

合金鉆頭全面鉆進法在野馬泉礦區碳質灰巖地層中的應用
格式:pdf
大小:222KB
頁數:3P
人氣 :98
 4.6
4.6
在野馬泉礦區,60~400m之間構造破碎帶中發生孔內漏失以及在500m以下的中深孔中出現以碳質灰巖為代表的復雜地層成為制約鉆探施工的主要問題,同時也嚴重影響地質找礦效果。2010年下半年,我們在三個鉆孔中對水敏性較強的碳質灰巖試用了合金鉆頭"全面鉆進"的方法,使復雜地層中易溶于水的成分充分分散在沖洗液中,較好地阻止了該復雜地層的坍塌、縮徑,達到了穩定孔壁的目的。



 談合金鉆頭鉆進和繩索取心
談合金鉆頭鉆進和繩索取心 談合金鉆頭鉆進和繩索取心
格式:pdf
大小:545KB
頁數:4P
一九八四車,我隊進入水城格目底煤田。該煤田地層的鉆進特點是:巖層可鉆性級別不高(ⅲ—ⅵ級),硬夾層不厚且不很硬(ⅶ—ⅷ級),地形切割厲害,或涌或漏甚至在一個鉆孔中涌漏(水)兼而有之的現象較為普遍,煤系厚,巖層含泥質重,水敏性強;煤層多,標志層不清。為了有效地推行繩取鉆進,以期用先進工藝突破取心質量關、復雜地層關和深孔施工關。我們即開始了合金繩取鉆進的研究。自八四年四月開始至八五年底,已在十二個孔的局部或全孔進行了(生產)試驗,最大試驗孔深540.35米,總工作量3401米。
合金鉆頭
格式:pdf
大小:20KB
頁數:1P
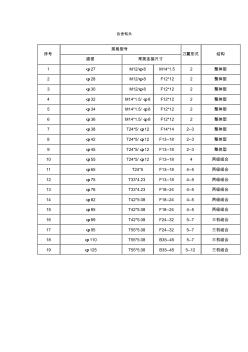
合金鉆頭 序號 規格型號 刀翼形式結構 直徑常規連接尺寸 1φ27m12/φ8m14*1.52整體型 2φ28m12/φ8f12*122整體型 3φ30m12/φ8f12*122整體型 4φ32m14*1.5/φ8f12*122整體型 5φ34m14*1.5/φ8f12*122整體型 6φ36m14*1.5/φ8f12*122整體型 7φ38t24*5/φ12f14*142--3整體型 8φ42t24*5/φ12f13--182--3整體型 9φ45t24*5/φ12f13--182--3整體型 10φ55t24*5/φ12f13--184兩級組合 11φ65t24*5f13--184--5兩級組合 12φ75t33*4.23f13--184--5兩級組
編輯推薦下載
湖南新化灰巖礦φ56硬質合金鉆頭鉆進技術 湖南新化灰巖礦φ56硬質合金鉆頭鉆進技術
格式:pdf
大小:435KB
頁數:3P
4.8
五年來,我隊采用了φ56合金鉆頭鉆進灰巖萬余米,較多鉆頭的壽命超過20米,時效高,巖心完整,取得了較好的效果。一、鉆進施工地層所有鉆孔穿過棋梓橋組石次巖共三層:第一層:厚度約160米,由灰、深灰色厚層—巨厚層灰巖,
合金鉆頭全面鉆進法在野馬泉礦區碳質灰巖地層中應用熱門文檔
合金鉆頭速查
格式:pdf
大小:49KB
頁數:4P
4.4
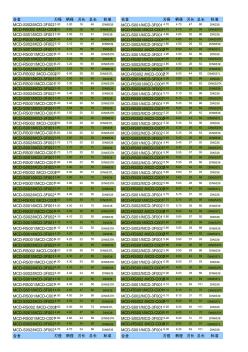
合金刃徑柄徑刃長總長標準合金刃徑柄徑刃長總長標準 mcd-s002/mcd-3f0023.003.001646din6539mcd-s001/mcd-3f0014.704.704780din338 mcd-rs002/mcd-c0023.006.002862din6537lmcd-rs001/mcd-c0014.704.702458din6537k mcd-s001/mcd-3f0013.003.003361din338mcd-s001/mcd-3f0014.804.805286din338 mcd-rs001/mcd-c0013.003.001646din6537kmcd-rs001/mcd-c0014.804.802662din6537k mcd-s002/mcd-3f002
沖擊回轉鉆進條件下硬質合金鉆頭柱齒磨損機理 沖擊回轉鉆進條件下硬質合金鉆頭柱齒磨損機理
格式:pdf
大小:284KB
頁數:5P
4.6
減緩鉆頭硬質合金柱齒的磨損速度,對提高鉆頭工作效率、延長鉆頭使用壽命、降低鉆進成本等具有重要意義。在利用掃描電子顯微鏡(sem)對鉆頭柱齒詳細觀測的基礎上,提出了風動潛孔錘鉆頭硬質合金柱齒新的劣化機理和磨損機理:劣化機理包括混合規模裂隙的形成、wc顆粒規模裂隙形成和wc顆粒的氧化和腐蝕;磨損機理包括wc顆粒的破碎和碎片釋放、整體或部分wc顆粒的脫離、碳化物的摩擦化學磨損等。分析了邊齒因回轉線速度大,磨損也增大,wc顆粒的破碎和碎片釋放量增大而磨耗嚴重的機理;因wc顆粒的整體脫離使柱齒產生較大面積的磨損,導致鉆進效率的大幅度降低;給出了鉆頭柱齒必須及時加以修磨的合理使用方法。

