

奧氏體鋼鍛件無損檢測-超聲10228-4.1999
格式:pdf
大小:489KB
頁數:16P
人氣 :58
 4.5
4.5
奧氏體不銹鋼鍛件超聲檢測 1、適用范圍 適用于奧氏體、 奧氏體不銹鋼鍛件脈沖反射式手動超聲檢測。 機械掃 查方式,比如液浸法須在買賣雙方同意的條件下方可適用。 適用根據鍛件形狀和制造方法分為四類,其中 1,2,3 類形狀比較簡 單,4類較復雜。 不適用: 滾軋棒,閉合鍛件,渦輪轉軸和發電機鍛件。 奧氏體不銹鋼鍛件的檢測在本標準的第四部分。 2、 參考(略) 3、 定義(略) 4、 協商事項 以下事項由合同雙方在簽訂合同時協商達成一致。 a) 掃查比率以及掃查方式是柵格掃查還是 100%全覆蓋掃查(第 12 條)。 b) 近表面雙晶探頭的選用(第 7.2.6條) c) 質量定級以及區域(第 14條) d) 除第 7,12 條提到以外,任何特殊掃查覆蓋率,儀器或者耦合劑 使用時 e) 掃查方式不是手動的(第 1條) f) 采用浸涂技術(第 15條) g) 靈敏度確定技術(第 11條) h) 檢



超聲波探傷在鋼鍛件無損檢測中的應用
格式:pdf
大小:225KB
頁數:3P
超聲波探傷作為一種常用、簡便的無損檢測手段,可以用于各種金屬鑄件.焊縫.管以及板材等的探傷.是現代機械制造業中不可或缺的質量控制手段。

超聲無損檢測通用工藝
格式:pdf
大小:1.6MB
頁數:13P
1 超聲波檢測通用工藝規程 編制: 審核: 批準: 廣西雙起起重機制造有限公司 日期:2011年06月01日 2 超聲波檢測通用工藝規程 1主要內容與適用范圍 本標準規定了我公司采用超聲檢驗方法檢測起重機械(包括橋式和門式起重 機,流動式起重機,塔式起重機,臂架起重機等)鋼焊縫內缺陷的技術及驗收準 則。 本標準規定的超聲檢測技術,適用于檢測母材厚度8mm-100mm結構鋼全焊透 熔化焊接接頭;如果檢測工藝規程得到合同各方的認可,也適用于母6mm-8mm無 襯墊結構鋼全焊透熔化焊對接焊接接頭。 本標準所指的焊縫等級:1級是指重要受拉結構件的焊接接頭;2級是指一般 受拉結構件的焊接接頭;3級是指受壓結構件的焊接接頭。 2規范性引用文件 下列文件中的條款通過本標準的引用而成為要標準的條款。凡是注日期的引 用文件,其隨后所有修改單(不包括勘誤的內容)貨修訂版均不適用于本標準
編輯推薦下載
國外主要無損檢測標準題錄(超聲檢測
格式:pdf
大小:22KB
頁數:10P
4.7
國外主要無損檢測標準題錄(超聲檢測) (注:題錄后括號內注解意義同國內標準,indt為"國外無損檢測"雜志) 國際標準: iso7963:1985鋼焊縫--用于焊縫超聲檢驗的2號校正試塊(tc44) iso5577:2000無損檢測--超聲檢測--術語 iso5180-80超聲檢驗用鋼制校準試塊 iso2400-72e用于校準超聲檢測設備的鋼焊件參考試塊(用于t≤50mm鋼管焊 縫)(indt,82-4)(tc44) iso/dp4992-83鑄鋼件的超聲波檢測(indt,85-2) iso5948-81e鐵路機車車輛部件的超聲波驗收試驗(車輛,車輪及輪箍)(ndt,87-4) iso5948:1994(e)鐵道車輛材料-超聲波驗收檢驗(tc17)(ndt20

特種設備無損檢測題庫之超聲波檢測
格式:pdf
大小:215KB
頁數:43P
4.5
