必要的處理。 檢查整機電器線路有無損壞,并予以必要的處理。 檢查液壓箱內液壓油是否充足。 確認電源與機具輸入要求是否匹配。 將與規格一致的卡瓦裝入機架。 準備足夠的支撐物,以保證待焊接管材可與機架中心線處于同一高度,并能方便移 動。 將焊機各部件按照要求插裝連接好并檢查無誤。 設定加熱板溫度在200~220℃。 接通焊機電源,打開加熱板、銑刀和油泵開關并試運行,檢查各自工作是否正常。 3、焊接 在焊接過程中,操作人員一般應參照焊接工藝卡各項參數進行操作。
 PP-R管承插熱熔連接“不規則縮徑”現象剖析
PP-R管承插熱熔連接“不規則縮徑”現象剖析 PP-R管承插熱熔連接“不規則縮徑”現象剖析
格式:pdf
大小:573KB
頁數:4P
4.7
針對“一戶一表”改造項目實施過程中存在的pp-r管承插熱熔“不規則縮徑”現象,收集了數十組現場測試數據,對該現象的成因進行了分析,并提出了檢測方法與相應的防治對策。
PB管、PE-RT管、PP-R管等承插熱熔連接操作步驟熱門文檔
PPR管熱熔連接操作要點
格式:pdf
大小:11KB
頁數:1P
4.7
ppr管熱熔連接操作要點 1、在安裝ppr水管之前,首先應該嚴格的檢查水管的內外壁是 否存在有裂口、凹陷、氣泡等問題,其次是材料的好壞直接影響水管 的質量以及后期的隱患。 2、用卷尺量出水管所需要的管材的長度,在用專用的剪刀或者 是切割器切管材,管材的切口應該平整,沒有飛邊,切完之后要記得 去掉管材的毛刺。 3、熱熔的時候要把水管的端頭導語加熱的模頭套里面,放入到 適當的深度,同時吧管件推到在加熱模頭上,達到一樣的深度即可。 4、待到加熱的時間之后,要立即的把管材和管件從加熱模具上 取下來,再迅速的放到已經熱熔好了的深度內,讓接頭處形成一個均 勻的凸形狀,并且還需要控制住放進去之后的管材和管件沒有反彈的 現象。

鋁合金襯塑PE-RT管材承插熱熔連接有哪些缺點?
格式:pdf
大小:2.2MB
頁數:4P
4.6
鋁合金襯塑pe-rt管材承插熱熔連接有哪些缺點? 鋁合金襯塑pe-rt復合管 目前行業中鋁合金襯pe-rt復合管道系統傳統的連接方式主要是熱熔連接:熱熔 連接的工作原理是首先將熱熔機加熱到所規定的溫度,將管材與管件通過人工操 作分別承插到熱熔機兩邊的凸模和凹模中,等到管材與管件的表面完全熔化后將 管材與管件從熱熔模頭中拔出,再快速的將管材無旋轉、垂直的插入管件中,等 到完全冷卻后松開。 這種連接方式的主要缺點有: (1)管材與管件在整個承插連接的過程中都需要采用人工操作完成,其中某一 個環節操作不當都會影響的安裝的質量。例如:當管材與管件同時進入熱熔機凸 模和凹模時,由于管材與管件尺寸的差異,會出現一邊加熱快,一邊加熱慢,加 熱快的一邊容易造成整個材料軟化變形,而加熱慢的一邊表面還沒有完全融化, 管材與管件連接后會出現縮徑、連接層分離的情況; 小口徑鋁合金襯塑復合管采用
PE給水管熱熔連接步驟說課講解
格式:pdf
大小:152KB
頁數:3P
4.4
