

原材料外購件外協產品檢驗規范匯總
格式:pdf
大小:154KB
頁數:13P
人氣 :51
 4.4
4.4
原材料、外購件、外協產品 質量檢驗規范 南京勁風機械有限公司 1 范圍 本規范規定了原材料、外購件、外協件的驗收的依據和方法,以保證產品 質量符合標準、合同和技術協議的要求。 本規范適用于公司對采購的物資及外協產品的檢驗。 2 職責 2.1 物資供應部對所采購物資的特性 (技術要求 )的完整性、符合性及質量證明 書的完整、可靠性負責。 2.2 質量管理部負責采購物資、外協產品的檢驗和記錄的保存。 2.3 技術開發部負責編制采購物資的采購規范。 2.4 工藝定額部負責編制外協件的技術協議。 2.5 生產運行部庫房負責外購產品的儲存管理。 3 原材料的檢驗 3.1 檢查驗收依據 a) 有關的國家標準; b) 產品專用標準、圖紙; c) 訂貨合同或技術、工藝部門提供的有關采購規范或技術協議; 3.2 材料進廠驗收 3.2.1 質量證明書的審查、確認 材料檢驗員在接受檢驗任務后應在兩日內完成材料質




6、原材料、外購件、外協產品檢驗規范
格式:pdf
大小:122KB
頁數:14P
封面 1/14 作者:panhongliang 僅供個人學習 原材料、外購件、外協產品 質量檢驗規范 編制: 審核: 批準: 1、目的 本規范規定了原材料、外購件、外協件的驗收的依據和方法,以保證產品質 量符合標準、合同和技術協議的要求。 2、適用范圍 本規范適用于本公司對采購的物資及外協產品的檢驗。 3、職責 3.1機電物資部對所采購物資的特性(技術要求)的完整性、符合性及質量證明書 的完整、可靠性負責。 3.2質量安全環保部負責采購物資、外協產品的檢驗和記錄的保存。 3.3工程(技術)管理部負責編制采購物資的采購規范。 3.4經營合同部負責編制外協件的技術協議。 3.5機電物資部倉庫負責外購產品的儲存管理。 4、原材料的檢驗 4.1檢查驗收依據 1)有關的國家標準; 2/14 2)產品專用標準、圖紙; 3)訂貨合同或技術、工藝部門提供的有關采購規范或技

產品檢驗規范
格式:pdf
大小:475KB
頁數:7P
. 深圳市騰創精密五金有限公司 產品檢驗規范 編制黃琳 審核劉卿 批準涂總 2016—11—10發布2016—11—10實施 深圳市騰創精密五金有限公司發布 產品檢驗規范 . . 第一部分:總則 1.主題內容與使用范圍 本規程規定了原輔材料、外購外協件、生產過程中產品和產成品的檢驗和試驗。 本規程適用于公司原輔材料進貨檢驗、外購外協件、生產過程檢驗和成品出廠檢驗。 2.職責 2.1技術部負責編制原輔材料、生產過程產品和產成品檢驗規程。 2.2品質部負責原輔材料進貨檢驗、外購外協件、生產過程產品檢驗和成品的出廠檢驗。 3.檢驗程序 3.1原輔材料、外購外協件采購產品、生產過程產品、成品出廠檢驗應按本規程的要求,經 品質部檢驗/驗證合格后方可入庫或使用。 3.2原輔材料、外購外協件進廠,由品質部首先檢查供方提供的合格證或檢驗報告或質量
編輯推薦下載
玻璃類產品檢驗規范
格式:pdf
大小:1.1MB
頁數:7P
4.4
東莞宏興金屬制品有限公司 檢驗規范 檔案名稱玻璃類檢驗規范 修訂記錄 版本修訂狀況頁數生效日期 a/0第一次發放7 分發記綠 部門份數部門份數 品質部3 編制:() 日期: 審核:() 日期: 批準:() 日期: 一、目的 為滿足客戶要求,確保檢驗時有據可依,保證來料玻璃類產品的品質的符合性與可 靠性. 二、適用范圍 涉及本公司生產運作所需的一切內外部組織及個人提供之玻璃類的產品. 三、抽樣計劃 本標準遵照下列原則執行抽驗: 3.1一般品質特征,除在品質標準上另有規定者外,皆采用mil-std-105e之一次抽樣正 常檢驗ⅱ級水平進行隨機抽驗(外觀檢驗)。 3.2特殊性試驗,除在品質標準上另有規定者外,皆采用10pcs/批(特殊實驗)。 3.3尺寸檢測,除在品
電鍍產品檢驗規范
格式:pdf
大小:7KB
頁數:2P
4.8
電鍍產品品質檢驗規范 常駐的檢驗項目為: 1.膜厚; 2.裝配檢查 3.鍍層附著力; 4.硬度測試; 5.耐磨測試 6.耐酒精測試; 7.高溫高濕測試 8.冷熱沖擊測試; 9.鹽霧測試; 10.排汗測試; 11外觀; 12包裝; 一.膜厚: 1.膜厚為電鍍檢測基本項目,使用基本工具為螢光膜厚儀(x-ray),其原理是使用x 射線照射鍍層,收集鍍層返回的能量光譜,膜厚一般為0.02mm,最大不超過0.03mm. 2.檢查周期:每批; 3.測試數量:n>5pcs 二.裝配檢查: 1.確認是否符合圖面標出的重要尺寸;裝配后有否影響外觀及功能,手感; 2.檢查周期:每批; 3.測試數量:n>2pcs; 二.鍍層附著力: 1.將3m膠紙粘貼在刀切100格(每小格為1mm*1mm)的電鍍層表面,用橡皮擦在其上 面來回磨擦,使其完全密貼后,以45度方向迅速撕開,鍍
原材料外購件外協產品檢驗規范匯總熱門文檔

