




格式:pdf
大小:10.7MB
頁數: 13頁
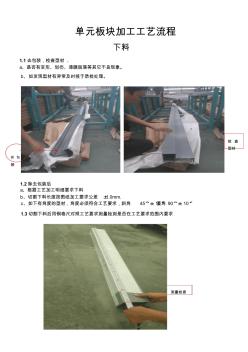
單元板塊加工工藝流程 下料 1.1 去包裝,檢查型材 . a、是否有變形、劃傷、漆膜脫落等其它不良現象。 b、如發現型材有異常及時報于質檢處理。 檢 查 型材 拆 包 裝 1.2 除去包裝后 a、根據工藝加工明細要求下料 b、切割下料長度按圖紙加工要求公差 ±1.0mm. c、如下有角度的型材,角度必須符合工藝要求,斜角 45°± 10′直角 90°± 10′ 1.3切割下料后用鋼卷尺對照工藝要求測量檢測是否在工藝要求范圍內要求 測量檢查 1.4 經檢查符合工藝要求后,擺放到相應的工具車上 。 a、擺放時注意產品方向,要輕拿輕放,防止劃傷,碰撞。 b、所有下料產品擺放整齊后用氣管吹凈產品內的鋁屑和雜物。并標識清楚產品的規格 /型號、 數量及產品狀態。 擺放整齊、 吹鋁屑 數控加工 1.1 加工立柱、橫梁 a、按工藝要求要數控加工中心的計算機內輸入對應的加工工藝參數。 數控加工中心 輸
格式:pdf
大小:73KB
頁數: 15頁
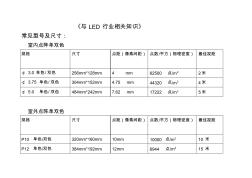
室內點陣單雙色 室外點陣單雙色 《與 LED 行業相關知識》 常見型號及尺寸: 規格 尺寸 點距(像素間距) 點數 /平方(物理密度) 最佳視距 ¢ 3.0 單色 /雙色 256mm*128mm 4 mm 62500 點/m2 2米 ¢ 3.75 單色 /雙色 304mm*152mm 4.75 mm 44320 點/m2 4米 ¢ 5.0 單色 /雙色 484mm*242mm 7.62 mm 17222 點/m2 5米 規格 尺寸 點距(像素間距) 點數 /平方(物理密度) 最佳視距 P10 單色/雙色 320mm*160mm 10mm 10000 點/m2 10 米 P12 單色/雙色 384mm*192mm 12mm 6944 點/m2 15 米 室內全彩模組 規格 尺寸 點距(像素間距) 點數 /平方(物理密度) 最佳視距 P4 表貼三合一 128mm*128mm 4 mm 6250
熱門知識
單元板-
話題: 地產家居yanny850406
精華知識
單元板-
話題: 地產家居kkk6883150
-
話題: 工程造價wangdedong
-
話題: 工程造價yuhu820118
最新知識
單元板-
話題: 工程造價followme123
-
話題: 工程造價wugaolin1212
-
話題: 室內設計nancyliu0318
相關問答
單元板-
話題: 地產家居feixianglhz
單元板相關專題
- 柱面干掛GRC單元幕墻
- 高壓開關柜KYN28A-12單元尺寸
- 什么是單元式幕墻
- 什么是多線聯動控制單元
- 什么是人防防護單元臨空墻
- 單元間伸縮縫屬于內墻嗎
- 單元防盜門價格是多少
- 單元式幕墻的通用節點
- 單元式幕墻的節點圖
- 單元式幕墻具體什么樣的
- LED單元板規格及LED顯示屏觀看距離計算方法
- 單元板塊幕墻工程安全專項施工方案
- 單元板式無砟軌道結構軌道板溫度翹曲變形
- LED顯示屏單元板常見故障以及處理的辦法
- 單元板無碴軌道綜合施工測量系統構成和配置
- 武廣客運專線單元板式無砟軌道施工技術
- 單元板式無砟軌道施工工序及工程造價分析
- LED電子屏單元板常見型號及尺寸編輯
- TA1670單元板電路圖LED顯示屏
- 內外雙弧折線形單元板玻璃幕墻施工技術
- LED電子屏單元板常見型號及尺寸編輯
- LED單元板原理圖
- LED單元板上常見IC型號與作用
- LED顯示屏單元板常見型號及尺寸
- LED顯示屏整屏與單元板維修方法
- 客運專線單元板式無碴軌道施工技術
- 客運專線單元板式無砟軌道施工技術