第一章是非題 1.1波動過程中能量傳播是靠相鄰兩質點的相互碰撞來完成的。() 1.2波只能在彈性介質中產生和傳播。() 1.3由于機械波是由機械振動產生的,所以波動頻率等于振動頻率。() 1.4由于機械波是由機械振動產生的,所以波長等于振幅。() 1.5傳聲介質的彈性模量越大,密度越小,聲速就越高。() 1.6物體作諧振動時,在平衡位置的勢能為零。() 1.7一般固體介質中的聲速隨溫度升高而增大。() 1.8由端角反射率試驗結果推斷,使用k≥1.5的探頭探測單面焊焊縫根部未焊透缺陷,靈敏度較低,可能造成漏 檢。() 1.9超聲波擴散衰減的大小與介質無關。() 1.10超聲波的頻率越高,傳播速度越快。() 1.11介質能傳播橫波和表面波的必要條件是介質具有切變彈性模量。()
奧氏體鋼鍛件無損檢測超聲熱門文檔
![無損檢測術語超聲檢測[1]](https://files.zjtcn.com/group1/M00/4D/57/CgoBZ2AgJ1-AK8aiAAAvjqjHDSw069.jpg)
無損檢測術語超聲檢測[1]
格式:pdf
大小:1.6MB
頁數:28P
4.5
目次 前言 1范圍 2一般術語 3與“波”相關的術語 4與“角”相關的術語 5與“脈沖和回波”相關的術語 6與“探頭”相關的術語 7與“超聲檢測儀器”相關的術語 8與“試塊”相關的術語 9與“檢測技術(方法)”相關的術語 10與“受檢件”相關的術語 11與“耦合”相關的術語 12與“定位”相關的術語 13與“評價方法”相關的術語 14與“顯示方法”相關的術語 前言 本標準等同采用iso5577:2000《無損檢測超聲檢測詞匯》(英文版)。 本標準等同翻譯iso5577:2000。 為便于使用,本標準還做了下列編輯性修改: a)“本國際標準”一詞改為“本標準”; b)刪除國際標準的前言; c)增加了“中文索引”以指導使用; d)原國際標準的章條編號格式改為gb/t1.1—2000規定的章條編號格式。 本標準代替gb/t12604.1—
國外主要無損檢測標準題錄(超聲檢測)
格式:pdf
大小:92KB
頁數:9P
4.3
國外主要無損檢測標準題錄(超聲檢測) 發布時間:10-10-15來源:點擊量:1740字段選擇:大中小 國際標準: iso2400-72e用于校準超聲檢測設備的鋼焊件參考試塊(用于t≤50mm鋼 管焊縫)(indt,82-4) weldsinsteel--referenceblockforthecalibrationofequipment forultrasonicexamination iso4064-3-99封閉管道中液體流量的測量使用速調整超聲流量計法 iso4386/1:1992金屬多層滑動軸承第1部分:粘接強度的超聲無損檢驗 plainbearings--metallicmultilayerplainbearings--part1:non- destructiveultrasonictes
無損檢測合同
格式:pdf
大小:11KB
頁數:3P
4.7
2010年度無損檢測合同 合同編號: 甲方: 乙方: 根據甲、乙雙方協商確定,甲方將燃氣管道安裝過 程中的無損檢測任務委托乙方實施。 一、雙方的義務: 1.甲方義務: a)甲方應提前一天向乙方明確需無損檢測檢測的材質、規格、 數量以及檢驗的標準、等級要求。 b)甲方應向乙方及時提供無損檢測檢測中的電源。 c)甲方應當為乙方提供無損檢測檢測中必要的安全防護設施及其 他必要條件。 2.乙方義務: a)乙方應在甲方明確無損檢測檢測任務后,及時、準確地完成 無損檢測檢測任務,并對檢測質量負責。 b)乙方應當在完成該次設備無損檢測檢測任務后的二天內向甲方 提供該次無損檢測檢測結論,如果出現無損檢測結果不合格 的,應當及時出具返修通知單,以便甲方返修。 c)乙方負責無損檢測機械、檢測用主、輔材料。 d)乙方對無損檢測人員、無損檢測機械設備的安全負責。 二、無損檢測檢測的時間、條件: a)