03原材料、外購件、外協件入廠檢驗規范0
格式:pdf
大小:68KB
頁數:10P
4.4
原材料入廠檢驗規范 編制: 審核: 批準: 版本號:b版 文件編號:wi-pk-01-00 2011-05-01發布2011-05-01實施 永清美德石油管道裝備制造有限公司 1原材料入廠檢驗規范 文件號wi-pk-01-00 修改碼0版本b 頁碼第1頁共9頁 原材料入廠檢驗規范 目錄 o:總則 一:無縫鋼管 二:法蘭 三:同心異徑接頭 四:安全切斷閥 五:壓力變送器 六:壓力表 七:纏繞墊片 八:全螺紋螺柱 九:不銹鋼管 十:鍛件 十一:型鋼、圓鋼、鋼帶 十二:焊接材料檢驗 十三:監控調壓閥 十四:電動調節閥 1原材料入廠檢驗規范 文件號wi-pk-01-00 修改碼0版本b 頁碼第2頁共9頁 1.總則 1.1檢驗范圍:
塑膠產品檢驗規范.
格式:pdf
大小:34KB
頁數:6P
4.3
塑膠產品檢驗規范 1.目的 本規范旨在定義塑膠制品品質標準,為產品設計者提供達到產品圖紙圖面要求 的系統,為質檢員提供塑膠制品檢驗與判定的參考依據,同時是模具及塑膠制品供應 商對品質要求認知的準則。 2.范圍 本規范適用于試產驗證、生產組裝所需塑膠制品的成品. 3.職責 本規范由品質部和注塑部負責制定,品質部負責實施和維護。 4.定義 4.1缺陷 發生危險影響產品的安全性能,或產品使用性能不能達到所期望的目標,或顯著 的降低其實用性質,或不影響產品的實用性但影響產品外觀的缺點。 4.2塑膠制品外觀缺陷 4.2.1欠注———射膠量不足,制件缺料或不飽滿。 4.2.2毛邊———分模面擠出的塑膠。 4.2.3縮水———材料冷卻收縮造成的表面凹陷。 4.2.4凹痕凸起—制件受擠壓、碰撞引起的表面凹陷和隆起。 4.2.5融接痕——塑膠分支流動重新結合的發狀細
玻璃類產品檢驗規范 (3)
格式:pdf
大小:395KB
頁數:6P
4.8
. 精選范本 東莞宏興金屬制品有限公司 檢驗規范 檔案名稱玻璃類檢驗規范 修訂記錄 版本修訂狀況頁數生效日期 a/0第一次發放7 分發記綠 部門份數部門份數 品質部3 編制:() 日期: 審核:() 日期: 批準:() 日期: . 精選范本 一、目的 為滿足客戶要求,確保檢驗時有據可依,保證來料玻璃類產品的品質的符合性與可 靠性. 二、適用范圍 涉及本公司生產運作所需的一切內外部組織及個人提供之玻璃類的產品. 三、抽樣計劃 本標準遵照下列原則執行抽驗: 3.1一般品質特征,除在品質標準上另有規定者外,皆采用mil-std-105e之一次抽樣正 常檢驗ⅱ級水平進行隨機抽驗(外觀檢驗)。 3.2特殊性試驗,除在品質標準上另有規定者外,皆采用10pcs/批(特殊實驗

