

展柜烤漆施工工藝
格式:pdf
大小:5KB
頁數:2P
人氣 :65
 4.3
4.3
1 / 2 木質展柜烤漆施工工藝流程 1.主要施工工藝 (1)清漆施工工藝: 清理柜臺展柜的木結構表面 →磨砂紙打光 →上潤泊粉→打磨砂紙 →滿刮第一 遍膩子,砂紙磨光 →滿刮第二遍膩子,細砂紙磨光 →涂刷油色→噴第一遍漆 →拼 找顏色復補膩子,細砂紙磨光 →噴第二遍漆,細砂紙磨光 →噴第三遍漆、涼干 房涼干,磨光 →水砂紙打磨光,打蠟,擦亮。 (2)混色油漆施工工藝: 首先清掃柜臺展柜基層表面的灰塵和木質毛刺,,修補基層 →用磨砂紙打 平木質表面 →節疤處打漆片 →打底刮膩子 →涂干性油→第一遍滿刮膩子 →磨光→ 涂刷底層涂料 →底層涂料干硬 →涂刷面層→復補膩子進行修補 →磨光擦凈第三遍 面漆涂刷第二遍涂料 →磨光→第三遍面漆 →拋光打蠟。 2.施工要點 (1)清油噴涂的施工規范 打磨基層是噴涂清漆的重要工序,應首先將柜臺展柜木器表面的塵灰、油 污、木屑等雜質清除干凈。上潤油粉也是清漆



展柜烤漆施工工藝 (2)
格式:pdf
大小:9KB
頁數:1P
木質展柜烤漆施工工藝流程 1.主要施工工藝 (1)清漆施工工藝: 清理柜臺展柜的木結構表面→磨砂紙打光→上潤泊粉→打磨砂 紙→滿刮第一遍膩子,砂紙磨光→滿刮第二遍膩子,細砂紙磨光→涂 刷油色→噴第一遍漆→拼找顏色復補膩子,細砂紙磨光→噴第二遍 漆,細砂紙磨光→噴第三遍漆、涼干房涼干,磨光→水砂紙打磨光, 打蠟,擦亮。 (2)混色油漆施工工藝: 首先清掃柜臺展柜基層表面的灰塵和木質毛刺,,修補基層→用 磨砂紙打平木質表面→節疤處打漆片→打底刮膩子→涂干性油→第 一遍滿刮膩子→磨光→涂刷底層涂料→底層涂料干硬→涂刷面層→ 復補膩子進行修補→磨光擦凈第三遍面漆涂刷第二遍涂料→磨光→ 第三遍面漆→拋光打蠟。 2.施工要點 (1)清油噴涂的施工規范 打磨基層是噴涂清漆的重要工序,應首先將柜臺展柜木器表面的塵 灰、油污、木屑等雜質清除干凈。上潤油粉也是清漆涂刷的重要工序, 施工時用棉絲蘸油粉
木質展柜烤漆施工工藝流程
格式:pdf
大小:389KB
頁數:2P
木質展柜烤漆施工工藝流程 1.主要施工工藝 (1)清漆施工工藝: 清理柜臺展柜的木結構表面→磨砂紙打光→上潤泊粉→打磨砂紙→滿刮第一遍膩子,砂紙磨光→滿刮第二 遍膩子,細磨砂紙磨光→涂刷油色→噴第一遍漆→拼找顏色復補膩子,細砂紙磨光→噴第二遍漆,細砂紙 磨光→噴第三遍漆、晾干房晾干。磨光→水砂紙打磨光,打蠟、擦亮。 (2)混色油漆施工工藝: 首先清掃柜臺展柜層表面的灰塵和木質毛刺,修補基層→用磨砂紙打平木質表面→節疤處打漆片→打底刮 膩子→涂干性油→第一遍滿刮膩子→磨光→涂刷底層涂料→底層涂料干硬→涂刷面層→復補膩子進行修補 →磨光擦凈第三遍面漆涂刷第二遍涂料→磨光→第三遍面漆→拋光打蠟。 2.施工要點 清油噴涂的施工規范 打磨基層是噴涂清漆的重要工序,應首先將柜臺展柜木器表面的塵灰、油污、木削等雜志清楚干凈,上潤 油粉也是清漆涂刷的重要工序,施工時用棉絲蘸油粉涂抹在柜臺展柜木器的表面
編輯推薦下載
木質展柜烤漆施工工藝流程 (2)
格式:pdf
大小:24KB
頁數:2P
4.4
