




格式:pdf
大小:22KB
頁數(shù): 3頁
蘇州海普威精鍛有限公司 http://www.szhaipuwei.com/ 蘇州海普威精鍛有限公司 http://www.szhaipuwei.com/ 鍛件質量檢驗 (一) 鍛件質量檢驗的內容 鍛件缺陷的存在, 有的會影響后續(xù)工序處理質量或加工質量, 有的則嚴重影響鍛件的性 能及使用, 甚至極大地降低所制成品件的使用壽命, 危及安全。 因此為了保證或提高鍛件的 質量,除在工藝上加強質量控制, 采取相應措施杜絕鍛件缺陷的產(chǎn)生外, 還應進行必要的質 量檢驗,防止帶有對后續(xù)工序(如熱處理、表面處理、冷加工)及使用性能有惡劣影響的缺 陷的鍛件流入后續(xù)工序。 經(jīng)質量檢驗后, 還可以根據(jù)缺陷的性質及影響使用的程度對已制鍛 件采取補救措施,使之符合技術標準或使用的要求。 因此,鍛件質量檢驗從某種意義上講, 一方面是對已制鍛件的質量把關, 另一方面則是 給鍛造工藝指出改進方向, 從而保證鍛件質量符
格式:pdf
大小:892KB
頁數(shù): 17頁
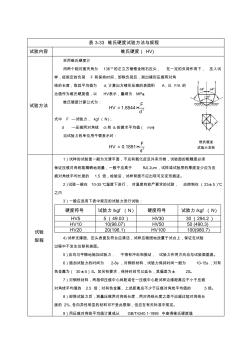
表 3-33 維氏硬度試驗方法與規(guī)程 試驗內容 維氏硬度( HV) 試驗方法 采用維氏硬度計 用兩個相對面夾角為 136°的正立方棱錐金剛石壓頭, 在一定的負荷作用下, 壓入試 樣,經(jīng)規(guī)定的負荷 F 和保持時間,卸除負荷后,測出棱形壓痕兩對角 線的長度,取其平均值為 d,計算出方棱形壓痕的表面積 A,以 F/A 的 比值作為維氏硬度值,以 HV表示,量綱為 MPa。 維氏硬度計算公式為: 式中 F —試驗力, kgf (N); d —壓痕兩對角線 d1和 d2的算術平均值( mm) 當試驗力的單位用牛頓表示時: 試驗 規(guī)程 1)試樣的試驗面一般為光滑平面,不應有氧化皮及外來污物,試驗面的粗糙度必須 保證壓痕對角線能精確地測量,一般不應高于 Ra0.2um,試樣或試驗層的厚度至少應為壓 痕對角線平均長度的 1.5 倍,檢驗后,試樣背面不應出現(xiàn)可見變形痕跡。 2)試驗一般在
熱門知識
鍛件-
話題: 地產(chǎn)家居鼎豐工程佬
-
-
-
精華知識
鍛件-
-
-
話題: 地產(chǎn)家居doublepi
最新知識
鍛件相關問答
鍛件鍛件相關專題
- 鍛件和圓鋼區(qū)別
- 鍛件、板材和管材如何區(qū)分
- 鍛件成本怎么計算
- 40Cr圓鋼與40Cr鍛件有何區(qū)別
- 鋁加工的鍛件生產(chǎn)
- 鋁板是鍛件好嗎
- 圓鋼及鍛件
- 汽車典型鍛件生產(chǎn)
- 鍛件檢驗驗收
- 鍛件工藝流程
- 名稱焊接接頭、法蘭、鍛件
- 承壓設備用不銹鋼和耐熱鋼鍛件
- 減速齒輪齒圈用碳素鋼及合金鋼鍛件標準規(guī)范
- 低溫承壓設備用低合金鋼鍛件
- 使用2A02合金冷拉棒材毛料的鍛件熱處理工藝
- JB50008-1998重型機械通用技術條件鍛件
- 奧氏體鋼鍛件無損檢測超聲
- 1000MW核電管板純凈鋼鍛件制造工藝及其性能
- 20MnMo鍛件管板帶極堆焊304L的焊接試驗
- 三維激光掃描技術在大型高溫鍛件測量中的應用
- 42CrMo鍛件法蘭與20鋼管子的焊接
- 不銹鋼1Cr17Ni2鍛件的熱處理工藝
- 兩側帶直角彎的鋁合金模鍛件坯料制備工藝
- ASTMSA723鋼高壓法蘭鍛件的熱處理
- 閥門用銅合金鍛件技術條件國標獲批并發(fā)布
- 核電站反應堆壓力容器大型鍛件的質量控制
- 大型空心環(huán)類鍛件沖孔用十字對中量規(guī)設計