鋼結構的無損檢測
格式:pdf
大小:24KB
頁數:6P
4.7
1 河南理工大學 無 損 檢 測 課 程 論 文 指導老師:范廣新 學生:高風雷 班級:材控10-1班焊接一班 學號:310906020107 時間:2013年6月17日 2 鋼結構無損檢測 摘要:建筑鋼結構應用的范圍越來越廣,近年來,各種安全事故的發生,使 鋼結構的安全性和可靠性的無損檢測變得非常必要。通過對常用的幾種無損檢測 方法的工作原理、適用范圍、局限性及優點的分析,掌握各種方法的應用技巧, 對無損檢測方法就一步了解,在實際生產中理論聯系實踐,為廣大工程技術人員 和管理人員了解、學習、應用無損檢測技術提供參考。 關鍵詞:建筑鋼結構;無損檢測;工作原理; 一、前言 建筑鋼結構由于其強度高、工業化程度高以及綜合經濟效益好等優點,自 上世紀90年代,特別是近年來得到了迅猛發展,廣泛應用于工業和民用等領 域。由于一些重點工程,建筑鋼結構發生了嚴重
奧氏體鋼鍛件無損檢測超聲精華文檔
常用無損檢測
格式:pdf
大小:11.0MB
頁數:31P
4.7
建筑 無損檢測 五大常規無損檢測優缺點局限性互補性的比較。 無損檢測主要用于:焊接工藝規程(wps)試驗中評價焊接工藝是否合理;生產過程控 制;產品檢測;在役檢測。 常規無損檢測:ut、rt、mt、pt、et. 建筑 無損檢測方法的比較 項目方法ut超聲rt放射mt磁粉pt滲透et渦流 方法原理聲波透射反 射折射 光子穿透和吸收磁力作用毛細滲透作用電磁感應作用 適用的材質廣廣鐵磁性非松孔性導電 能檢出缺陷內部內部表面和近表面表面開口缺陷表面及近表面 缺陷部位的表 現形式 顯示器波型底片或顯示器影 像 漏磁場吸附磁粉 形成磁痕 滲透液滲出檢測線圈電壓和相位 建筑 儀器設備超聲儀射線機膠片磁化儀磁粉滲透液顯像劑示波器電壓表 主要檢測對象鑄鍛焊焊鑄件鑄鍛焊機加工 件、管材棒材型 材 任何非松孔性材料及 其制成零件 管材線

無損檢測論文
格式:pdf
大小:8KB
頁數:3P
4.8
1 鋼結構無損檢測 (中鐵九橋工程有限公司中心實驗室魏琳) 摘要:通過對應用于建筑鋼結構行業中的幾種常規無損檢測方法的簡述,歸納了被檢 對象所適用的不同無損檢測方法。為廣大工程技術人員和管理人員了解、學習、應用無損 檢測技術提供參考。 關鍵詞:建筑鋼結構;無損檢測 一、前言建筑鋼結構由于其強度高、工業化程度高以及綜合經濟效益好等優點,自上 世紀90年代,特別是近年來得到了迅猛發展,廣泛應用于工業和民用等領域。由于一些 重點工程,建筑鋼結構發生了嚴重的質量事故,所以建筑鋼結構的安全性和可靠性越來越受 到重視。建筑鋼結構的安全性和可靠性源于設計,其自身質量則源于原材料、加工制作和 現場安裝等因素。評價建筑鋼結構的安全性和可靠性一般有三種方式:⑴模擬實驗;⑵破壞 性實驗;⑶無損檢測。模擬實驗是按一定比例模擬建筑鋼結構的規格、材質、結構形式等, 模擬在其運行環境

無損檢測委托單
格式:pdf
大小:30KB
頁數:2P
4.4