木質展柜烤漆施工工藝流程 發表于:2011-1-410:19:08 烤漆柜臺展柜的木材噴漆施工工藝流程 1.主要施工工藝 (1)清漆施工工藝: 清理柜臺展柜的木結構表面→磨砂紙打光→上潤泊粉→打磨砂紙 →滿刮第一遍膩子,砂紙磨光→滿刮第二遍膩子,細砂紙磨光→涂刷油色 →噴第一遍漆→拼找顏色復補膩子,細砂紙磨光→噴第二遍漆,細砂紙磨 光→噴第三遍漆、涼干房涼干,磨光→水砂紙打磨光,打蠟,擦亮。 (2)混色油漆施工工藝: 首先清掃柜臺展柜基層表面的灰塵和木質毛刺,,修補基層→用磨 砂紙打平木質表面→節疤處打漆片→打底刮膩子→涂干性油→第一遍 滿刮膩子→磨光→涂刷底層涂料→底層涂料干硬→涂刷面層→復補膩 子進行修補→磨光擦凈第三遍面漆涂刷第二遍涂料→磨光→第三遍面 漆→拋光打蠟。 2.施工要點 清油噴涂的施工規范 打磨基層是噴涂清漆的
烤漆的施工工藝
格式:pdf
大小:10KB
頁數:1P
4.5
烤漆的施工工藝 一、工藝: a、烤漆:在基材上打三遍底漆、四遍面漆,每上一遍漆,都送入無塵衡溫烤房, 烘烤。 b、噴漆:在基材上磨呢子,再在上面噴上漆,自然晾干。 二、漆膜。 做法:用手摸烤漆門板的四邊棱角,是否光滑、憑證;觀察棱角的顏色,是否與 門板顏色相同。 對比: a、烤漆:棱角光滑、顏色相同。證明漆膜均勻,色彩飽滿。 b、噴漆:棱角部分毛糙,顏色比門板淺。證明漆膜不均勻,色彩不飽滿: 三、紋路。 做法:對照光線,看烤漆門板表面,是否有桔皮現象。 對比: a、烤漆:門板表面光滑,無紋路、桔皮現象。 b、噴漆:門板表面有紋路,不光滑,有桔皮現象。 四、表面。 做法:用手摸烤漆門板表面,是否有塵粒、氣泡。 對比: a、烤漆:門板表面平整、光滑。 b、噴漆:門板表面有顆粒物,不光滑,觸摸有異感。
展柜烤漆施工工藝熱門文檔
烤漆玻璃施工工藝 (4)
格式:pdf
大小:72KB
頁數:2P
4.6
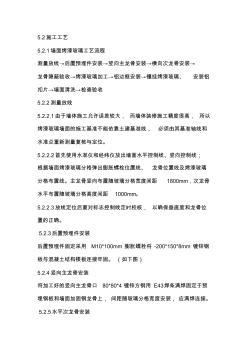
5.2施工工藝 5.2施工工藝 5.2.1墻面烤漆玻璃工藝流程測量放線→后置預埋件安裝→豎向主龍骨安裝→ 橫向次龍骨安裝→龍骨隱蔽驗收→烤漆玻璃加工→鋁邊框安裝→鑲掛烤漆玻璃、 安裝鋁扣片→墻面清洗→檢查驗收 5.2.2測量放線 5.2.2.1由于墻體施工允許誤差較大,而墻體裝修施工精度很高,所以烤漆玻璃 墻面的施工基準不能依靠土建基準線,必須由其基準軸線和水準點重新測量復核 與定位。 5.2.2.2首先使用水準儀和經緯儀放出墻面水平控制線、豎向控制線;根據墻面 烤漆玻璃分格彈出膨脹螺栓位置線、龍骨位置線及烤漆玻璃分格布置線。主龍骨 豎向布置隨玻璃分格寬度間距1800mm,次龍骨水平布置隨玻璃分格高度間距 1000mm。 5.2.2.3放線定位后要對標志控制線定時校核,以確保垂直度和龍骨位置的正 確。 5.2.3后置預埋件安裝 后置預埋件固定采用m10*100mm
淋涂玻璃烤漆施工工藝及其配方
格式:pdf
大小:7KB
頁數:3P
4.6
