

鉆頭CNC鉆孔進給
格式:pdf
大小:6KB
頁數:5P
人氣 :76
 4.4
4.4
鉆頭 CNC 鉆孔進給 [45#] , 刀徑 , 轉速 , 切深 ,垂直進給 , 切 厚 ,水平進給 , 有效長 2 2400 2 120 0 0 10 2.1 2300 2 120 0 0 0 2.2 2200 2 120 0 0 0 2.3 2100 2 120 0 0 0 2.4 2000 2 120 0 0 0 2.5 1900 2 120 0 0 0 2.6 1800 2 120 0 0 0 2.7 1800 2 120 0 0 0 2.8 1700 2 120 0 0 0 2.9 1650 2 120 0 0 0 3 1600 3 130 0 0 0 3.1 1550 3 130 0 0 0 3.2 1500 3 130 0 0 0 3.3 1450 3 130 0 0 0 3.4 1400 3 130 0 0 0 3.5 1350 3 130 0 0 0 3.6 1320 3



編輯推薦下載


鉆頭CNC鉆孔進給熱門文檔
李紹先:土質圍巖潛孔鉆鉆孔鉆頭改進
格式:pdf
大小:685KB
頁數:3P
4.6
第1頁共3頁 “五小”成果申報表 申報單位名稱 中鐵十三局集團第三工程有限公司康臨高速公路kl8合同 段項目經理部 申 報 項 目 名稱土質圍巖潛孔鉆鉆孔鉆頭改進2008年10月10日 基本 情況 說明 潛孔鉆主要利用風動原理,鉆頭為沖擊式。在較硬的泥巖、 砂巖中可正常工作,但施工中遇軟弱黃土無法排渣,經過 對鉆頭進行改進,順利的完成了鉆孔任務。可作為以后黃 土圍巖鉆孔的參考方案。 經濟 效益 社會 效益 通過改進鉆頭,順利完成鉆孔任務,提前7天完成了施工 計劃,節約人工20工日、鉆孔臺班14個。 任務順利完成,得到駐地監理辦、業主的一致好評 技術部門簽章財務部門簽章 作 者 情 況 姓名性別出生年月工作時間學歷職務 李紹先男1973.9.2513年中專項目工程部長 史建國男1985.11.192年專科項目技術員


攻絲前鉆孔用鉆頭直徑
格式:pdf
大小:6KB
頁數:3P
4.4
最好記的公式-攻絲前鉆孔用鉆頭直徑的選擇 2009年12月23日星期三23:02 攻絲前鉆孔用鉆頭直徑的選擇一般按照以下公式: d=d-t d=鉆頭直徑 d=螺紋公稱直徑 t=螺距 例1.加工m16內螺紋應選鉆頭直徑為d=16-2=14 例2.加工m16x1內螺紋應選鉆頭直徑為:d=16-1=15 以上數值單位以毫米計 以下是螺紋的標準螺距數值: m2x0.4 m2.2x0.45 m2.5x0.45 m3x0.5 m4x0.7 m5x0.8 m6x1 m8x1.25 m10x1.5 m12x1.75 m14x2 m16x2 m18x2.5 m20x2.5 攻公制螺紋時的公式 t1mm時: dz=d-(1.04~1.06)t 式中t:螺距(毫米);dz:攻絲前鉆頭直徑(毫米)
鉗工基礎—鉆頭與鉆孔工藝
格式:pdf
大小:21KB
頁數:3P
4.7
鉗工基礎—鉆頭與鉆孔工藝 一、鉆孔 1.鉆孔是指用鉆頭在實體材料上加工出孔的操作。 2.鉆削的特點鉆削的特點是鉆頭轉速高;摩擦嚴重、散熱困難、熱量多、切 削溫度高;切削量大、排屑困難、易產生振動。鉆頭的剛性和精度都較差,故鉆 削加工精度低,一般尺寸精度為it11~it10,粗糙度為ra100~25。 3.鉆孔設備常用的有臺式鉆床、立式鉆床、搖臂鉆床、手電鉆等。 二、鉆頭(麻花鉆) (1)麻花鉆頭的構造麻花鉆由柄部、頸部和工作部分(切削部分和導向部分) 組成。麻花鉆一般用高速鋼w18cr4v或w9cr4v2制成,淬硬后的硬度為hrc62~ 68。 ①柄部是鉆頭的夾持部分,用于裝夾定心和傳遞扭矩動力。 鉆頭直徑小于12mm時,柄部為圓柱形;鉆頭直徑大于12mm時,柄部一般為 莫氏錐度。 ②頸部是工作部分和柄部之間的連接部分。用作鉆頭磨
鉆頭CNC鉆孔進給精華文檔