第1頁共頁 無損檢測委托單 委托單位委托編號 工程名稱部件名稱 檢測方法 □射線□超聲波□磁粉□滲透 □光譜□硬度□金相□測厚 檢測等級□高等級□普通等級□低等級 部件狀態□產品預制□現場安裝□停運維修部件處理□熱處理后□表面清理□其他處理 檢測標準級別 檢測部位簡圖后附:□手繪簡圖□正式圖紙□電子檔圖紙 部件(焊口)編號規格材質 焊工 代號 焊接方法數量 檢測 比例 備注 備注:請在下列符合項的方框中打√ □壓力容器□工業鍋爐□電站鍋爐管道□壓力管道 □鋼結構□起重機械□鍛鑄產品□其他產品 □監理監察□特檢監察□業主監察□第三方監察□委托方自監察 委托人: 委托日期:年月日 委托接收人: 接收日期:年月日 委托單一式三份,檢測單位執兩份版次:2012a版 第2頁
 超聲波無損檢測技術在鋼管檢測中的應用
超聲波無損檢測技術在鋼管檢測中的應用 超聲波無損檢測技術在鋼管檢測中的應用
格式:pdf
大小:53KB
頁數:未知
4.5
隨著無縫鋼管應用的廣泛性,對其質量要求也越來越高,通過超聲波無損檢測技術可有效對無縫鋼管缺陷進行檢測。本文主要介紹了超聲波激發的原理,同時介紹了超聲波無損探傷技術具有的準確率高、適用性強、應用方便、易自動化等優點,著重介紹了超聲波的特性和在鋼管無損探傷中的應用。

超聲波無損檢測方法應用探討
格式:pdf
大小:9KB
頁數:1P
4.5
超聲波無損檢測方法應用探討 摘要:本文對超聲波無損檢測的現狀原理進行介紹,并對超聲波傳感器內 部結構進行說明,以及超聲波無損檢測的幾種檢測方法,相比較其他的檢測方法, 超聲波無損檢測技術具有對缺陷定位更準確更深入的優勢。 關鍵詞超:聲波無損檢測 1超聲波無損檢測現狀及原理 現狀:超聲波無損檢測技術是國內外應用最廣泛、使用頻率最高且發展較快 的無損檢測技術,主要體現在改進產品質量、產品設計、加工制造、成品檢測及 設備服役的各個階段保證設備的可靠性和安全性。在現代無損檢測技術中,超聲 成像技術是一種令人矚目的新技術,超聲圖像可以提供直觀和大量的信息,對檢 測物品中存在的缺陷可以減少人為干擾,有效提高無損檢測的可靠性,是定量無 損檢測的重要工具。 原理:超聲波無損檢測主要是基于超聲波在試件中的傳播特性,聲源產生超 聲波,采用一定的方式使超聲波進入試件后;超聲波在試件中傳播
奧氏體鋼鍛件無損檢測超聲最新文檔
無損檢測標準
格式:pdf
大小:11KB
頁數:7P
4.4
無損檢測標準 1、通用基礎 gb5616-1985常規無損探傷應用導則 gb/t9445-1999無損檢測人員技術資格鑒定通則 gb/t14693-1993焊縫無損檢測符號 gb16357-1996工業x射線探傷放射衛生防護標準 jb4730-1994壓力容器無損檢測 dl/t675-1999電力工業無損檢測人員資格考核規則 gb3805-93特低電壓(elv)限值 2、射線檢測 gb3323-1987鋼熔化焊對接接頭射線照相和質量分級 gb5097-1985黑光源的間接評定方法 gb5677-1985鑄鋼件射線照相及底片等級分類方法 gb/t11346-1989鋁合金鑄件x射線照相檢驗針孔(圖形)分級 gb/t11851-1996壓水堆燃料棒焊縫x射線照相檢驗方法 gb/t12469-1990焊接質量保證鋼熔化焊接頭的要求和缺陷分類 gb/t12

無損檢測經典報告
格式:pdf
大小:231KB
頁數:10P
4.5