淋涂玻璃烤漆施工工藝及其配方 隨著人們生活水平的不斷提高,家居裝飾越來越受到青睞。人們對裝 飾的要求也越來越高,不僅要有與房間相映襯的色彩和圖案,而且還 要求環保無毒、別具風格、自然大方等,這樣就為裝飾玻璃帶來了極 大的市場空間。 裝飾玻璃行業從無到有,再到快速發展的今天,僅僅用了7~8a的時 間。人們對玻璃上的圖案、色彩、性能的要求也越來越高。由于玻璃 表面十分光滑,具有較低的表面張力,這就要求印刷在上面的油墨(絲 印油墨)具有很好的附著力和印刷適性。很多油墨供應商為使油墨能 有較佳的流平效果,都在油墨中添加了一定比例的有機硅流平劑,以 使油墨在玻璃上有較好的絲印效果。但是,在裝飾玻璃的深加工工藝 上,往往還要在油墨的表面上噴涂(或淋涂)涂料,以起到保護和背 景色的作用。這就要求涂料在油墨上和玻璃上有很好的流平性和附著 力。但在表面張力較低的油墨和玻璃上涂覆涂料,往往會產生縮孔和
烤漆玻璃施工工藝
格式:pdf
大小:16KB
頁數:4P
4.8
5.2施工工藝 5.2.1墻面烤漆玻璃工藝流程 測量放線→后置預埋件安裝→豎向主龍骨安裝→橫向次龍骨安裝→ 龍骨隱蔽驗收→烤漆玻璃加工→鋁邊框安裝→鑲掛烤漆玻璃、安裝鋁 扣片→墻面清洗→檢查驗收 5.2.2測量放線 5.2.2.1由于墻體施工允許誤差較大,而墻體裝修施工精度很高,所以 烤漆玻璃墻面的施工基準不能依靠土建基準線,必須由其基準軸線和 水準點重新測量復核與定位。 5.2.2.2首先使用水準儀和經緯儀放出墻面水平控制線、豎向控制線; 根據墻面烤漆玻璃分格彈出膨脹螺栓位置線、龍骨位置線及烤漆玻璃 分格布置線。主龍骨豎向布置隨玻璃分格寬度間距1800mm,次龍骨 水平布置隨玻璃分格高度間距1000mm。 5.2.2.3放線定位后要對標志控制線定時校核,以確保垂直度和龍骨位 置的正確。 5.2.3后置預埋件安裝 后置預埋件固定采用m10*100mm膨脹螺栓將-2
烤漆玻璃施工工藝
格式:pdf
大小:28KB
頁數:4P
4.6
v1.0可編輯可修改 1 施工工藝 5.2.1墻面烤漆玻璃工藝流程 測量放線→后置預埋件安裝→豎向主龍骨安裝→橫向次龍骨安裝→ 龍骨隱蔽驗收→烤漆玻璃加工→鋁邊框安裝→鑲掛烤漆玻璃、安裝鋁 扣片→墻面清洗→檢查驗收 5.2.2測量放線 5.2.2.1由于墻體施工允許誤差較大,而墻體裝修施工精度很高,所 以烤漆玻璃墻面的施工基準不能依靠土建基準線,必須由其基準軸線 和水準點重新測量復核與定位。 5.2.2.2首先使用水準儀和經緯儀放出墻面水平控制線、豎向控制線; 根據墻面烤漆玻璃分格彈出膨脹螺栓位置線、龍骨位置線及烤漆玻璃 分格布置線。主龍骨豎向布置隨玻璃分格寬度間距1800mm,次龍骨 水平布置隨玻璃分格高度間距1000mm。 5.2.2.3放線定位后要對標志控制線定時校核,以確保垂直度和龍骨 位置的正確。 5.2.3后置預埋件安裝 后置預埋件固定采用m10*
展柜烤漆施工工藝精華文檔
烤漆玻璃施工工藝 (3)
格式:pdf
大小:17KB
頁數:4P
4.4
5.2施工工藝 5.2.1墻面烤漆玻璃工藝流程 測量放線→后置預埋件安裝→豎向主龍骨安裝→橫向次龍骨安裝→ 龍骨隱蔽驗收→烤漆玻璃加工→鋁邊框安裝→鑲掛烤漆玻璃、安裝鋁 扣片→墻面清洗→檢查驗收 5.2.2測量放線 5.2.2.1由于墻體施工允許誤差較大,而墻體裝修施工精度很高,所以 烤漆玻璃墻面的施工基準不能依靠土建基準線,必須由其基準軸線和 水準點重新測量復核與定位。 5.2.2.2首先使用水準儀和經緯儀放出墻面水平控制線、豎向控制線; 根據墻面烤漆玻璃分格彈出膨脹螺栓位置線、龍骨位置線及烤漆玻璃 分格布置線。主龍骨豎向布置隨玻璃分格寬度間距1800mm,次龍骨 水平布置隨玻璃分格高度間距1000mm。 5.2.2.3放線定位后要對標志控制線定時校核,以確保垂直度和龍骨位 置的正確。 5.2.3后置預埋件安裝 后置預埋件固定采用m10*100mm膨脹螺栓將-2

