

關于錫條錫絲估算
格式:pdf
大小:13KB
頁數:1P
人氣 :92
 4.3
4.3
關于錫條錫絲估算 1. 方法一:可對 DIP PCB板進行過爐前后用電子稱稱重的情況下; 錫條重量 =(過爐后 PCB板重量—過爐前 PCB板重量)× 1.2 2. 方法二: 錫條用量標準 單面板 DIP 大焊點 DIP 小焊點 SMD 焊點 空點 銅箔吃錫面積 0.015g 0.012g 0.008g 1/ 2 常規焊 點 列入寬放( 20℅) DIP 大焊點 :PAD>2.5mm(或腳徑大于 1.0mm) DIP 大焊點包括:插座,端子,散熱片,變壓器,電感,線材,大體 積零件; DIP 小焊點 :PAD<2.5mm(或腳徑小于等于 0.8mm) DIP 小焊點一般包括:常規小零件,跳線; 錫絲用量標準 單面板 修補焊錫絲用量 組裝焊錫絲用量 DIP 焊點 SMD焊點 加錫大焊點 組裝特大焊點 組裝大焊點 組裝小焊點 0.032g 0.025g 0.06g 0.175g 0.075


編輯推薦下載

焊錫絲加工工藝
格式:pdf
大小:11KB
頁數:3P
4.4
焊錫絲加工工藝 傳統焊錫絲的制造流程大致為:合金熔合、澆鑄、擠壓、拉絲、繞線、包裝這幾步,在這個 生產流程中,每一個環節都比較重要,每一道工序都應有品質控制點,下面將這幾個工序的 相關情況進行簡要介紹。 (一)、“合金熔合”及“澆鑄” “合金熔合”是指將種金屬按一定的比例進行熔煉、去雜并做成所需要的合金過程。此 工序在實際操作中,往往在熔合完成的同時開始“澆鑄”,“澆鑄”是指將熔合好的合金倒入 成型模中,一般為圓柱型,所以也有人稱此半成品為“錫圓柱”,“錫圓柱”的長短、粗細視 壓機入口情況而定,以能夠較方便地放入擠壓機進行擠壓為準。在此,將“熔合”與“澆鑄” 放到一起來講,此兩段工藝所需設備并不復雜,主要設備包括:熔爐、鑄造模具、成型模、 溫度傳感器等。 目前的熔合過程中,以油、電加熱為主,也有部分廠商使用煤碳加熱,使用油、電加熱 需要相應特制的加熱熔爐,可自
錫條錫絲估算熱門文檔
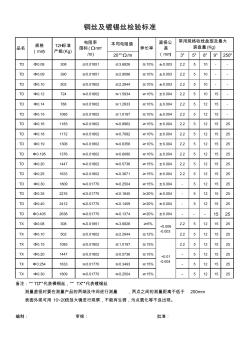
銅絲及鍍錫絲檢驗標準
格式:pdf
大小:32KB
頁數:1P
4.6
銅絲及鍍錫絲檢驗標準 品名 規格 (mm) 12h標準 產能(kg) 電阻率 國標(ωm㎡ /m) 本司電阻值 伸長率 直徑公 差 (mm) 常用規格收線盤型及最大 裝盤量(kg) 20°ω/m3"5"8"9"250" tdφ0.08308≤0.01851≤3.6826≥10%±0.0032.2510-- tdφ0.09390≤0.01851≤2.9096≥10%±0.0032.2510-- tdφ0.10502≤0.01802≤2.2944≥10%±0.0032.2510-- tdφ0.12724≤0.01802≤1.5934≥10%±0.0042.251015- tdφ0.14788≤0.01802≤1.2933≥10%±0.0042.251215-

