

200T門座機安裝工藝[1]
格式:pdf
大小:81KB
頁數:20P
人氣 :57
![200T門座機安裝工藝[1]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAARCAMAAADjcdz2AAAAclBMVEUAAAD/qgC/gAD/fyr/jhz/lRXuiCL/iCL0lSDzkiT0jiL0kCH6jyTyjyP2kCL0kCP0jiP0jyP0jyT1jyT1kCP1kSP0kCP1kCP1kCT2kCT0jyT1kCP1jyP1kCT2kCT2kCT1kCT1kCT0jyT1kCP1kCT1kCSATLmhAAAAJXRSTlMAAwQGCQwPDxgqLS4yOzxeX2CGhq20tbW3v8DKy8zM2uHq8v7+RHgu6QAAAHNJREFUGBl1wYsSQkAABdDLIgq1JWk91uv+/y+22Kk1pnPwh9e1Hlw38gqHr0nt40fSkNjEuXwMNIa7zGOg4U4DxR2FUNHxDoGg4lcVwBA1rVpg9aL1xKan1WN1mmnNERYZORXnSzGRGRbJWKYw0nJMcPQBuncStYmV7KcAAAAASUVORK5CYII=) 4.5
4.5
1 目錄 一、工程概況 ,,,,,,,,,,,,,,,, 二、門座機吊裝、安裝工藝流程 ,,,,,,,, 三、門座機吊裝、安裝施工工藝 ,,,,,,,, 四、整機試車 ,,,,,,,,,,,,,,,, 2 一、工程概況 本工程地點在舟山市秀山島,由九院設計,常石集團 THB投 資建造兩臺 D20048K12型 200t 門座式起重機 ,該起重機主要由行 走機構、門座、下轉柱、八撐桿、大針輪、轉盤、人字架、臂架 機房及機房內主起升、副起升、變幅機構、旋轉機構、電氣設備 等組成,由無錫大力起重機有限公司制造, 在舟山秀山島 THB工 廠三期現場安裝。 針對本工程實際情況,起重機主要部件在吊裝時擬使用一副 360t 級龍門桅桿吊,按自下而上的順序進行安裝。為確保在起 重機吊裝、安裝過程中的安全、質量和工期,特編制本方案以利 項目的順利實施。 門座起重機主要技術參數: 起重能力:主鉤: 200
![200T門座機安裝工藝[1]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAYAAAAmL5yKAAABIklEQVQ4T63TzSqFURQG4GdfgSIMyA0YUAZ+bsEpF2CuZCKJKCMlJJlImbsAxcAN+BkoBm5ADPwc5Qq2tvbX2efDQJ01+b611rvWflfrXSHG+I4eLYt4wRk2c3gDDfQjFNhmiDGmghVc5kQCDGEBIzl2j0M8IuGTTWG3atAIIZwXncUYU6OTHJsNIVSF36EY43Ri+WeDDNpP3xDCUtn81waZ2kwGptcWsZX9dRwU85/m/xYDvGGieOkIO9lfxXyRu0Zvx0e4xUAxwh32sr+M0WKEZ4y1MShWVzEdr+ngphihWmkHt1DXwX/XeIyHguIHrrIaUzhRnkR3gRnGXBLSRe0WEqYPg/jMBV14wmtNUM3yMNpyMcZ0B9tZYGshhHQPP+wLpwmRgmVQIVIAAAAASUVORK5CYII=)