防火型烤漆龍骨施工工藝
格式:pdf
大小:270KB
頁數:6P
4.4
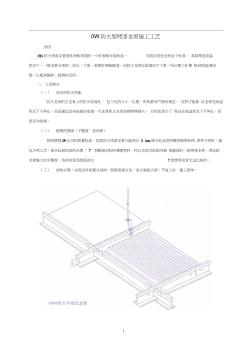
防火型烤漆龍骨施工工藝 owa防火型烤漆龍骨施工工藝 壹.前言 owa防火烤漆龍骨是歐洲和美國的壹個礦棉板安裝標準,中國目前仍沒有這個標準。 其原理是高溫狀況下,壹般龍骨會變軟、拉長、下垂,致使礦棉板脫落,而防火龍骨會收縮 而不下垂,所以整個礦棉板結構延緩垮塌,以起到隔熱、阻燃的目的。 二.工法特點 (壹)優良的防火性能 防火龍骨的主龍骨上的防火收縮孔,這個孔的大小、位置、形狀都有嚴格的規定,這樣 才能保證龍骨在高溫狀況下不伸長,而是通過定向扭曲而收縮。次龍骨和主龍骨連接特殊接 頭,目的也是為了保證在高溫狀況下不伸長,而是定向收縮。 (二)超強的強度(平整度、直線度) 按照德國owax公司的質量標準,這款防火烤漆龍骨只能用以0.4mm厚冷軋連續熱 鍍鋅鋼帶和烤漆帶為原料,通過冷彎工藝,復合軋制而成的合理“t”型斷面結構的薄壁型 材。所以也是目前國內強度最高的壹款烤漆龍骨,


烤漆工藝
格式:pdf
大小:91KB
頁數:8P
4.4
烤漆工藝 噴漆是對經過檢驗合格后的產品、半成品表面覆蓋,起到防銹、防 腐,漂亮美觀并具有標志的作用。進行在噴漆、噴塑前必須進行前處 理,在前處理作必要的整體檢查,并按工藝作局部修整。 一、前處理工藝流程簡圖 預處理→除油→水洗→除銹→水洗→磷化→干燥→噴塑(噴漆) 二、前處理工藝規范及操作規程 2.1、生產線布局: 槽體功能:除油---水洗---除銹----水洗----水洗----磷化----水洗---噴塑(噴漆) 2.2、預處理: 2.2.1根據具體生產現場的條件及處理工件表面狀況不同,而采取 的物理手段,其主要目的是消除化學處理中影響處理質量和周期的控 制因素,維護化學制劑的使用壽命。如:對于被處理新產品表面過多 的油污、灰塵、鐵屑、塊銹、浮銹及過厚的氧化皮和不能酸洗的產品 進行人工擦洗和去除(主要采用鋼絲刷和砂布),處理后用壓縮空氣 清除銹塵
展柜烤漆施工工藝最新文檔
owa防火型烤漆龍骨施工工藝
格式:pdf
大小:541KB
頁數:9P
4.7
1 2020年4月19日 owa防火型烤漆龍 骨施工工藝 資料內容僅供參考,如有不當或者侵權,請聯系本人改正或者刪除。 2 2020年4月19日 owa防火型烤漆龍骨施工工藝 一.前言 owa防火烤漆龍骨是歐洲和美國的一個礦棉板安裝標準,中國當前還 沒有這個標準。其原理是高溫狀況下,一般龍骨會變軟、拉長、下垂,致 使礦棉板脫落,而防火龍骨會收縮而不下垂,因此整個礦棉板結構延緩垮塌, 以起到隔熱、阻燃的目的。 二.工法特點 (一)優良的防火性能 防火龍骨的主龍骨上的防火收縮孔,這個孔的大小、位置、形狀都有嚴 格的規定,這樣才能保證龍骨在高溫狀況下不伸長,而是經過定向扭曲而收 縮。次龍骨和主龍骨連接特殊接頭,目的也是為了保證在高溫狀況下不伸 長,而是定向收縮。 (二)超強的強度(平整度、直線度