 基于SolidWorks的錫絲打孔機設計
基于SolidWorks的錫絲打孔機設計 基于SolidWorks的錫絲打孔機設計
格式:pdf
大小:157KB
頁數:2P
4.5
介紹了一款新型的高精密機器,該機器采用精密加工的刀狀齒輪在焊錫絲表面打出一排孔,使之在焊接時有效地防止助焊劑飛濺,減少出現"爆錫球"的現象,為高清潔度的工作環境提供了有效的保障。
錫條錫絲估算精華文檔
鍍錫銅絲MSDS
格式:pdf
大小:43KB
頁數:4P
4.5
常州市遠洋電纜有限公司 物質安全資料表(msds) 一、物品與廠商資料 物品名稱:鍍錫銅 物品編號:暫無 製造商或供應商名稱、地址:常州市遠洋電纜有限公司 江蘇省常州市武進區遙觀鎮 緊急聯絡電話/傳真電話:0519-85907789/0519-88701454 二、成份辨試資料 純物質 中英文名稱:銅(copper)錫(tin) 同義名稱: 化學文摘社記號碼(cas/no):銅:7440-50-8錫:7440-31-5 危害物質含量:(成份百分比)銅:97.4%錫:2.6% 三、危害辨試資料: 最 重 要 危 害 及 效 應 健康危害效應:銅危害很小、錫無危害 環境影響:環保產品。 物理性及化學性危害:銳刺可劃皮膚。 特殊危急:無 主要癥狀:誤食400g以上出現嘔吐,胸悶。 物品危害分類: 四、急救措拖 不同暴露途徑之急求方法: ●食入、吸
一種錫焊機勻速送絲電路的設計 一種錫焊機勻速送絲電路的設計
格式:pdf
大小:670KB
頁數:3P
4.7
介紹了一種錫焊機勻速送絲的設計思想,并設計了具體的勻速送絲電路。通過采用脈寬調制技術,并自動進行反饋調節,使得直流送絲電機的供電電壓隨電機扭矩的變化而改變,從而達到穩定送絲速度的作用。實驗證明,該電路具有較好的反饋調節性能,錫焊機達到了勻速送絲的目的。
鍍銅鋼絲鍍錫生產線中的巡回檢查 鍍銅鋼絲鍍錫生產線中的巡回檢查
格式:pdf
大小:367KB
頁數:5P
4.5
提出了為什么要對大型連續生產電鍍產品的生產過程進行強化巡回檢查的理由;對巡回檢查人員的組成及其職責提出了要求;詳細介紹了鍍銅鋼絲鍍錫(cp)線巡回檢查的實例。指出巡回檢查對大型連續電鍍的產品質量能起到保障作用。
錫安紀要
格式:pdf
大小:13KB
頁數:8P
4.6
馬斯登版《錫安長老會紀要》節選 人氣:564時間:2009-11-2100:57:04 1(6)政治自由只是一種理想而非現實。必須了解如何使用這種理想 以吸引大批追隨者建立黨派并去削弱對手的權威。如果對手也擁有自由 主義思想的話就更容易了,這樣就迫使他交出權力。這樣政府被迫退出 的領域立刻就將被新的權力掌控。 1(7)這個新的權力就是黃金。,, 1(25)退回到從前,我們是最早高喊“自由、平等、博愛”的,這 些套話被那些愚蠢的鸚鵡重復了無數次,他們被這香餌吸引最終放棄了 原有的社會體制,喪失了真正的自由。那些非猶太人(goyim)中所謂 的智者沉于迷夢,無法了解自然法則根本不存在什么平等和自由。, 1(26)地球的每個角落都充斥著“自由、平等、博愛”,感謝那些 無知的代理人替我們搖旗吶喊。這些口號就像潰瘍一樣在非猶太人社會 肌體上擴散,所到之處終止一切和平和團結,
錫條錫絲估算最新文檔
錫青銅的性質錫青銅的用途
格式:pdf
大小:28KB
頁數:1P
4.7
用心專注,服務專業 錫青銅的性質錫青銅的用途 錫青銅:是以錫為主要合金元素的青銅。含錫量一般在3~14%之間,主要用于制作彈性元 件和耐磨零件。變形錫青銅的含錫量不超過8%,有時還添加磷、鉛、鋅等元素。磷是良好 的脫氧劑,還能改善流動性和耐磨性。錫青銅中加鉛可改善可切削性和耐磨性,加鋅可改善 鑄造性能。這種合金具有較高的力學性能、減磨性能和耐蝕性,易切削加工,釬焊和焊接性 能好,收縮系數小,無磁性。可用線材火焰噴涂和電弧噴涂制備青銅襯套、軸套、抗磁元件 等涂層。尺寸規格有ф1.6mm、ф2.3mm。具有較高的強度、耐蝕性和優良的鑄造性能,長 期以來廣泛應用于各工業部門中。 錫青銅的性質:錫青銅耐蝕、耐磨,有較好的力學性能和工藝性能,并能很好地焊接和 釬焊,沖擊時不產生火花。分為加工錫青銅和鑄造錫青銅。用于壓力加工的錫青銅含錫量低 于6%~7%,鑄造錫青銅的