![200T門座機安裝工藝[1]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAMAAAAR8Wy4AAAARVBMVEUAAAD/gADvjyD2kSP3jyL0kCP0kCP2kCP1jyP2kSP1jyP1kCT0jyP0kCT1jyT2kST1kCT1kCP1jyP0kCP0jyP1kCP1kCR2n9jyAAAAFnRSTlMABBBRYnORkZKSmZ6fpaurrMrL2Nn8BQ/zAwAAAFdJREFUCNeVjDkWgCAQxTKi4jqKy7//US14PKU0XVIEMutKTUo/QhPeEBqg1VjCqBYw15DDoN3IJZISUZvli7n644hyK19z3ffHwVyVgy1z8W6q6LhUcT6v3QVRwpKfOwAAAABJRU5ErkJggg==)


通用門座機安裝工藝2
格式:pdf
大小:1.2MB
頁數:18P
青島海西重機有限責任公司mq型門座機通用總裝工藝 1/18 mq型門座起重機 通用總裝工藝 批準審核編制 青島海西重機有限責任公司 年月日 青島海西重機有限責任公司mq型門座機通用總裝工藝 2/18 概述 一、適用范圍:廠內總裝,滾裝上船的mq型門座起重機 二、總裝場地:海西碼頭。 三、主要吊裝設備:260t門機,150t履帶吊、50t汽車吊、5t叉車等。 四、總裝的一般要求: 1.執行的技術標準、技術文件: gb3811-1983起重機設計規范 gb6067-1985起重機安全規范 jt5017—1986港口門座起重機技術條件 jt/t99—1994港口門座起重機試驗方法 jt5020—1986港口裝卸機械司機室 gb50231-1998機械設備安裝工程施工及驗收通用規范 gb50278-1998起重設備安裝工程施工及
MQ4027單臂桿門座機安裝工藝
格式:pdf
大小:1.6MB
頁數:14P
1 mq4027門座機安裝工藝 mq4027門座式起重機是我公司生產的大型港口起重設備,主機總重量 約315噸,兩輪跨度10.5m,全幅起重量40噸,安裝總高度約30米,工作幅 度9.5~27m,為單臂桿結構,在安裝上存在一定的難度,為確保安裝能安全、 順利進行,務必做好前期準備工作及安裝時的工藝要求,主要分為四個步驟進 行: 一、安裝現場的要求。 1、軌道安裝調試完成,檢驗標準見下表: 大 車 軌 道 安 裝 1軌道接頭間隙≤2mm 2軌道接頭高低左右錯位≤1mm 3軌距偏差≤±5mm 4軌道高低偏差 兩平行軌道在跨度方向各個同一截 面上,軌道面高低差不應超過10mm 5 軌道實際中心與梁實際 中心偏差 軌道中心與承梁中心不應超過± 10mm。 6壓板、螺栓 固定軌道的螺栓、壓板不得缺少松 動,墊片不得竄動。 7軌道外觀 軌道不應有裂紋
編輯推薦下載

成套安裝工藝
格式:pdf
大小:737KB
頁數:16P
4.7
本守則適用于低壓成套開頭控制設備中的主電路元器件安裝與調整。 1元器件安裝、調整應根據安裝調整的對象,采用適當規格的下列若干工具、量具與儀表: a.活動扳手; b.螺絲刀; c.套筒扳手; d.尖嘴鉗; e.剝線鉗; f.鋼板尺; g.鋼卷尺; h.游標卡尺; i.兆歐表; j.萬用表等。 2工藝準備 2.1按圖樣或元器件明細表要求的型號、規格、數量備齊所需的元器件。當元器件與圖樣 或元器件明細要求不一致時,應與項目設計負責人進行溝通并確認。 2.2檢查元器件合格證并妥善保存好,無合格證者應經質檢人員確認是合格品件后,才能 進行安裝,3c認證范圍內的元器件,應標有認證標志。 2.3檢查無器件是否完好無損如絕緣電阻等,備件、附件是否齊全,線圈等有無斷線(可 用萬用表 檢查)等,如有缺損,應予配齊、修復,并經檢驗部門檢驗合格后,才能進行安裝。 2.4清除元