課前習題 射線無損檢測 1.x射線又稱倫琴射線,是射線檢測領域中應用最廣泛的一種射線,波長范圍 約為(0.0006~100nm),在x射線檢測中常用波長范圍為(0.001~0.1 nm)。它具有(光)的特性。它能使一些結晶物體(發生熒光),氣體(電離) 和膠片(感光). 2.實際焦點與有效焦點:實際焦點:x射線管焦點是 決定x射線管光學特性好壞的重要標志,焦點大小 直接影響探傷靈敏度。由于多數x射線管的陰極形 狀是線焦點,在陽極靶面上呈長方形,x射線從這 個長方形射線源發出,這就是實際焦點。有效焦點: 當靶面與x射線管軸線的垂直線之間傾斜20度時 ,其有效焦點面積約為實際焦點面積的三分之一。 3.連續x射線的產生:軔致輻射(剎車輻射) 4.放射性活度與比活度及其單位:在單位時間內衰變的原子核數量,稱為放

常用無損檢測 (2)
格式:pdf
大小:11.1MB
頁數:29P
4.8
無損檢測 五大常規無損檢測優缺點局限性互補性的比較。 無損檢測主要用于:焊接工藝規程(wps)試驗中評價焊接工藝是否合理;生產過程控制; 產品檢測;在役檢測。 常規無損檢測:ut、rt、mt、pt、et. 無損檢測方法的比較 項目方法ut超聲rt放射mt磁粉pt滲透et渦流 方法原理聲波透射反 射折射 光子穿透和吸收磁力作用毛細滲透作用電磁感應作用 適用的材質廣廣鐵磁性非松孔性導電 能檢出缺陷內部內部表面和近表面表面開口缺陷表面及近表面 缺陷部位的表 現形式 顯示器波型底片或顯示器影 像 漏磁場吸附磁粉 形成磁痕 滲透液滲出檢測線圈電壓和相位 儀器設備超聲儀射線機膠片磁化儀磁粉滲透液顯像劑示波器電壓表 主要檢測對象鑄鍛焊焊鑄件鑄鍛焊機加工 件、管材棒材型 材 任何非松孔性材料及 其制成零件 管材線材及材料工件 的狀態檢驗材
無損檢測超聲探傷UT基礎講義
格式:pdf
大小:121KB
頁數:21P
4.6
第1頁共21頁 培訓教材之理論基礎 第一章無損檢測概述 無損檢測包括射線檢測(rt)、超聲檢測(ut)、磁粉檢測(mt)、滲透檢測(pt)和渦流檢 測(et)等五種檢測方法。主要應用于金屬材料制造的機械、器件等的原材料、零部件和焊縫, 也可用于玻璃等其它制品。 射線檢測適用于碳素鋼、低合金鋼、鋁及鋁合金、鈦及鈦合金材料制機械、器件等的焊縫 及鋼管對接環縫。射線對人體不利,應盡量避免射線的直接照射和散射線的影響。 超聲檢測系指用a型脈沖反射超聲波探傷儀檢測缺陷,適用于金屬制品原材料、零部件和 焊縫的超聲檢測以及超聲測厚。 磁粉檢測適用于鐵磁性材料制品及其零部件表面、近表面缺陷的檢測,包括干磁粉、濕磁 粉、熒光和非熒光磁粉檢測方法。 滲透檢測適用于金屬制品及其零部件表面開口缺陷的檢測,包括熒光和著色滲透檢測。 渦流檢測適用于管材檢測,如圓形無縫鋼管及焊接鋼管、鋁及鋁合金拉薄
材料損傷的超聲導波無損檢測
格式:pdf
大小:627KB
頁數:6P
4.6
收稿日期:2008206225. 材料損傷的超聲導波無損檢測 徐 鴻,王 冰,姜秀娟 (華北電力大學電站設備狀態監測與控制教育部重點實驗室,北京102206) 摘要:超聲導波檢測技術在許多制造和運行監測領域得到了迅速地發展。將探討超聲導波應用于電廠高溫部 件狀態監測的可能。進一步了解超聲導波檢測的物理原理和波動力學可以有助于無損檢測和評估的實際應 用。與此同時,目前已經在工程中得到應用并可能很容易推廣到電廠部件無損探傷的一些超聲導波檢測相關 的傳感器和軟件技術在文中進行了簡單地介紹。 關鍵詞:超聲導波;無損檢測;電廠 中圖分類號:th873 文獻標識碼:a 文章編號:1007-2691(2008)06-0077-06 nondestructivetestofultrasonicguided