電纜橋架產品檢驗規范
格式:pdf
大小:124KB
頁數:15P
4.4
. 精選范本 橋架產品檢驗規范 編制: 審核: 批準: . 精選范本 電纜橋架檢驗規范 本規范適用于成型、折邊、焊接、鉚接等橋架的加工檢 驗、表面處理檢驗和出廠檢驗。 1.下料 1.1檢驗要求: 1.1.1板材的材質和厚度應符合技術資料要求,下料尺寸偏 差應符合表1規定。 表1 尺寸范 圍 偏差值 底邦蓋長 度 梯檔長 度 連接片 長度 底板寬 度 蓋板寬 度 0~2000±20 -0.5 +2 0 0 -1 +1 0>2000±3 1.1.2立柱、托臂下料尺寸允許偏差±2mm。 1.1.3防火板寬度允許偏差-1mm,長度允許偏差±1mm。 1.1.4板材下料后兩對角線之差的絕對值應小于或等于1mm。 1.1.5板材下料后毛刺高度大于0.1mm的應修調設備、模具, 或用銼刀進行清除。 1.2測量方法: 1.2.1長度
玻璃類產品檢驗規范 (2)
格式:pdf
大小:1.1MB
頁數:7P
4.6
東莞宏興金屬制品有限公司 檢驗規范 檔案名稱玻璃類檢驗規范 修訂記錄 版本修訂狀況頁數生效日期 a/0第一次發放7 分發記綠 部門份數部門份數 品質部3 編制:() 日期: 審核:() 日期: 批準:() 日期: 一、目的 為滿足客戶要求,確保檢驗時有據可依,保證來料玻璃類產品的品質的符合性與可 靠性. 二、適用范圍 涉及本公司生產運作所需的一切內外部組織及個人提供之玻璃類的產品. 三、抽樣計劃 本標準遵照下列原則執行抽驗: 3.1一般品質特征,除在品質標準上另有規定者外,皆采用mil-std-105e之一次抽樣正 常檢驗ⅱ級水平進行隨機抽驗(外觀檢驗)。 3.2特殊性試驗,除在品質標準上另有規定者外,皆采用10pcs/批(特殊實驗)。 3.3尺寸檢測,除在品
原材料外購件外協產品檢驗規范匯總精華文檔

電纜橋架產品檢驗規范 (2)
格式:pdf
大小:154KB
頁數:19P
4.6
橋架產品檢驗規范 編制: 審核: 批準: 電纜橋架檢驗規范 本規范適用于成型、折邊、焊接、鉚接等橋架的加工檢 驗、表面處理檢驗和出廠檢驗。 1.下料 1.1檢驗要求: 1.1.1板材的材質和厚度應符合技術資料要求,下料尺寸偏 差應符合表1規定。 表1 尺寸范 圍 偏差值 底邦蓋長 度 梯檔長 度 連接片 長度 底板寬 度 蓋板寬 度 0~2000±20 -0.5 +2 0 0 -1 +1 0>2000±3 1.1.2立柱、托臂下料尺寸允許偏差±2mm。 1.1.3防火板寬度允許偏差-1mm,長度允許偏差±1mm。 1.1.4板材下料后兩對角線之差的絕對值應小于或等于1mm。 1.1.5板材下料后毛刺高度大于0.1mm的應修調設備、模具, 或用銼刀進行清除。 1.2測量方法: 1.2.1長度測量四角,寬度測量兩端及中部三處