![【精品】最新[精品]鋼琴烤漆的施工工藝和難點](https://files.zjtcn.com/group1/M00/31/BA/CgoBZ2AdAveADgH8AAAbPV3eEVU438.jpg)
烤漆玻璃墻面施工工藝
格式:pdf
大小:7KB
頁數:3P
4.8
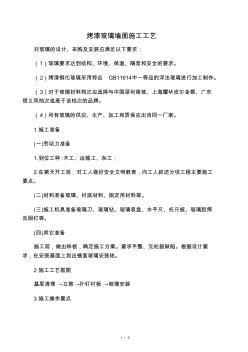
1/3 烤漆玻璃墻面施工工藝 對玻璃的設計、采購及安裝應滿足以下要求: (1)玻璃要求達到結構、環境、保溫、隔音和安全的要求。 (2)烤漆鋼化玻璃采用符合gb11614中一等品的浮法玻璃進行加工制作。 (3)對于玻璃材料檔次應選擇與中國深圳南玻、上海耀華皮爾金頓、廣東 信義同檔次或高于該檔次的品牌。 (4)所有玻璃的供應、生產、加工和質保應出自同一廠家。 1施工準備 (一)勞動力準備 1.到位工種:木工、運輸工、雜工; 2.在第天開工前,對工人做好安全文明教育,向工人敘述分項工程主要施工 要點。 (二)材料準備玻璃、襯底材料、固定用材料等。 (三)施工機具準備玻璃刀、玻璃鉆、玻璃吸盤、水平尺、托尺板、玻璃膠筒 及固釘等。 (四)其它準備 施工前,做出樣板,確定施工方案。要求平整、無松鼓缺陷。根據設計要 求,在安裝基面上劃出鏡面玻璃安裝線。 2施工工藝框圖 基層清理→立筋→撲釘
烤漆玻璃工程施工工藝
格式:pdf
大小:16KB
頁數:4P
4.7
5.2施工工藝 5.2.1墻面烤漆玻璃工藝流程 測量放線→后置預埋件安裝→豎向主龍骨安裝→橫向次龍骨安裝→ 龍骨隱蔽驗收→烤漆玻璃加工→鋁邊框安裝→鑲掛烤漆玻璃、安裝鋁 扣片→墻面清洗→檢查驗收 5.2.2測量放線 5.2.2.1由于墻體施工允許誤差較大,而墻體裝修施工精度很高,所以 烤漆玻璃墻面的施工基準不能依靠土建基準線,必須由其基準軸線和 水準點重新測量復核與定位。 5.2.2.2首先使用水準儀和經緯儀放出墻面水平控制線、豎向控制線; 根據墻面烤漆玻璃分格彈出膨脹螺栓位置線、龍骨位置線及烤漆玻璃 分格布置線。主龍骨豎向布置隨玻璃分格寬度間距1800mm,次龍骨 水平布置隨玻璃分格高度間距1000mm。 5.2.2.3放線定位后要對標志控制線定時校核,以確保垂直度和龍骨位 置的正確。 5.2.3后置預埋件安裝 后置預埋件固定采用m10*100mm膨脹螺栓將-2
烤漆
格式:pdf
大小:60KB
頁數:8P
4.5
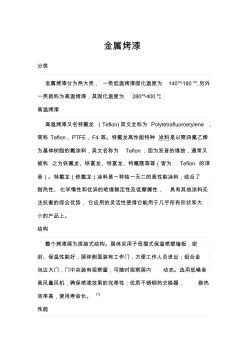
金屬烤漆 分類 金屬烤漆分為兩大類,一類低溫烤漆固化溫度為140°-180°,另外 一類就稱為高溫烤漆,其固化溫度為280°-400°。 高溫烤漆 高溫烤漆又名特氟龍(teflon)英文全稱為polytetrafluoroetylene, 簡稱teflon、ptfe、f4等。特氟龍高性能特種涂料是以聚四氟乙烯 為基體樹脂的氟涂料,英文名稱為teflon,因為發音的緣故,通常又 被稱之為鐵氟龍、鐵富龍、特富龍、特氟隆等等(皆為teflon的譯 音)。特氟龍(鐵氟龍)涂料是一種獨一無二的高性能涂料,結合了 耐熱性、化學惰性和優異的絕緣穩定性及低摩擦性,具有其他涂料無 法抗衡的綜合優勢,它應用的靈活性使得它能用于幾乎所有形狀和大 小的產品上。 結構 整個烤漆房為拼裝式結構。房體采用子母插式保溫噴塑墻板,密 封、保溫性能好,房體側面裝有工作門,方便工作人員進出;鋁合金