pe給水管熱熔連接步 驟 精品文檔 收集于網絡,如有侵權請聯系管理員刪除 我國塑料管道發展很快,質量在不斷提高。其中聚乙烯pe管不會生銹, 所以,是替代普通鐵給水管的理想管材。由于其強度高、耐腐蝕、無毒等特 點,被廣泛應用于應用于建筑給水,建筑排水,埋地排水管,建筑采暖、輸氣 管,電工與電訊保護套管、工業用管、農業用管等。其主要應用于城市供水、 城市燃氣供應及農田灌溉等領域。聚乙烯管材與管材、管材與pe管、管材與 配件,以及聚乙烯管與金屬管之間的連接方式很多,不同的連接方式都有自身 的優點和局限性,用戶可根據管道直徑、工作壓力、使用場所等環境,選擇合 適的連接方式。最常用的連接方式有:熱熔連接、電熔連接、承插式柔性連接、 法蘭連接、鋼塑過渡接頭連接等。下面就一起來看看pe給水管熱熔連接施工 步驟。 熱熔連接是用專用加熱工具,在壓力下加熱聚乙烯管材或管件的待連接部 位,使其熔融后,
PP-R管熱熔插接
格式:pdf
大小:49KB
頁數:4P
4.4
試題三、pp-r管熱熔插接 1.準備要求: (1).材料、設備準備 序號名稱規格數量備注 1pp-r管dn202米 2熱熔器1臺 (2).工具準備 序號名稱規格數量備注 1管子剪1把 2抹布若干 3砂布1張 4標識筆1支 5卷尺1個 2.操作程序規定說明 (1).操作程序說明: 1)準備工作。 2)pp-r管熱熔插接前處理。 3)pp-r管的熱熔插接。 (2).考核規定說明: 1)如違章操作該項目終止考核。 2)考核采用百分制,考核項目得分按組卷比重進行折算。 3)考核方式說明:該項目為實際操作題,全過程按操作標準結果進行評分。 4)測量技能說明:本項目主要測量考生對pp-r管熱熔插接的掌握程度。 3.考核時限 (1).準備時間:1min(不計入考核時間)。 (
PE管電熔機的操作步驟
格式:pdf
大小:24KB
頁數:3P
4.4
pe管電熔機的操作步驟: 1,準備電熔焊機,需要焊接的pe管材、管件。 2,去除pe管材插入端的氧化層然后插入電熔管件中。插入管件的管 件以輕松插入為宜,不要強行將管材敲入管件中,管件插入太緊在焊 接時由于pe材料加熱后膨脹過程中容易引起電加熱的移位,從而改 變加熱產生的溫度變化,容易引起局部加熱溫度過高而引起焊接冒煙 等失敗現象。特殊情況如管材插入管件不是在一條直線上,也就是說 管材與管件不是同軸的,這種情況下需要用專用直線器來固定管材與 管件,以減小管材插入管件的應力。 3,準備就緒后將電熔焊機焊機的輸出電極插入管件的電極柱上。 4,啟動電熔焊機,掃描條形碼或輸入需要焊接的電壓與時間參數后 開始焊接。 5,在焊接倒計時結束后,在不影響管材冷卻熔接的情況下可以取下 輸出電纜線,開始準備下一個焊接。 pe管電熔機功能特點: 1、輸出電壓可在20~40vac之間預先設定,
PB管、PE-RT管、PP-R管等承插熱熔連接操作步驟精華文檔

PE管道電熔操作步驟
格式:pdf
大小:10KB
頁數:1P
4.7
pe管道電熔操作步驟 1、焊接前準備: 1).測量電源電壓,確認焊機工作時的電壓符合要求。 2).清潔電源輸出接頭,保證良好的導電性。 2、管材截取:管材的端面應垂直軸線,其誤差<5mm。 3、焊接面清理:測量電熔管材的長度或者中心線,在焊接的管材表面上劃線標識,將大 于劃線區域約5mm內的焊接面刮削約0.2mm厚,以去除氧化層。 4、管材與管件承插:在管材上重新劃線,位置距端面為1/2管件長度。拆開管件包裝,將 清潔的電熔管件與需要焊接的管材承插,保持管件外側邊緣與標記線平齊。安裝電熔夾具, 不得使電熔管件承受外力,管材與管件的不同軸度應當小于管材外徑尺寸的1.5%。 5、輸出接頭連接:焊機輸出端與管件接線柱牢固連接,不得虛接。 6、焊接模式設定:按焊機說明書要求,將焊機調整到“自動”或“手動”模式。 7、焊接數據的輸入:按自動或者手動方式輸入焊接數據。 8、