玻璃類產品檢驗規范 (4)
格式:pdf
大小:395KB
頁數:6P
4.6
. 精選范本 東莞宏興金屬制品有限公司 檢驗規范 檔案名稱玻璃類檢驗規范 修訂記錄 版本修訂狀況頁數生效日期 a/0第一次發放7 分發記綠 部門份數部門份數 品質部3 編制:() 日期: 審核:() 日期: 批準:() 日期: . 精選范本 一、目的 為滿足客戶要求,確保檢驗時有據可依,保證來料玻璃類產品的品質的符合性與可 靠性. 二、適用范圍 涉及本公司生產運作所需的一切內外部組織及個人提供之玻璃類的產品. 三、抽樣計劃 本標準遵照下列原則執行抽驗: 3.1一般品質特征,除在品質標準上另有規定者外,皆采用mil-std-105e之一次抽樣正 常檢驗ⅱ級水平進行隨機抽驗(外觀檢驗)。 3.2特殊性試驗,除在品質標準上另有規定者外,皆采用10pcs/批(特殊實驗
高壓鈉燈產品檢驗規范
格式:pdf
大小:122KB
頁數:5P
4.6
qsi 檢驗標準 高壓鈉燈/隧道燈產品檢驗 規范 docno 文件編號 qsi-064 rev版本a page頁碼1of5 1 fp001-05a 1.目的:規范具體產品制程檢驗項目及判定標準,對品管人員作檢驗指導,避免產品批量異常產生,確保 出貨產品滿足客戶要求. 2.范圍:適合高壓鈉燈系列產品. 3.定義 3.1缺陷級別定義 cri: 嚴重 產品存在對使用者的人身及財產安全構成威脅的缺陷,不符合國家法律,法規,地方標 準,可靠性驗證,等 maj: 主要 產品存在以下六種缺陷,為主要缺陷 1功能缺陷影響正常使用 2性能參數超出規格標準 3漏元件、配件及主要標識 4多出無關標識及其他可能影響產品性能的物品 5包裝存在可能影響產品形象的缺陷 6結構及外觀方面存在讓一般顧客難以接受的嚴重缺陷 min: 輕微 上述缺陷以外的其它不影響產品
033黑色陽極產品檢驗規范A0
格式:pdf
大小:42KB
頁數:3P
4.8
u-luckyelectronicco.ltd ******本文件之著作權及營業秘密內容屬于優富利電子有限公司,非經公司準許不得翻印****** 共2頁第1頁東莞市優富利電子有限公司文件編號:wi-pz-ii033 質量管理體系黑色陽極產品檢驗規范 發布日期:2006.12.9 版本號:a修訂號:0 修改記錄 修改號日期修改內容備注 a/02006-12-9初版發行 批準審核制訂 日期日期日期 職位總經理職位管理者代表職位 u-luckyelectronicco.ltd ******本文件之著作權及營業秘密內容屬于優富利電子有限公司,非經公司準許不得翻印****** 1.目的:制訂黑色陽極產品檢驗規范 2.適用范圍:黑色陽極類產品 3.定義(略) 4.權責 4.1.品質部:負責產品的檢測及執行 5.內容 5.1.檢查
原材料外購件外協產品檢驗規范匯總最新文檔

《鋁合金型材及其設備產品檢驗規范標準》
格式:pdf
大小:134KB
頁數:8P
4.8
-! 目次 序號標題名稱頁碼 1范圍----------------------------------------------------------------------------------------------------2 2規范性引用文件-------------------------------------------------------------------------------------2 3術語、定義-------------------------------------------------------------------------------------------2 4要求--------------------------------------------------------------------
不銹鋼拉絲產品檢驗規范
格式:pdf
大小:286KB
頁數:6P
4.6
精品 可編輯 三:不銹鋼拉絲產品檢驗規范 1.目的 本標準規定了產品的表面分區、拋光后的表面質量要求、降級接收要求和檢驗方 法。 2.范圍 本標準適用于點支事業部不銹鋼鏡光、拉絲產品表面質量的檢驗。 3.職責 3.1、品管部:負責根據客戶的要求、相關國家標準及拋光能力科學合理制訂統一 的拋光品質標準并依此進行檢驗。 3.2、生產部:負責根據品質標準進行生產作業。 4.表面分區 產品在安裝之后,按照觀察產品的習慣,是否容易觀察到產品的表面來區分產品 的主要外露面、次要外露面和不易看見的面。見表1 表1拋光產品表面的分區 5.不銹鋼拋光產品 5.1不銹鋼鏡光產品 表面分區特點描述重要度 主要外露面a產品安裝后最容易看到的表面。極重要控制面 次要外露面b 向下的面、側面、邊位、角位、接合位、 內彎曲位。 重要控制面 不易看到的面c產品安裝后的隱藏位、遮蓋位。