安裝工藝
格式:pdf
大小:28KB
頁數:11P
4.6
一安裝工藝 ★★洗滌盆: (1)洗滌盆產品應平整無損裂。排水栓應有不小于8mm直徑的溢流孔。 (2)排水栓與洗滌盆讓接時排水栓溢流孔應盡量對準洗滌盆溢流孔以保證溢流部位暢通, 鑲接后排水栓上端面應低于洗滌盆底。 (3)托架固定螺栓可采用不小于6mm的鍍鋅開腳螺栓或鍍鋅金屬膨脹螺栓(如墻體是多孔 磚,則嚴禁使用膨脹螺栓)。 (4)洗滌盆與排水管連接后應牢固密實,且便于拆卸,連接處不得敞口。洗滌盆與墻面接 觸部應用硅膏嵌縫。 (5)如洗滌盆排水存水彎和水龍頭是鍍絡產品,在安裝時不得損壞鍍層。 ★★浴盆: (1)在安裝裙板浴盆時,其裙板底部應緊貼地面,樓板在排水處應預留250~300mm洞孔, 便于排水安裝,在浴盆排水端部墻體設置檢修孔。 (2)其他各類浴盆可根據有關標準或用戶需求確定浴盆上平面高度。然后砌兩條磚基礎后 安裝浴盆。如浴盆側邊砌裙墻,應在浴盆排水處設置檢修孔或在排
座機安裝工藝熱門文檔

對重安裝工藝
格式:pdf
大小:16KB
頁數:2P
4.5
對重安裝 1范圍 本工藝標準適用于額定載重量5000kg及以下,額定速度3m/s及以下各類國產曳引驅動 電梯的對重安裝工程。 2施工準備 2.1設備、材料要求: 2.1.1對重架規格應符合設計要求,完整、堅固,無扭曲及損傷現象。 2.1.2對重導靴和固定導靴用的螺絲規格、質量、數量應符合要求。 2.1.3調整墊片應符合要求。 2.2主要機具: 倒鏈、鋼絲繩扣、木方。 2.3作業條件: 2.3.1對重導軌安裝、調整、驗收合格后,在底層拆除局部腳手架排檔,以對重能進 入井道就位為準。 2.3.2井道內電焊把線、照明線等整理好,具有方便的操作場地。 3操作工藝 3.1工藝流程: 吊裝前的準備工作→對重框架吊裝就位→對重導靴安裝、調整→對重塊安裝及固定 3.2吊裝前的準備工作: 3.2.1在腳手架上相應位置(以方便吊裝對重
轎廂安裝工藝
格式:pdf
大小:31KB
頁數:9P
4.4
個人收集整理資料,僅供交流學習,勿作商業用途 1/9 轎廂安裝 1范圍 本工藝標準適用于額定載重量5000kg及以下,額定速度3m/s及以 下各類國產曳引驅動電梯轎廂安裝工程。b5e2rgbcap 2施工準備 2.1設備、材料要求: 2.1.1轎廂零部件應完好無損,數量齊全。規格符合要求。 2.1.2各傳動、轉動部件應靈活,可靠<如安全鉗連動機構)。 2.1.3方木<200×200)或工字鋼<i20#),m16膨脹螺栓, 100×100角鋼,直徑大于50mm的圓鋼或φ75×4的鋼管,8#鉛 絲。p1eanqfdpw 2.2主要機具: 2.2.1電錘、倒鏈<3t以上)、鋼絲繩扣、活板子、榔頭、手電 鉆、水平尺、線墜、鋼板尺、盒尺、圓銼。dxdita9e3d 2.3作業條件: 2.3.1機房裝好門窗,門上加鎖,

通風機安裝工藝、廳門安裝工藝
格式:pdf
大小:38KB
頁數:7P
4.5
