





格式:pdf
大小:343KB
頁數: 4頁
從冷軋薄板酸洗生產線中閃光對焊機的電源控制系統入手,具體分析了其硬件結構和在閃光階段、頂鍛階段的控制方法,重點對在閃光前期、閃光后期和頂鍛時期焊接變壓器二次側電壓和晶閘管導通角的改變情況進行了研究。生產實踐證明,應用了該電源控制系統的閃光對焊機很好地滿足了冷軋薄板的對焊技術要求。
格式:pdf
大小:67KB
頁數: 3頁
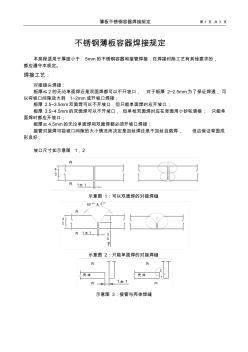
薄板不銹鋼容器焊接規定 第 1 頁 共 3 頁 不銹鋼薄板容器焊接規定 本規程適用于厚度小于 5mm的不銹鋼容器和接管焊接,在焊接時除工藝有其他要求的, 都應遵守本規定。 焊接工藝: 對接接頭焊接: 板厚≤ 2的無論單面焊還是雙面焊都可以不開坡口, 對于板厚 2~2.5mm為了保證焊透,可 以將坡口間隙放大到 1~2mm或開坡口焊接; 板厚 2.5~3.5mm雙面焊可以不開坡口,但只能單面焊時應開坡口; 板厚 3.5~4.5mm的雙面焊可以不開坡口, 但單槍雙面焊時應在背面用小砂輪清根; 只能單 面焊時都應開坡口; 板厚≥ 4.5mm的無論單面焊和雙面焊都必須開坡口焊接; 接管對接焊可視坡口間隙的大小情況而決定是加絲焊還是不加絲自熔焊, 但應保證背面成 形良好; 坡口尺寸如示意圖 1,2 1± 1外 內 3 -4 示意圖 1:可以雙面焊的對接焊縫 60° ± 5° 2 -4 1 ± 0
熱門知識
薄板焊機-
話題: 工程造價myelephent
精華知識
薄板焊機-
話題: 工程造價zhouyangjie
-
話題: 工程造價jingjun0915
最新知識
薄板焊機-
話題: 工程造價hongwei568
相關問答
薄板焊機薄板焊機相關專題
- 有專門焊薄板的二保焊機嗎
- 焊接薄板改
- 薄板彎曲膠合
- 薄板膠合彎曲
- 彈簧鋼薄板
- 鍍錫薄板
- 仿石材陶瓷薄板缺點
- 薄板焊機
- 螺栓與薄板對接焊
- 1mm薄板焊接工藝
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 中國電器工業協會電焊機分會第七屆會員大會
- 新型建筑陶瓷薄板及無機輕質板材
- 基于LQR剪切—閃光對焊機位置伺服控制建模與仿真
- 關于白車身裝焊夾具設計及點焊機器人焊接仿真分析
- 冷軋油性能對薄板高速冷軋機軋后鋼板表面熱劃傷影響
- 合金化鍍鋅薄板CO_2短路過渡電弧焊工藝適應性
- 基于ANSYS金屬薄板錘式破碎機破碎機理仿真
- 中國電器工業協會電焊機分會六屆五次常務理事會會議紀要
- 鋁和鋁合金薄板及中厚板技術規范
- 地基上材料非線性矩形薄板1/3次亞諧共振
- 電鍍槽用導電膏、縫焊機導電脂、打印機導電脂
- 單邊切口薄板研究聚乙烯醇纖維增強水泥基復合材料斷裂韌性
- 常規不銹鋼帶激光焊機技術協議
- 儲罐倒裝施工內外橫縫兩用埋弧自動橫焊機的設計及焊接工藝
- AMESim的剪切—閃光對焊機最優控制器設計
- 杭鋼薄板廠創新工藝技術