引導鉆頭鉆孔的軸套
格式:pdf
大小:178KB
頁數:2P
4.5
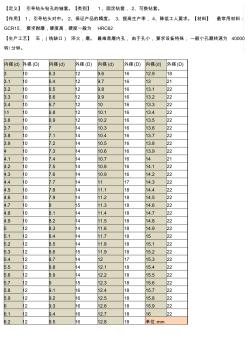
【定義】引導鉆頭鉆孔的軸套。【類別】1、固定鉆套,2、可換鉆套。 【作用】1、引導鉆頭對中。2、保證產品的精度。3、提高生產率,4、降低工人要求。【材料】最常用材料: gcr15,要求耐磨,硬度高,硬度一般為hrc62 【生產工藝】車,(銑缺口)淬火,磨。最難是磨內孔,由于孔小,要求設備特殊,一般小孔磨轉速為40000 轉/分鐘。 內徑(d)外徑(d)內徑(d)外徑(d)內徑(d)外徑(d)內徑(d)外徑(d) 3106.3129.61612.918 3.1106.4129.7161321 3.2106.5129.81613.122 3.3106.6129.91613.222 3.4106.712101613.322 3.5106.81210.
鉆頭CNC鉆孔進給最新文檔
鉆孔磨鉆頭基本操作實訓
格式:pdf
大小:19KB
頁數:6P
4.7
課 題 鉆孔、磨鉆頭基本操作實訓 教 學 目 的 通過學習和實際操作,使學生了解鉆孔、磨鉆頭、攻螺紋與套螺紋工藝的基本要 求,掌握鉆孔、磨鉆頭、攻螺紋與套螺紋的基本操作方法;熟悉鉆孔、磨鉆頭、攻螺 紋與套螺紋常用的工具,掌握使用方法。 教學 重點 鉆孔、磨鉆頭、攻螺紋與套螺紋的基本操作方法 教學 難點 鉆頭刃磨方法 課程類型實訓課教學方法示范、講解、操作訓練 教學手段通過手錘制作進行操作技能訓練 授課周別課時累積教師宋乃堅審批 教學過程設計: 1.簡述鉆孔、磨鉆頭、攻螺紋與套螺紋在零件加工中的實際意義 2.介紹鉆孔、磨鉆頭、攻螺紋與套螺紋的工藝過程及常用工具 3.示范操作方法及常用工具的使用方法 4.學生進行項目實際操作 5.老師現場指導 鉆孔、磨鉆頭、攻螺紋與套螺紋工藝操作實訓 一、鉆孔工藝 用鉆頭在零件、實體材料上加工孔的方法稱為鉆孔。 鉆孔時鉆頭的運動:

空心鉆頭取芯鉆頭開孔器磁座鉆鉆頭
格式:pdf
大小:14KB
頁數:2P
4.7
空心鉆頭又名取芯鉆頭、開孔器、空心刀具、擴孔鉆頭、擴孔鉆頭、 磁座鉆鉆頭、磁力鉆鉆頭、磁性鉆鉆頭等,空心鉆頭的工作原理:刀 頭采用兩組或多組3刃組合,3枚組合刃由若干個外刃、中刃、內刃 組成。每個刀刃在切削過程中,只負擔1/3左右的工作量,加上每個 刀刃的內側也均有切削刀。所以,可以使排屑非常順暢。另外由于各 刃分別負擔一部分切削工作的特性,使得該孔鉆極不容易產生崩刃現 象,空心鉆頭鉆頭分類:高速鋼鉆頭,硬質合金鉆頭t.c.t,鎢鋼鉆頭; 有效的削切深度:25mm、35mm、50mm、100mm、120mm、150mm、 180mm、300mm;鉆孔直徑規格:12mm至160mm;鉆頭主要材質 有高速鋼類;粉末冶金類;硬質合金類。適合電動機:磁力鉆/磁座 鉆/鉆床/車床/銑床,種類、規格齊全,適用于各種品牌的進口磁座 鉆磁力鉆,如:適合鉆機:通用柄(一個平面
鉆紫銅深孔鉆頭
格式:pdf
大小:8KB
頁數:1P
4.5
鉆紫銅深孔鉆頭 作者:秦愛義 作者機構:河北井陘礦務局機械總廠機修分廠,石家莊·050100 來源:機械制造 issn:1000-4998 年:2000 卷:038 期:011 頁碼:32 頁數:1 中圖分類:th16 正文語種:chi 摘要:@@我們在紫銅工件上鉆φ6.5mm深55mm孔時,常遇到鉆頭折斷的 問題,對此進行分析發現,從開始鉆至30mm時,鉆削較為順利,再繼續鉆深則會有 嘯叫聲產生,直至鉆頭折斷,分析得出該現象是由于切屑阻塞排屑不暢造成的.為 此,我們將鉆頭前端保留6.5mm,對后端進行沿刃口磨削,約磨去0.2mm,如圖示. 經試用效果較好,不再出現鉆頭折斷的問題,提高生產效率50%,降低了鉆頭消 耗.