通風機安裝 1范圍 本工藝標準適用于風壓低于3kpa(≈300mmh2o)范圍內的中低壓離心式或軸流式通 風機,以及同等原理的各類型風機。 2施工準備 2.1材料及主要機具: 2.1.1通風、空調的風機安裝所使用的主要材料,成品或半成品應有出廠合格證或質 量鑒定文件。 2.1.2風機開箱檢查,皮帶輪,皮帶,電機滑軌及地腳螺栓是否齊備,符合設計要 求。有無缺損等情況。 2.1.3風機軸承清洗,充填潤滑劑其粘度應符合設計要求,不應使用變質或含有雜物 的潤滑劑。 2.1.4地腳螺栓灌注時,應使用與混凝土基礎同等級混凝土,決不能使用失效水泥灌 注。 2.1.5倒鏈、滑輪、繩索、撬棍、活動扳手,鐵錘、鋼絲鉗、螺絲刀、水平尺、鋼板 尺、鋼卷尺、線墜、平板車、高凳、電錘、油桶、刷子、棉布、棉絲等。 2.2作業條件: 2.2.1施工現場環境,除機房內的裝修和地面
安裝工藝及材料 (2)
格式:pdf
大小:119KB
頁數:5P
4.4
材料名稱規格型號單 位 數量材料名稱規格型號單位數量材料名稱規格型號單 位 數量 1變臺電桿 組立 變臺電桿根開2.5米(兩桿中心對中 心) 混泥桿190*10*g根2混泥桿190*12*g根2混泥桿190*15*g根2 根開中心偏差不應超過﹢30mm、兩 桿坑深度應一致、變臺電桿必須安 裝地盤、卡盤 2底盤安裝底盤dp8塊2底盤dp8塊2底盤dp8塊2底盤安裝應平正、底盤的園槽面應 與電桿中心線垂直 卡盤kp12塊2卡盤kp12塊2卡盤kp12塊2卡盤必須安裝在變臺電桿外側、卡 盤上平面距地面不應小于500mm 卡盤抱箍u22-310付1卡盤抱箍u22-330付1卡盤抱箍u22-370付1卡盤抱箍螺絲必須是一平雙螺母 u型抱箍按 二平四螺 母配置 抱箍100*8*
座機安裝工藝精華文檔
安裝工藝及材料
格式:pdf
大小:119KB
頁數:5P
4.6
材料名稱規格型號單 位 數量材料名稱規格型號單位數量材料名稱規格型號單 位 數量 1變臺電桿 組立 變臺電桿根開2.5米(兩桿中心對中 心) 混泥桿190*10*g根2混泥桿190*12*g根2混泥桿190*15*g根2 根開中心偏差不應超過﹢30mm、兩 桿坑深度應一致、變臺電桿必須安 裝地盤、卡盤 2底盤安裝底盤dp8塊2底盤dp8塊2底盤dp8塊2底盤安裝應平正、底盤的園槽面應 與電桿中心線垂直 卡盤kp12塊2卡盤kp12塊2卡盤kp12塊2卡盤必須安裝在變臺電桿外側、卡 盤上平面距地面不應小于500mm 卡盤抱箍u22-310付1卡盤抱箍u22-330付1卡盤抱箍u22-370付1卡盤抱箍螺絲必須是一平雙螺母 u型抱箍按 二平四螺 母配置 抱箍100*8*
弱電安裝工藝
格式:pdf
大小:646KB
頁數:14P
4.8
頁眉內容 弱電工程施工工藝標準 目錄 一、車庫管理系統安裝工藝標準-------------------------------3 二、門禁系統安裝工藝標--------------------------------6 三、巡更系統安裝工藝標準-------------------------------9 四、有線電視共用天線系統安裝工藝標------------------------11 五、綜合布線系統安裝工藝標--------------------------------14 六、廣播系統安裝工藝標準--------------------------------18 七、電話插座與組線箱安裝工藝標----------------------------20 八、監控系統安裝工藝標準-----------
安裝工藝流程
格式:pdf
大小:25KB
頁數:7P
4.6