原材料、外購件入廠檢驗規程(1)
格式:pdf
大小:362KB
頁數:23P
4.7
北京中礦威通技術有限公司 原材料、外購件進貨檢驗規程 編號wt1301-01 發布實施 北京中礦威通技術有限公司發布 目錄wt1301-01 共3頁第1頁 一、原材料、外購件入廠檢驗總規程 二、本安外殼入廠檢驗規程 三、pcb板入廠檢驗規程 四、電子元器件入廠檢驗規程 五、電纜的入廠檢驗規程 六、隔爆兼本安電源的入廠檢驗規程 資料來源編制 自擬 校對 標準化 提出部門質檢部審定 標記處數更改文件號簽字日期批準文號批準 原材料、外購件入廠檢驗總規程wt1301-02 共3頁第1頁 1目的 對進貨檢驗過程實施控制,確保采購產品的質量符合規定的要求。 2適用范圍 本規程適用于本公司采購的進貨檢驗。 3職責 3.1供應部負責進貨產品的送檢工作。 3.2倉庫負責進貨產品進行登記入庫。 3.3研發部負責提供進貨產品的檢驗和試驗依據 3

混凝土原材料及中間產品檢驗制度
格式:pdf
大小:34KB
頁數:6P
4.4
目錄 一、總則............................................................................................................................................1 二、編制依據及適用范圍.................................................................................................................1 1、編制依據............................................................................................................

原材料、外購件入廠檢驗規程
格式:pdf
大小:363KB
頁數:23P
4.6
北京中礦威通技術有限公司 原材料、外購件進貨檢驗規程 編號wt1301-01 發布實施 北京中礦威通技術有限公司發布 目錄wt1301-01 共3頁第1頁 一、原材料、外購件入廠檢驗總規程 二、本安外殼入廠檢驗規程 三、pcb板入廠檢驗規程 四、電子元器件入廠檢驗規程 五、電纜的入廠檢驗規程 六、隔爆兼本安電源的入廠檢驗規程 資料來源編制 自擬 校對 標準化 提出部門質檢部審定 標記處數更改文件號簽字日期批準文號批準 原材料、外購件入廠檢驗總規程wt1301-02 共3頁第1頁 1目的 對進貨檢驗過程實施控制,確保采購產品的質量符合規定的要求。 2適用范圍 本規程適用于本公司采購的進貨檢驗。 3職責 3.1供應部負責進貨產品的送檢工作。 3.2倉庫負責進貨產品進行登記入庫。 3.3研發部負責提供進貨產品的檢驗和試驗依據 3
產品檢驗程序
格式:pdf
大小:70KB
頁數:6P
4.3
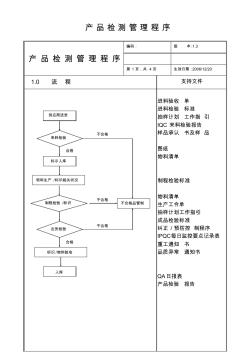
產品檢測管理程序 產品檢測管理程序 編碼:版本:1.3 第1頁,共4頁生效日期:2006/12/20 1.0流程支持文件 進料驗收單 進料檢驗標準 抽樣計劃工作指引 iqc來料檢驗報告 樣品承認書及樣品 圖紙 物料清單 制程檢驗標準 物料清單 生產工令單 抽樣計劃工作指引 成品檢驗標準 糾正/預防控制程序 ipqc每日監控要點記錄表 重工通知書 品質異常通知書 qa日報表 產品檢驗報告 供應商送貨 來料檢驗 標示入庫 領料生產/標識相關狀況 制程檢驗/標識 出貨檢驗 入庫 不合格品管制 不合格 不合格 不合格 合格 合格 標識/物料驗收 第2頁,共4頁生效日期:2006/12/20 2.0目的 確保產品符合客戶要求。 3.0范圍 適用于進料檢驗、制程檢驗、出貨檢驗。 4.0定義 無 5
產品檢驗制度
格式:pdf
大小:17KB
頁數:7P
4.5
1 常州市泛亞和鴻塑料有限公司 產品檢驗制度 1、總則 為了加強質量管理,完善產品質量檢驗體系,降低消耗提高勞動生產率,確保 產品符合規定的要求,特制定本制度。 2、范圍 適用于公司產品從原材料進廠到成品出庫所涉及的各個過程的管理、檢測和控 制。 3、職責 3.1質檢部:負責對原材料檢測、成品檢驗和關鍵工序的巡回檢驗,負責質量 的匯整、反饋,對質量穩定及波動趨勢進行分析和重要不合格品的處置,協助并參 與供方資質評價和顧客退貨處理等。 3.2生產部:負責工序質量檢驗,確保工藝、設備、人員符合規定的要求,確 保生產指令、計劃、工藝準則、作業標準、規程的充分有效和處于控制狀態。 3.3銷售部:負責產品的貯存、防護、搬運和售后服務工作,處理顧客投訴和 退貨。 4、制度內容 明確規定:公司的產品必須通過以下檢驗 ⑴進料檢驗 ⑵過程和關鍵工序檢驗 ⑶成品檢驗 同時為確保公司各種規定、制度是否在