鍍錫銅線脫錫工藝
格式:pdf
大小:31KB
頁數:1P
4.6
鍍錫銅線脫錫工藝 電子及通訊工業使用大量的鍍錫銅線,在鍍 錫銅線的生產及使用過程中,不可避免的產生大 量的廢鍍錫線,對這部分鍍錫銅線的處理,除一 部分用于生產青銅合金外,對于其他利用場合, 都要求脫除銅線上的鍍錫層。因而,選擇合適的 脫錫工藝達到投資少,操作方便,脫錫效果佳,銅 損耗少,對于提高效益是非常重要的。 1 化學法 化學法脫錫就是利用錫與銅在化學活動性 上的差別來設計工藝,達到脫除錫,保留銅的目 的。本著環保的原則,本文不介紹氰化物體系脫 錫工藝。 1.1 酸性體系 a 工業鹽酸(36%):180~210l/m3 氧化劑sb2o38~12g/l 該工藝常溫操作,工藝比較簡單,但對銅的 腐蝕較多,一般不用。 b 工業鹽酸 80g/l 工業五水硫酸銅150g/l 六水三氯化鐵150g/l 該工藝操作
錫宜高速公路(無錫段)投標書
格式:pdf
大小:260KB
頁數:39P
4.8
錫宜高速公路(無錫段)工程投標書第五稿-1- 表1施工組織設計文字說明 第一章編制綜述 一、編制依據 (一)甲方(或建設單位、業主,均屬同義語)正式發售給本投標人的招標文件、 答疑書、補遺書及其它補充資料。 (二)由招標文件明確的國家和交通部頒布的現行《公路設計規范》、《施工技術 規范及規程》、《公路工程質量評定及驗收標準》及《公路工程預算定額》。 (三)通過踏勘工地從現場調查、采集、咨詢所獲取的資料。 (四)招標單位在“標前會議”提出的有關要求。 (五)本承包人擁有的科技成果、工法成果、機械機具設備、管理水平、技術裝 備以及多年積累的類似工程施工經驗。 (六)嚴格遵守當地政府在環境保護等方面的具體規定和要求,尊重與維護當地 多年來約定俗成的鄉規民約和風土人情。 二、編制原則 (一)遵守招標合同文件各項條款要求,認真貫徹落實業主、設計單位和監理工 程師及其授權人士
無氰電鍍高錫銅錫合金工藝 無氰電鍍高錫銅錫合金工藝
格式:pdf
大小:863KB
頁數:3P
4.4
介紹了一種高錫含量的銅錫合金電鍍工藝,鍍液配方為:320~400g/l焦磷酸鉀,5~12g/l焦磷酸銅,20~35g/l焦磷酸亞錫,5~10g/l檸檬酸鈉,30~50g/l磷酸氫二鉀,30~50g/l氨三乙酸,10~30ml/l配位劑,10~20ml/l光亮劑。討論了鍍液中各組分的含量及工藝條件(溫度、電流密度、攪拌)對鍍液和鍍層性能的影響。給出了電鍍常見故障的處理方法。