水電安裝主要工序及技術要求 一、施工準備: 1、安裝項目經理、安裝技術負責人、施工隊長、技術員在工程開 工之前應認真熟悉圖紙,安裝技術負責人負責施工方案的編制, 項目經理、技術員參與施工方案的制定;根據施工方案確定的施 工和技術交底的具體措施做好準備工作。 2、參看有關專業設備圖和裝飾施工圖,核對各種管道的坐標、標 高是否有交叉,合理布置管道、橋架排列,對于變更必須由甲方 簽訂工程變更單后方可進行施工,否則應嚴格按圖紙進行施工。 二、預留、預埋: 1、由安裝技術負責人組織安裝項目經理、技術員、施工隊長進行 圖紙內部會審,熟悉各專業的技術要求; 2、水電預埋與主體施工同時進行,由專人負責,配合土建施工確 保預埋套管位置、型號、數量準確無誤,安裝牢固可靠,嚴禁事 后鑿墻打洞;穿線套管設備密切配合土建施工,梁柱、樓板中的 管線與鋼筋綁扎同步進行,墻內管線在砌筑時埋入,所有隱蔽
箱梁安裝工藝總結
格式:pdf
大小:3.9MB
頁數:18P
4.3
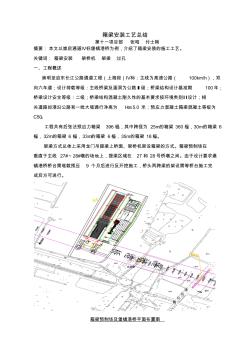
箱梁安裝工藝總結 第十一項目部張昭付士剛 摘要:本文以崇啟通道ⅳ標堡鎮港橋為例,介紹了箱梁安裝的施工工藝。 關鍵詞:箱梁安裝架橋機架梁過孔 一、工程概述 崇明至啟東長江公路通道工程(上海段)ⅳ標:主線為高速公路(100km/h),雙 向六車道;設計荷載等級:主線橋梁及涵洞為公路ⅰ級;橋梁結構設計基準期100年; 橋梁設計安全等級:二級;橋梁結構混凝土耐久性的基本要求按環境類別ⅱ設計;相 關道路如港沿公路和一線大堤通行凈高為h≥5.0米;預應力混凝土箱梁混凝土等級為 c50。 工程共有后張法預應力箱梁396榀,其中跨徑為25m的箱梁360榀,30m的箱梁6 榀,32m的箱梁6榀,33m的箱梁6榀,35m的箱梁18榀。 架梁方式總體上采用龍門吊提梁上橋面、架橋機架設箱梁的方式。箱梁預制場在 垂直于主線27#~28#墩的場地上,提梁區域在27和28號橋墩
廣播系統安裝工藝
格式:pdf
大小:26KB
頁數:5P
4.4
廣播系統安裝 1范圍 本工藝標準適用于建筑物內的廣播系統安裝工程。 2施工準備 材料設備要求: 喇叭(揚聲器):有電動式、靜電式、電磁式和離子式等多種。其中電動式揚 聲器應用最廣,它又分紙盒揚聲器和號筒揚聲器兩種。選用時應根據設計要求的 規格型號,注意標稱功率和阻抗等參數,并有產品合格證。 聲箱:它包括喇叭(揚聲器)、箱體、護罩等附件,是定型產品,選用時應符 合設計要求的規格型號,并有產品合格證。 線間變壓器(輸送變壓器)。它用于擴音機與揚聲器之間進行阻抗變換,擴音 機輸出端為高阻抗輸出,揚聲器端為低阻抗匹配。選用時應符合設計要求的規格 型號,并有產品合格證。 分線箱、端子箱:干路與支路分線路之用,箱體采用定型產品。并附有產品 合格證。 控制器:控制音量大小的裝置,應選用定型產品,并有產品合格證。 外接插座:為廣播專用插座,采用定型產品并附有產品合格證。 擴音機:它是擴聲系統主機,
座機安裝工藝最新文檔
PVC管安裝工藝 (2)
格式:pdf
大小:52KB
頁數:10P
4.7
第三節upvc管施工方案 一、工程概況 pvc-u管道的特點:質量輕、光潔好、美觀、介質阻力小、組配靈活方便、 安裝省時省力、因此,pvc-u管道在化工行業中應用及為廣泛。 二、管道安裝的施工準備 2.1、施工具備條件: 1)、設計圖紙及其他技術文件齊全,并經會審; 2)、按批準的施工方案或施工組織設計,已進行技術交底; 3)、材料、施工力量、機具等能保證正常施工; 4)、施工場地及施工用水、用電、材料貯放場地等臨時設施,能滿足施工需 要。 2.2、管道安裝前,應了解建筑物的結構,熟悉設計圖紙、施工方案及其 它工種的配合措施。安裝人員必須熟悉管、配件的性能,掌握基本的安裝要點, 嚴禁盲目施工。 2.3、管道系統安裝前,應對材料的外觀和接頭配合的公差進行仔細地檢 查,必須清除管材及管件內外的污垢和雜物,管道系統安裝間斷或完畢的敞口處, 應隨時封堵。 2.4、管道安裝前應