產品檢驗委托書
格式:pdf
大小:28KB
頁數:2P
4.3
mr-gl-007-a2 cqstex產品檢驗委托書 (cqst檢驗任務項目編號№;) 我們按下列規定委托國家防爆電氣產品質量監督檢驗中心(cqst)檢驗產品。收到委托書及送檢資料之后,cqst應及時對該 委托作出受理答復,本委托書為委托單位與cqst之間具有約束力的協議。有關條件見背頁。 本委托書可從cqst辦公室或其網址上獲得,共一式三份,作為發證或出具報告的依據,請認真用打字或手寫填寫(對于符合 要求的“□”打“√”)。首頁和蘭色頁寄給cqst;綠色頁由委托單位保存。〈帶“*”為必填項目〉 委托單位*名稱和地址:*聯系人:*電話: *郵碼:*傳真: e-mail: 制造單位 〈如與申請單位 相同,可填“相 同”〉 名稱和地址
產品檢驗報告范文
格式:pdf
大小:123KB
頁數:7P
4.7
某某公司 產品檢驗報告 產品名稱: 產品型號: 檢驗日期:年月日 產品檢驗報告 產品名稱產品型號 產品編號顯示器編號 主機編號檢驗日期 檢驗依據(執行標準:公司內部標準或iso) 檢驗項目檢驗要求檢驗結果判定 產 品 外 觀 產品 表面 1.產品外表面應平整、 無癟縮、凹痕,無明 顯劃痕,所有可觸及 表面不得有銳角、毛 刺。 2.臺面板平面度應≤ 5mm 表面平整□無癟縮□ 無凹痕□無銳角□ 無明顯劃痕□無毛刺 □ 臺面板平面度符合要求 □ 產品 涂層 1.產品涂層應色澤均 勻,無損壞變形、表 面翹起的現象。表面 不能有成片的凹坑。 2.無應摩擦而造成的成 片的擦傷,無成片的 塑粉小顆粒。允許分 散和少量的顆粒存 在。 3.產品表面不能有超過 0.2×10mm的劃傷,且 劃傷不能過深,不能 漏出底板;噴塑產品 表面不能有成片
原材料外購件外協產品檢驗規范匯總相關
文輯推薦
知識推薦
百科推薦


職位:大氣環境影響評價
擅長專業:土建 安裝 裝飾 市政 園林