合金鉆頭全面鉆進法在野馬泉礦區碳質灰巖地層中應用精華文檔
 碎合金鉆頭的研制與應用
碎合金鉆頭的研制與應用 碎合金鉆頭的研制與應用
格式:pdf
大小:265KB
頁數:2P
4.3
采用廢舊合金,經過硝酸燒洗,人工手錘砸碎合金.碎合金的粒度以兩個棱角的最大距離在2.5—3.5mm為試驗效果最佳.鉆頭體采用φ91×8mm鉆頭料車制而成.其規
熱壓針狀合金鉆頭的研制與應用 熱壓針狀合金鉆頭的研制與應用
格式:pdf
大小:275KB
頁數:3P
4.4
在小口徑鉆進中,金鋼石鉆頭所遇到的巖層性質是多種多樣的,這就要求有與之相適應的鉆頭。因此,研制和改進針狀合金鉆頭與金剛石鉆頭配套使用就有著重要的現實意義。為提高鉆頭質量,擴大使用范圍,我們采用了熱壓法研制針狀合金鉆頭的新工藝。
硬質合金鉆頭的應用問題 硬質合金鉆頭的應用問題
格式:pdf
大小:399KB
頁數:未知
4.7
近十年來,在孔加工,特別是鉆削方面,尚未獲得顯著進展。這主要是由于普通麻花鉆的結構和加工方法不能滿足硬質合金所需要的加工條件。按din8037所規定的鋃硬質合金刀片的麻花鉆,從結構方面來看,沒有顯著提高切削效率的條件。一般硬質合金在中斷切削及刀片局部超負荷的情況下(例如工件具有堅硬的夾雜物),常常會出現崩刃,它與刀具本身的磨損不同,特別對于耐磨的硬質合金來說,對此特別敏感。當刀片承受的負荷和切削熱分布不均勻或溫度變化時,刀刃常常會出現熱裂紋和梳狀裂
合金鉆頭全面鉆進法在野馬泉礦區碳質灰巖地層中應用最新文檔
通用鉆頭改制的鋁鎂合金鉆頭 通用鉆頭改制的鋁鎂合金鉆頭
格式:pdf
大小:280KB
頁數:2P
4.3
通用鉆頭經過刃磨改進幾何角度后,鉆削鋁鎂合金零件,增加了切削性能,保證產品質量,并提高生產效率,以下是鉆頭的幾何角度,以供參考。一、前角:外圓處為8°±3°,越近中心逐漸減小,接近中心處為-13°+3°,如果不把前角磨小當鉆頭占透時,發生零件往上跳動造成孔橢圓,甚至報廢,把不住零件造成機床事
如何選擇硬質合金鉆頭?
格式:pdf
大小:35KB
頁數:2P
4.6
連怡機電技術(上海)有限公司 連怡機電技術(上海)有限公司www.***.*** 如何選擇硬質合金鉆頭? 選用硬質合金鉆頭的考慮因素 1.加工穩定性 除了考慮鉆孔精度要求外,選擇鉆頭時還需考慮加工機床的穩定性。機床穩定性對于鉆 頭的安全使用壽命和鉆孔精度至關重要,因此需要仔細檢驗機床主軸、夾具及附件的工作 狀態。 此外,還應考慮鉆頭自身的穩定性。例如,整體硬質合金鉆頭剛性最好,因此可達到很 高的加工精度。而硬質合金可轉位刀片鉆頭的結構穩定性較差,容易發生偏斜。這種鉆頭 上安裝了兩片可轉位刀片,其中內刀片用于加工孔的中心部分,外刀片則加工從內刀片至 外徑處的外緣部分。由于在加工初始階段只有內刀片進入切削,鉆頭處于不穩定狀態,極易 引起鉆體偏斜,且鉆頭越長,偏斜量越大。 因此,在使用長度超過4d的硬質合金可轉位刀片鉆頭進行鉆削加工時,在開始鉆進階