PVC管安裝工藝
格式:pdf
大小:64KB
頁數:10P
4.4
pvc管安裝工藝 第三節upvc管施工方案 一、工程概況 pvc-u管道的特點:質量輕、光潔好、美觀、介質阻力小、組配靈活方便、 安裝省時省力、因此,pvc-u管道在化工行業中應用及為廣泛。 二、管道安裝的施工準備 2.1、施工具備條件: 1)、設計圖紙及其他技術文件齊全,并經會審; 2)、按批準的施工方案或施工組織設計,已進行技術交底; 3)、材料、施工力量、機具等能保證正常施工; 4)、施工場地及施工用水、用電、材料貯放場地等臨時設施,能滿足施工需 要。 2.2、管道安裝前,應了解建筑物的結構,熟悉設計圖紙、施工方案及其 它工種的配合措施。安裝人員必須熟悉管、配件的性能,掌握基本的安裝要點, 嚴禁盲目施工。 2.3、管道系統安裝前,應對材料的外觀和接頭配合的公差進行仔細地檢 查,必須清除管材及管件內外的污垢和雜物,管道系統安裝間斷或完畢的敞口處, 應隨時封堵。 2


拍門制造及安裝工藝
格式:pdf
大小:54KB
頁數:5P
4.7
太浦河泵站位于江蘇省吳江市廟港鎮境內的太浦河節制閘南側,距東太湖約2公里,距蘇州市約51公里,與已建的太浦河節制閘平列布 置,中心線平行距離200米。 泵站設計流量為300m3/s,安裝有6臺50m3/s的斜軸泵,水泵型式為斜15°斜軸泵,轉輪直徑,配套1600kw異步電動機,水泵最高凈 揚程,設計凈揚程,最低凈揚程。 每一臺斜軸泵有兩個進水孔口和兩個出水孔口,在水泵處匯在一起,泵站在太湖側是進水池,12個孔口,安裝四套檢修閘門;泵站在太 浦河側是出水池,12個孔口,前后兩道閘門,第一道閘門為多葉拍門,第二道閘門為快速工作閘門。在枯水期,太湖水位比太浦河水位 低,為了防止太浦河水倒流回太湖,故安裝多葉拍門,即止回水閘門。中國水利水電第十一工程局機電安裝分局是第一次制造大型拍門。 太浦河泵站多葉拍門的特點: 多葉拍門尺寸為高×寬×厚,每臺工作拍門上有3個

干法安裝工藝
格式:doc
大小:22KB
頁數:1P
4.8
干法安裝工藝 干法安裝是直接在板塊上、下端鉆孔或鑿凹槽,用特制的連接件與埋在結構墻內的膨脹螺栓連接固定,在石板與墻體間形成80~90mm寬空氣層的做法,如圖示。 外墻花崗石干掛法施工 (1)本工程外墻花崗石板有磨光和毛面兩種,但均需顏色一致,以免影響外觀,光澤度、毛面要求、體積密度、吸水率、彎曲強度、干燥壓縮強度都要滿足有關要求。加工尺寸允許偏差符合規范規定,板上下側開槽,板面無裂紋,板邊無缺棱掉角,托板挑板墊板及窗口外套箍,銷釘螺栓等零件均為不銹鋼制品。厚為6mm,包括膨脹螺栓也為不銹鋼件。對不銹鋼掛件必須做化學成分,極限強度,屈服強度,延伸率,掛件變形等物理性能測試,滿足要求。 (2)板材厚為25mm,大小尺寸根據圖紙分線要求,排好尺寸,編號順序進行加工訂貨,注意留設縱橫縫隙。 (3)彈線:按墻面排板圖,彈出各種板排列線,

濕法安裝工藝
格式:doc
大小:20KB
頁數:1P
4.6