鍍錫銅線含錫量計算公式
格式:pdf
大小:19KB
頁數:1P
4.4
1 td0.102(+0/- 0.004)單支鍍錫銅 線 0.1020.1010.001145241.1818.430379 2 td0.120單支鍍錫 銅線0.120.1190.001145241.1815.934721 3 td0.127(+0/- 0.003)單支鍍錫銅 線0.1270.1260.001145241.1815.157511 4 td0.16(+0/- 0.004)單支鍍錫銅 線0.160.1590.001145241.1812.418153 5 td0.18(+0/- 0.004)單支鍍錫銅 線0.180.1790.001145241.1811.250872 6 td0.203(+0/- 0.01)單支鍍錫銅 線0.2030.2020.001145241.1810.19495
胎圈鋼絲化鍍錫青銅工藝研究 胎圈鋼絲化鍍錫青銅工藝研究
格式:pdf
大小:425KB
頁數:未知
4.7
研究胎圈鋼絲化鍍錫青銅的鍍液配方,分析了ρ(cu2+)ρ(sn2+)之比和硫酸濃度對鍍液的影響:ρ(cu2+)ρ(sn2+)之比應控制在13以上,硫酸濃度可在一定范圍波動,對鍍層含錫量影響不明顯。加入研制的添加劑可增加鍍液穩定性。為提高鍍層與橡膠的粘結力,應加強鋼絲表面前處理和鍍后處理。
鍍錫青銅回火胎圈鋼絲生產線 鍍錫青銅回火胎圈鋼絲生產線
格式:pdf
大小:227KB
頁數:未知
4.5
詳細介紹了鍍錫青銅回火胎圈鋼絲生產線,包括鍍前鋼絲工藝和化鍍錫青銅生產線的工藝流程、加工技術參數、設備組成及主要工序。采用此生產線生產的鍍錫青銅回火胎圈鋼絲性能優良,不僅具備在硫化過程中與輪胎橡膠整體達到良好粘合的優勢,并且具有在輪胎使用中、后期鋼絲與橡膠粘合力穩定的特點
錫行業規范條件(征求意見稿)
格式:pdf
大小:225KB
頁數:25P
4.3
1 錫行業規范條件 (征求意見稿) 為加快錫工業結構調整,建立統一開放、競爭有序的市 場體系,規范企業生產經營秩序,促進行業持續健康協調發 展,依據相關法律法規、規劃和產業政策,制定本規范條件。 一、企業布局和生產規模 (一)企業布局 錫礦山、冶煉項目應符合國家產業政策、本地區土地利 用總體規劃、礦產資源規劃、主體功能區規劃、重金屬污染 防治規劃和行業發展規劃等要求。錫冶煉項目應布局于依法 設立、功能定位相符并經規劃環評的產業園區內。建設錫項 目時,應根據環境影響評價結論,確定廠址及其與周圍人群 和敏感區域的距離。嚴禁在風景名勝區、自然保護區、飲用 水水源保護區、非工業規劃建設區、大氣污染防治重點區域 和其他需要特別保護的區域內新建錫項目。 (二)生產規模 2 開采錫礦資源,應依法取得采礦許可證和安全生產許可 證,遵守礦產資源、安全生產法律法規、礦產資源規劃及相 關政策。采礦權人應
常寧大義山砂錫礦床形成的地質條件 常寧大義山砂錫礦床形成的地質條件
格式:pdf
大小:655KB
頁數:5P
4.8
通過對常寧大義山砂錫礦的調查研究,總結分析了常寧大義山砂錫礦形成的地質條件主要受構造條件和地貌條件的影響。提出了在大義山花崗巖體外圍灰巖溶洞發現了一定規模的砂錫礦床,并初步分析了形成原因。
錫條錫絲估算相關
文輯推薦
知識推薦
百科推薦


職位:園林監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