用超聲波方法進行結構的無損檢測
格式:pdf
大小:2.5MB
頁數:5P
4.4
用超聲波方法進行結構的無損檢測 作者:張建軍 作者單位:中國飛機強度研究所二室,陜西西安710065 本文鏈接:http://d.g.wanfangdata.com.cn/conference_6725175.aspx
超聲波法在基樁無損檢測中的應用 超聲波法在基樁無損檢測中的應用
格式:pdf
大小:485KB
頁數:2P
4.5
本文介紹了超聲波法基樁無損檢測的基本理論,檢測方法和判據標準,以及在河南某跨河大橋基樁檢測項目中的應用實例,提出了檢測中應注意的問題。
鋼結構焊縫超聲波無損檢測
格式:pdf
大小:13KB
頁數:5P
4.5
檢驗細則 鋼結構焊縫超聲波無損檢測 2010-08-20發布2010-08-23實施 淮安市產品質量監督檢驗所發布 前言 本細則旨在規范鋼結構焊縫超聲波無損檢測監督檢驗行為。 本細則制定主要依據gb50205-2001《鋼結構工程質量驗 收規范》及工程圖紙明示質量要求 本細則規定了鋼結構焊縫超聲波無損檢測監督檢驗流程中 的抽樣規則及判定原則;若企業有明示質量承諾時,則按企業質 量承諾進行考核。 本細則由淮安市產品質量監督檢驗所起草。 本細則主要起草人:王文浩 檢驗細則 1、適用范圍 鋼結構無損檢測有嚴格的時間性,這里僅以焊接接頭進行無損探傷的先決條件為例: 1、 必須經焊接檢驗人員的外觀檢查合格后,由檢驗員按該工件相關焊縫的檢查比例填寫抽樣 單。 2、必須在設計規定的焊接時效后進行,通常規定低合金鋼結構鋼焊縫在焊接后24h后開展 探傷檢查。 3、必須考慮焊
塑料-鋼粘接強度的非線性超聲無損檢測 塑料-鋼粘接強度的非線性超聲無損檢測
格式:pdf
大小:294KB
頁數:3P
4.4
為了研究在不同固化時間下的塑料-鋼的界面粘接強度,基于三次諧波的非線性超聲檢測方法,建立了一套非線性超聲檢測試驗系統。進行了三個區域塑料-鋼粘接試件的非線性超聲試驗,實驗結果表明,在固化最初階段,3階非線性系數隨著固化時間的增加急速下降;在固化最后階段,3階非線性系數變化緩慢,最后直至平穩。因此,超聲非線性系數可以用來評價界面的粘接強度。
無損檢測檢測報告
格式:pdf
大小:552KB
頁數:25P
4.7
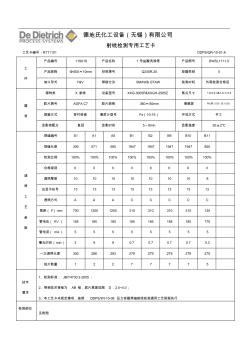
德地氏化工設備(無錫)有限公司 射線檢測專用工藝卡 工藝卡編號:rt11101ddps/qr-10-01-a 工 件 產品編號11s018產品名稱1號鹽酸洗滌塔產品圖號dwsl1111.0 產品規格ф600×10mm材料牌號q245r,20容器類別ii 坡口形式y&v焊接方法smaw>aw檢測時機外觀檢測合格后 器 材 源種類x射線設備型號xxg-3005p&xxgh-2505z焦點尺寸1.0×2.3&1.0×2.4 膠片牌號agfac7膠片規格360×80mm增感屏pb(前0.03/后0.03) 屏蔽方式背襯鉛板像質計型號fe(10-16)沖洗方式手工 顯影液配方皇冠顯影時間5~8min顯影溫度20±2℃ 透 照 工 藝 參 數 焊縫編號s1a1a5b1b2b9b10b1
奧氏體鋼鍛件無損檢測超聲相關
文輯推薦
知識推薦
百科推薦

職位:內裝造價師
擅長專業:土建 安裝 裝飾 市政 園林