潛孔鉆頭介紹
格式:pdf
大小:194KB
頁數:2P
4.4
潛孔釬具/潛孔鉆頭系列 潛孔釬具,產品分為高風壓、低風壓兩大系列潛孔釬具。采用優質的原材料、通過先進的生產工藝,生產 出高質量的系列潛孔釬具。我公司生產的各型號的高風壓沖擊器、潛孔鉆頭可以和sandvikatlascopco和 ingersoll-rand等世界著名公司生產的產品配套,產品廣泛用于土石方工程、礦山開采、水井鉆探、建筑 工程等。公司的系列潛孔釬具產品批量出口到澳大利亞、加拿大、美國、法國等20多個國家和地區,并享 有盛譽。 潛孔釬頭 downtheholebits 產品名稱 nameofproduct 釬頭 直徑 diam (mm) 合金 tipsize(mm)花鍵 spline 重量 weight (kg) 瑞龍型號 rlp/n 配套沖擊器 邊齒 gauge 正面齒 front 柱齒釬頭 downtheh
大直徑鉆孔用刮刀鉆頭的設計與應用
格式:pdf
大小:1.1MB
頁數:4P
4.7
大直徑鉆孔用刮刀鉆頭的設計與應用 作者:許劉萬,史兵言,王興無,佟功喜 作者單位:中國地質科學院勘探技術研究所, 刊名:探礦工程-巖土鉆掘工程 英文刊名:explorationengineering 年,卷(期):2001(z1) 被引用次數:3次 引證文獻(3條) 1.高淑芳.張新華.李斌.馬紅月基于ansysworkbench的梳齒鉆頭結構強度分析[期刊論文]-探礦工程-巖土鉆掘 工程2013(12) 2.聶金玲天津高新區117大廈超長樁鉆孔施工技術[期刊論文]-探礦工程-巖土鉆掘工程2012(6) 3.劉志峰.林文惜通過改進刮刀鉆頭解決硬塑粘土層鉆孔施工的難題[期刊論文]-世界橋梁2004(3) 引用本文格式:許劉萬.史兵言.王興無.佟功喜大直徑鉆孔用刮刀鉆頭的設計與應用[期刊論文]-探礦工程-巖土鉆 掘
 一種基于PLC的雙鉆頭自動鉆孔機應用開發
一種基于PLC的雙鉆頭自動鉆孔機應用開發 一種基于PLC的雙鉆頭自動鉆孔機應用開發
格式:pdf
大小:483KB
頁數:2P
4.5
本文介紹了一種針對特定鉆孔需求的自動鉆孔機床,分析該系統的組成及鉆孔設計的關鍵,該系統利用plc和伺服電機完成快速的定位和穩定的鉆削,并配以人機界面更方便現場操作。
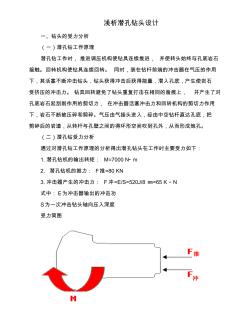
淺析潛孔鉆頭 (2)
格式:pdf
大小:1.3MB
頁數:6P
4.4
淺析潛孔鉆頭設計 一、鉆頭的受力分析 (一)潛孔鉆工作原理 潛孔鉆工作時,推進調壓機構使鉆具連續推進,并使轉頭始終與孔底巖石 接觸。回轉機構使鉆具連續回轉。同時,裝在鉆桿前端的沖擊器在氣壓的作用 下,其活塞不斷沖擊鉆頭,鉆頭獲得沖擊后獲得能量,潛入孔底,產生使巖石 受擠壓的沖擊力。鉆具回轉避免了鉆頭重復打擊在相同的鑿痕上,并產生了對 孔底巖石起刮削作用的剪切力,在沖擊器活塞沖擊力和回轉機構的剪切力作用 下,巖石不斷被壓碎和剪碎。氣壓由氣接頭進入,經由中空鉆桿直達孔底,把 剪碎后的巖渣,從轉桿與孔壁之間的得環形空間吹到孔外,從而形成炮孔。 (二)潛孔鉆受力分析 通過對潛孔鉆工作原理的分析得出潛孔鉆頭在工作時主要受力如下: 1.潛孔鉆機的輸出轉矩:m=7000n·m 2.潛孔鉆機的推力:f推=80kn 3.沖擊器產生的沖擊力:f沖=e/s=520j/8㎜=65
鉆頭CNC鉆孔進給相關
文輯推薦
知識推薦
百科推薦


職位:廠房暖通工程師
擅長專業:土建 安裝 裝飾 市政 園林