正確使用硬質合金鉆頭
格式:pdf
大小:535KB
頁數:2P
4.7
正確使用硬質合金鉆頭 因為硬質合金相當寶貴,正確使用鉆頭,做到物盡其用,是每一個機械加工從業者的責任。 正確使用硬質合金鉆頭,主要包括如下幾個方面: 1.選擇正確的機床硬質合金鉆頭可應用于數控機床,加工中心等功率大、剛性好的機 床,并且應保證刀尖跳動tir8-10°時,不可鉆。<8-10°時,進給應減至正常的1


常用的硬質合金鉆頭 (2)
格式:pdf
大小:8KB
頁數:1P
4.5
常用的硬質合金鉆頭規格: φ43通水煤鉆頭 φ90高效組合鉆頭 φ78高效組合鉆頭 φ55高效組合鉆頭 φ86高效通水鉆頭 三翼螺旋鉆頭 φ55三翼刮刀鉆頭 高效組合鉆頭四級組合 φ130六方組合鉆頭 φ65三翼鉆頭 φ76高效通水鉆頭 φ110高效組合鉆頭 φ55兩翼內絲鉆頭 φ28(通水)煤鉆頭

硬質合金鉆頭的合理選用
格式:pdf
大小:260KB
頁數:5P
4.5
硬質合金鉆頭的合理選用 過去,人們一直認為鉆削加工必須在較低的進給量和切削速度下進行,這種觀點在使用普通 鉆頭的加工條件下曾經是正確的。如今,隨著硬質合金鉆頭的出現,鉆削加工的概念也發生 了變化。事實上,通過正確選用合適的硬質合金鉆頭,可以大幅度提高鉆削生產率,降低每 孔加工成本。 硬質合金鉆頭的基本類型 可供用戶選擇的硬質合金鉆頭分為四種基本類型:整體硬質合金鉆頭、硬質合金可轉位刀片 鉆頭、焊接式硬質合金鉆頭和可更換硬質合金齒冠鉆頭。每種鉆頭都具有適合特定加工條件 的優點。 (1)整體硬質合金鉆頭 整體硬質合金鉆頭適于在先進的加工中心上使用。這種鉆頭采用細顆粒硬質合金材料制造, 為延長使用壽命,還進行了tialn涂層處理,專門設計的幾何刃型使鉆頭具有自定心功能, 在鉆削大多數工件材料時具備良好的切屑控制及排屑性能。該鉆頭的自定心功能和嚴格控制 的制造精度可確保孔的鉆削質
合金鉆頭全面鉆進法在野馬泉礦區碳質灰巖地層中應用相關
文輯推薦
知識推薦
百科推薦


職位:水利水電工程項目副經理
擅長專業:土建 安裝 裝飾 市政 園林