PE-RT系列大孔徑管材承插熱熔連接與電熔連接的安裝成本對比
格式:pdf
大小:1.9MB
頁數:4P
4.7
pe-rt系列大孔徑管材承插熱熔連接與電熔連接的安裝成本對比 承插熱熔連接和電熔連接安裝成本對比表 鋁合金襯塑pe-rt復合管與普通pe-rt管材都是常用的給水管材,在大孔徑安裝 時,通常會使用承插熱熔與電熔兩種連接方式,安裝效率與施工安全是必須要考 慮的因素,那么,承插電熔連接相較于熱熔連接在安裝成本上會有多大優勢呢? 一、人工費 承插熱熔: 以dn160彎頭為例:安裝人數:5人:大工:2人,300元/每人每天;小工:3 人,180元/每人每天;共計1140元/每天。按照每天工作8小時計算143元/每 小時。按每天安裝6個產品計算,安裝費190元/每個產品。 承插電熔: 以dn160彎頭為例:安裝人數:2人:大工:1人,300元/每人每天;小工:1 人,180元/每人每天;共計480元/每天。按照每天工作8小時計算60元/每小 時。按每天安裝
PE管_PP-R管、PVC-U管、HDPE管、PE-RT管_區別
格式:pdf
大小:16KB
頁數:2P
4.4
cpvc管耐熱性能突出,熱變形溫度為100℃,耐化學性能優良粘接、法蘭螺紋 連接熱水管 pe管重量輕、韌性好,耐低溫性能較好,無毒,價格較便宜,抗沖擊強度高, 但抗壓、抗拉強度較低熱溶焊接、法蘭螺紋連接飲水管、雨水管、氣體管道、 工業耐腐蝕管道 pp管耐腐蝕性好,具有較好的強度、較高的表面硬度、表面光潔度,具有一定 的耐高溫性能熱溶焊接、法蘭螺紋連接化學污水、海水、油和灌溉的管道,用 于室內混凝土地坪作采暖系統加熱管 abs管耐腐蝕性優良,重量較輕,耐熱性高于pe、pvc,但價格較昂貴。粘 接、法蘭螺紋連接衛生潔具用下水管、輸乞管、污水管、地下電纜管、高防腐 工業管道等 pb管強度介地pe和pp之間,柔性介于ldpe和hdpe之間,其突出特點是 抗蠕變性能(冷變形),反復繞纏而不斷,耐溫,化學性能也很好熱熔焊接、法 蘭螺紋連接給水管、冷熱水管
PB管、PE-RT管、PP-R管等承插熱熔連接操作步驟最新文檔
PP-R管道熱熔連接技術培訓 (2)
格式:pdf
大小:37KB
頁數:3P
4.6
pp-r給水管道熱熔連接操作技術要點 我工程的給水立管、支管采用pp-r給水管道,熱熔連接, 工程質量的好壞很大程度上取決于工人熱熔技術的高低,只有按 照熱熔技術規范操作,才能保證管道的安裝質量,所以針對pp-r 管熱熔這一具體施工工藝作如下的技術交流,以便保證管道的安 裝質量。 一、pp-r給水管熱熔連接應按下列步驟進行: 1.接通熱熔器電源,到達工作溫度指示燈亮后方能開始操作; 2.切割管材時,必須使端面垂直于管軸線。管材切割一般使用 管子剪或管道切削機。必要時可使用鋒利的鋼鋸,但切割后管材 斷面應去除毛邊和毛刺; 3.管材與管件連接端面必須清潔、干燥、無油; 4.用卡尺和合適的筆在管端測量并標繪出熱熔深度,熱熔深度 應符合表1。 表1熱熔連接技術要求 公稱外徑 (mm) 熱熔深度 (mm) 加熱時間 (mm) 加工時間 (s) 冷
pe管熱熔連接要點
格式:pdf
大小:9KB
頁數:1P
4.4