烤漆標準
格式:pdf
大小:100KB
頁數:6P
4.7
精品 感謝下載載 1.0目的﹕ 1.1確保本公司之烤漆制品符合客戶要求 1.2提供品保人員檢測之依據﹐作為品保部與制造部門溝通之橋梁 2.0適用范圍﹕ 本公司所生產之烤漆制品 3.0定義﹕ 限度樣品﹕對于文字難以描述清楚或不易判定合格與不合格之外觀缺點﹐則以提供承認樣品圖 片供檢驗時作依據。 4.0責任﹕ 品保部﹑工程部負責此標準訂立﹐品保部負責維護及執行。 5.0檢驗條件﹕ 5.1檢驗環境﹕800lux以上 5.2檢驗距離﹕30~35cm 5.3檢驗時間﹕5~8second 5.4檢驗角度﹕正視或水平45度角 5.5檢驗依據﹕1>受訂通知單2>工令單3>bom4>樣品5>工程圖面6>工程變更單 7>檢驗標準(sip/sop)8>如客戶有特殊要求依聯絡單9>色板 5.6檢驗方式﹕依照mil-std-105elevel
烤漆詳解
格式:pdf
大小:18KB
頁數:5P
4.6
烤漆、吸塑、水晶門板產品介紹 ※·烤漆門板 一、烤漆門板的概念 烤漆門板是指用特殊涂料(油漆)高于常溫(俗稱烤制)固化成膜覆蓋在 木質板材面上,形成美觀、實用的家具門板;烤漆門板表面涂料一般采用聚胺酯 型聚脂涂料(簡稱pu漆)和不飽和聚酯涂料(簡稱pe漆)兩種同屬聚酯樹脂 類的涂料,多數烤漆采用聚胺脂型聚脂涂料(pu)。 1、鋼琴烤漆的概念 鋼琴烤漆特指采用不飽和聚酯涂料(pe)的烤漆,其相比pu烤漆具有硬 度更高、豐滿度更好的優點,但由于技術上的原因與絕大多數顏料不相容,日前 只有黑、白、透明等少數幾種顏色,主要被應用在鋼琴等產品上,又俗稱鋼琴烤 漆,顏色相對較少,色澤單一,色差難控制,附著力略差,韌性低等缺點。 2、杜邦烤漆、立邦烤漆、ici烤漆、華潤烤漆等烤漆的概念 杜邦、立邦、ici、華潤其實是一些國際和國內有名的油漆生產廠家或其品 牌,這些品牌
烤漆標準
格式:pdf
大小:179KB
頁數:4P
4.6
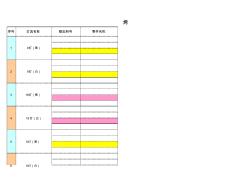
序號燈具名稱穩態料號零件名稱 9燈(白)6 9燈(黑) 9燈(白) 18燈(黑) 18燈(白) 9燈(黑) 烤 1 2 3 4 5 99燈(黑) 109燈(白) 1118燈(黑) 1218燈(白) 15(¢125mm) 9燈(白) 18燈(黑) 18燈(白) 24燈(黑) 24燈(白) 6 7 8 13 14 烤漆要求 表面噴黑色油漆,不能漏底,牙要防烤,過72小時鹽霧測試,百格測試,用酒精檫不能掉漆 表面噴黑色油漆,不能漏底,牙要防烤,過72小時鹽霧測試,百格測試,用酒精檫不能掉漆 表面噴黑色油漆,不能漏底,牙要防烤,過72小時鹽霧測試,百格測試,用酒精檫不能掉漆 表面噴黑色油漆,不能漏底,牙要防烤,過72小時鹽霧測試,百格測試,用酒精檫不能掉漆 表面噴黑色油漆,不能漏底,牙要防烤,過72小時鹽霧測試,百格測試,用酒精檫不能掉漆 表面噴黑色油漆


展柜烤漆施工工藝相關
文輯推薦
知識推薦
百科推薦


職位:大數據開發工程師
擅長專業:土建 安裝 裝飾 市政 園林