濕法安裝工藝 濕法安裝工藝是我國花崗石、大理石板塊裝飾施工的傳統做法,采用連接件與結構基層錨掛連接固定后,用水泥砂漿填灌縫隙的施工安裝方法。 (1)安裝錨固方法可分為以下幾種類型: ①在結構的墻體內預埋錨固件,焊接鋼筋網,石板上、下端鉆孔,用連接件錨掛。如圖。 ②在結構墻面上后期打孔埋入木楔,綁扎錨掛用的附墻鋼筋網,用釘固定在木楔上,并在石板上下端鉆孔,用連接件將石板在鋼筋網上掛的安裝方法,這是廣東的傳統做法。如圖。 ③結構墻面不設鋼筋,在結構墻體完成后,在墻面上按石板錨掛的相應位置鉆斜孔,石板上下亦鉆孔,用螞蝗搭型連結件與墻面結構直接連接,借助墻體上斜孔摩擦力錨掛。 ④在墻內預埋6mm直徑鋼筋綁扎鋼筋網并在石板背面的上方,用環氧樹脂粘貼掛鉤(掛鉤用2mm鋁板或鋼板制成)錨掛在鋼筋網上錨固。 (2)石

盤)安裝工藝標準
格式:doc
大小:40KB
頁數:7P
4.6
目錄 第一章施工準備 2 第二章操作工藝 3 第三章質量標準 7 第四章成品保護 8 第一章施工準備 1.1材料要求: 1.1.1鐵制配電箱(盤):箱體應有一定的機械強度,周邊平整無損傷,油漆無脫落,二層底板厚度不小于1.5mm,但不行采用阻燃型塑料板做二層底板,箱內各種器具應安裝牢固,導線排列整齊,壓接牢固、應為兩部定點廠產品,并有產品合格證。 1.1.2塑料配電箱(盤):箱體應有一定的機械強度。周邊平整無損傷,塑料二層底板厚度不應小于8mm,并有產品合格證。 1.1.3木制配電箱(盤):應刷防腐、防火涂料,木制板盤面厚度不應小于20mm。 1.1.4鍍鋅材料有角鋼、扁鐵、鐵皮、機螺絲、木螺絲、螺栓、墊圈、圓釘等。 1.1.5絕緣導線:導線的型號規格必須符合設計要求,并有產品合格證。 1.1.6其它材料:電器儀表、熔絲(或熔片)、端子凳、絕緣嘴、鋁
冷媒管的安裝工藝
格式:pdf
大小:323KB
頁數:7P
4.8
冷媒管的安裝工藝 1.冷媒銅管管徑的選擇 (1)、連接管管材為紫銅tp2m,滿足gb/t17791-1999《空調與制冷用無縫銅管》的要求。 (2)、銅管壁厚要求(單位:㎜): 配管尺寸(外徑)壁厚配管尺寸(外徑)壁厚 φ6≥0.5φ22≥1.5 φ9.52≥0.71φ25≥1.5 φ12≥1.0φ28≥1.5 φ16≥1.0φ35≥1.5 φ19≥1.0 (3)、下圖多聯空調機為示意圖 vrv系統 分歧接頭 冷媒銅管 遙控器 室外機之間 連接接頭 室內機 室外機 f 室內機 ghi 室外機 edcba 室內機 分支管 2.冷媒銅管的焊接 (1)、焊接作業基本流程: (2)、焊接說明: a、操作者必須熟練掌握焊具的使用方法和操作技術,持有焊工證。 b、必須經過專門的學習培訓,并取得有關部門頒發的“資格證”方可從事手工焊接作業。
板房安裝工藝
格式:pdf
大小:10KB
頁數:5P
4.8
板房安裝工藝 一、進場準備 1、根據公司分配的站點,要求施工隊伍提前看點,了解基礎是否可 以進行板房安裝。注意基礎尺寸,有無障礙物等。若有問題及時與公 司溝通。 2、確定是否使用其他特種機械,吊車。 3、與站址所在地皮歸屬人或單位提前做好溝通,確認是否可以施工。 (有時需要和附近的人員和單位也要溝通) 4、對現場情況進行拍照存根,確保責任歸屬。確定進場施工時間。 二、進場施工 1、卸車 1.負責與送貨車輛聯系確定到達現場位置及時間。 2.送貨車到達后觀察車輛上擺放產品是否整齊,還是經過顛簸后堆放 物已經倒塌。拍照存根。 3.卸車點貨,根據所安裝房子料單點件確認到貨是否全數。到貨不全 詢問司機是否有遺漏,司機隨車有送貨單對比檢查。如若司機遺失拒 付車費,如若工廠未配齊,及時聯系工廠。 4.清點結束簽字確認,付車費。保留簽字后的出庫明細,標明站址作 為最后結算用資料。 2、施工前計劃
座機安裝工藝相關
文輯推薦
知識推薦
百科推薦


職位:客戶經理
擅長專業:土建 安裝 裝飾 市政 園林