1、準確掌握加熱時間 加熱時間過短,易發生管件加熱不均勻,從而導致對口困難;加熱時間過長, 則管件容易熔化,出現過多膠狀物質而流失。最佳的加熱時間選擇可參照下表: [1] pb管熱熔連接時間 管徑/mm熱熔時間/s管徑/mm熱熔時間/s 2056324 2577530 3289040 401211050 5018 2、對接時應無旋轉 02ss405-2pp-r給水管安裝:第7頁管材管件熱熔連接操作要點第7條: 達到加熱時間后,立即把管材和管件從加熱套與加熱頭上同時取下,迅速無旋轉 地直線均勻插入到所標深度,使接頭處形成均勻凸緣
熱熔連接、電熔連接操作規程
格式:pdf
大小:8KB
頁數:4P
4.5
熱熔對接連接操作規程 1、目的 為規范熱熔連接操作程序,提高pe管道連接的可靠性,保證焊接質量,特制 定本規程。 2、焊接準備 焊接準備是焊接前必須進行的步驟,操作人員必須予以充分的重視。 2.1設備應置于平整、干燥、并有足夠操作空間的場地,否則,應采取相應的 措施。 2.2檢查整個機具各個部位的緊固件有無脫落或松動,并予以必要處理。 2.3檢查整機電器線路有無損壞,并予以必要處理。 2.4檢查液壓箱內液壓油是否充足。 2.5確認電源與機具輸入要求相匹配。 2.6將與管材規格一致的卡瓦裝入機架。 2.7準備足夠的支撐物,以保證待焊接管材可與機架中心線處于同一高度,并 能方便移動。 2.8將焊機各部件按照要求插裝連接好并檢查無誤。 2.9設定加熱板溫度至220±10℃。 2.10接通焊機電源,打開加熱板、銑刀和油泵開關并試運行,檢查各自工作是
PE管,PP-R管、PVC-U管、HDPE管、PE-RT管區別
格式:pdf
大小:20KB
頁數:3P
4.7
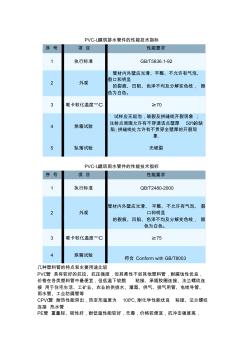
pvc-u建筑排水管件的性能技術指標 序號項目性能要求 1執行標準gb/t5836.1-92 2外觀 管材內外壁應光滑、平整、不允許有氣泡、 裂口和明顯 的裂痕、凹陷、色澤不均及分解變色線,顏 色為白色。 3唯卡軟化溫度°c≥70 4烘箱試驗 試樣應無起泡,破裂及拼縫線開裂現象; 注射點周圍允許有不穿透該點壁厚50%的缺 陷;拼縫線處允許有不貫穿全壁厚的開裂現 象. 5墜落試驗無破裂 pvc-u建筑雨水管件的性能技術指標 序號項目性能要求 1執行標準qb/t2480-2000 2外觀 管材內外壁應光滑、平整、不允許有氣泡、裂 口和明顯 的裂痕、凹陷、色澤不均及分解變色線,顏 色為白色。 3唯卡軟化溫度°c≥75 4烘箱試驗 符合conformwithgb/t8003 幾種塑料管的特點和主要用途比較 pvc管具有較
![[專題]PE管,PP-R管、PVC-U管、HDPE管、PE-RT管區別](https://files.zjtcn.com/group1/M00/93/98/CgoBZ2BbUIuAbAyBAAA4IoRXn24524.jpg)
[專題]PE管,PP-R管、PVC-U管、HDPE管、PE-RT管區別
格式:pdf
大小:9KB
頁數:4P
4.3
[專題]pe管,pp-r管、pvc-u管、hdpe管、pe-rt管區別 pe管,pp-r管、pvc-u管、hdpe管、pe-rt管區別 幾種塑料管的特點和主要用途比較 pvc管具有較好的抗拉、抗壓強度,但其柔性不如其他塑料管,耐腐蝕性優 良,價格在各類塑料管中最便宜,但低溫下較脆粘接、承插膠圈連接、法蘭螺紋 連接用于住宅生活、工礦業、農業的供排水、灌溉、供氣、排氣用管、電線導 管、雨水管、工業防腐管等 cpvc管耐熱性能突出,熱變形溫度為100?,耐化學性能優良粘接、法蘭螺紋 連接熱水管 pe管重量輕、韌性好,耐低溫性能較好,無毒,價格較便宜,抗沖擊強度 高,但抗壓、抗拉強度較低熱溶焊接、法蘭螺紋連接飲水管、雨水管、氣體管 道、工業耐腐蝕管道pp管耐腐蝕性好,具有較好的強度、較高的表面硬度、表 面光潔度,具有一定的耐高溫性能熱溶焊接、法蘭螺紋
PE管熱熔對接與PE管電熔承插連接
格式:pdf
大小:19KB
頁數:2P
4.4
pe管熱熔對接與pe管電熔承插連接 對于pe管的知識大家對其了解多少呢,在對其使用的時候對于它的 電熱熔對接安裝的知識我們是應該了解的,下面就為大家介紹pe管的熱 熔對接和電熔承插連接安裝: pe管熱熔對接: 1、將需安裝連接的兩根pe管材同時放在熱熔器夾具上(夾具可根 據所要安裝的管徑大小更換夾瓦),每根管材另一端用管支架托起至同一 水平面. 2、用電動銑刀分別將管材斷面銑平整,確保兩管材接觸面能充分吻 合. 3、將電加熱板升溫到210度,放置兩管材端面中間,操作電動液壓裝 置使兩管材端面同時完全與電熱板接觸加熱. 4、抽調加熱板,再次操作液壓裝置,使以熔融的兩管材端面充分對接 并鎖定液壓裝置(防止反彈). 5、保持一定冷卻時間松開,操作完畢. 6、施工完畢,須經試壓驗收合格后,方可回土投入使用. 7、pe管在加熱過程中作好
PE管采用熱熔連接
格式:pdf
大小:9KB
頁數:1P
4.8
可編輯word文檔 pe管采用熱熔連接,因該方法成本低、管道接口質量好、不需管件等優點。, 熱熔連接的主要步驟有: ①、材料準備:將管道或管件置于平坦位置,放于對接機上,留足10-20mm的切削余量。 ②、夾緊:根據所焊制的管材、管件選擇合適的卡瓦夾具,夾緊管材,為切削做好準備。 ③、切削:切削所焊管段、管件端面雜質和氧化層,保證兩對接端面平整、光潔、無雜質。 ④、對中:兩焊管段端面要完全對中,錯邊越小越好,錯邊不能超過壁厚的10%。否則,將影響對 接質量。 ⑤、加熱:對接溫度一般在210-230℃之間為宜,加熱板加熱時間冬夏有別,以兩端面熔融長度為 1-2mm為佳。 ⑥、切換:將加熱板拿開,迅速讓兩熱融端面相粘并加壓,為保證熔融對接質量,切換周期越短越 好。 ⑦、熔融對接:是焊接的關鍵,對接過程應始終處于熔融壓力下進行,卷邊寬度以2-4mm為宜。 ⑧、冷卻:保持對接壓力不變,
PE管施工方-(熱熔連接法) (2)
格式:pdf
大小:13KB
頁數:8P
4.4
四、pe管施工方案 1、概述 pe給水管作為一種新型管材,具有耐腐蝕、無毒性、內壁光滑阻力 小、抗老化使用壽命長(50年)、重量輕(密度只有鋼管的1/8)、安 裝勞動強度低、施工費用少、抗震性能強、材質柔韌性好等特點。而 hdpe管高密度通常情況下,pe管要求埋地敷設,覆土深度大于0.7m ,若確需局部地面敷設時,須使用抗紫外線的黑色pe管并采取保護 措施。 2、材料的進場和檢驗 為保證工程質量,每批材料進場前都要求施工單位填報進場申報 表,監理根據規范(gb50242--2002)對進場材料的品種、規格、外觀 等進行驗收,包裝應完好,表面無劃痕及外力沖擊破損,整根管的外觀 應光滑,無色澤不均現象,檢查管道的壁厚和圓度。查驗生產廠商出具 的產品合格證、質量驗收報告及政府主管部門頒發的使用許可證等質 量證明文件符合要求后予以簽認。材料進場后,按
PB管、PE-RT管、PP-R管等承插熱熔連接操作步驟相關
文輯推薦
知識推薦
百科推薦

職位:大數據開發工程師
擅長專業:土建 安裝 裝飾 市政 園林


