




成品木裝飾門施工工藝 (2)
格式:pdf
大小:13KB
頁數:4P
第七節成品木裝飾門 本標段工程木裝飾門我公司計劃擬采用專業工廠化生產,現木門、 門套施工工藝,以確保施工進度、工程質量和工程環保。 一、本工程成品木門的施工條件 (1)乙方與木門供應單位完成洞孔尺寸、垂直
編輯推薦下載
成品木裝飾門施工工藝
格式:pdf
大小:32KB
頁數:5P
 4.3
4.3
關于41.3*62型材生產線說明 第七節成品木裝飾門 本標段工程木裝飾門我公司計劃擬采用專業工廠化生產,現木 門、門套施工工藝,以確保施工進度、工程質量和工程環保。
成品木裝飾門施工工藝(20201015123212)
格式:pdf
大小:23KB
頁數:3P
4.6
中國十五冶七公司 第七節成品木裝飾門 本標段工程木裝飾門我公司計劃擬采用專業工廠化生產,現木門、門套施工工藝,以 確
實木裝飾門施工工藝熱門文檔
 實木裝飾條加工機械設計
實木裝飾條加工機械設計 實木裝飾條加工機械設計
格式:pdf
大小:743KB
頁數:4P
4.3
裝飾條加工機械是一種多功能木制品加工機械.在生產過程中,它能根據裝飾條或板的形狀、規格和表面加工精度的要求,更換相應刀具和從動滾輪,調整部分技術參數,從而加工出各種形狀和規格的室內裝飾材料.文章主要介紹該機械的結構設計、工作原理及具體操作方法等.
裝飾木門-施工工藝
格式:pdf
大小:37KB
頁數:6P
4.8
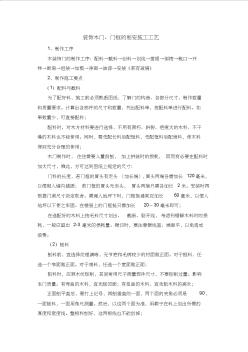
裝飾木門、門框的制安施工工藝 1、制作工序 木裝飾門的制作工序:配料→截料→創料→劃線→鑿眼→倒棱→裁口→開 樣→斷肩→組裝→加楔→凈面→油漆→安裝(若有玻璃) 2、制作施工要點 (1)配料與截料 為了配好料,施工前必須熟悉圖紙,了解門的構造、各部分尺寸,制作數量 和質量要求。計算出各部件的尺寸和數量,列出配料單,按配料單進行配料。如 果數量少,可直接配料; 配料時,對木方材料要進行選擇,不用有腐朽、斜裂、疤痕大的木料,不干 燥的木料也不能使用。同時,要先配長料后配短料,先配框料后配扇料,使木料 得到充分合理的使用; 木門制作時,往往需要人量削刨,加上拼裝時的損耗,因而有必要在配料時 加大尺寸,唯此,方可達到圖紙上規定的尺寸: 門料的長度,若門框的冒頭有走頭〔加長端〕,冒頭兩端各需加長120毫米, 以便砌入墻內錨固;若門框的冒頭無走頭,冒頭兩端只需各加長2米。安裝時再 根據門
實木門施工工藝
格式:pdf
大小:9KB
頁數:5P
4.7
實木門施工工藝 1、主要內容: 木門、門框的生產工藝 2、生產工藝流程圖: 2.1.木門框生產工藝流程圖:干燥-------橫截----縱解平刨------壓刨 截-----準件------門板門框-------鋸風坑------出榫頭---------鉆榫眼------ 組框------門框開止口--------涂膠--------配坯----膠壓-----開榫槽 裁邊----------螺圓角---------封邊--------銑邊---------修改-----開鎖眼 -----鋸榫肩-------開鉸位-----釘窗線-------釘百頁----打磨----噴漆 2.2.當生產的木門,門框較特殊時,其工藝流程允許有所改動。 3、各工序的加工工藝要求 3.1.干燥 3.1.1.見《木材干燥工藝規程》(hl/t9.1.
實木裝飾門施工工藝精華文檔
實木門、實木復合門加工工藝與結構
格式:pdf
大小:9KB
頁數:5P
4.7
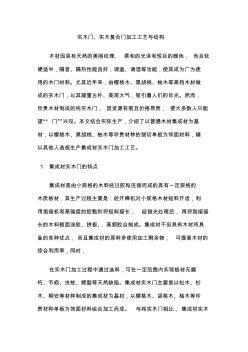
實木門、實木復合門加工工藝與結構 木材因具有天然的美麗紋理、柔和的光澤和悅目的顏色,而且軟 硬適中,隔音、隔熱性能良好,調溫、調濕等功能,使其成為廣為使 用的木門材料。尤其近年來,由櫻桃木、黑胡桃、柚木等高檔木材做 成的實木門,以其凝重古樸、美觀大氣,吸引著人們的目光。然而, 珍貴木材制成的純實木門,因資源有限且價格昂貴,使大多數人只能 望“門”興嘆。本文結合實際生產,介紹了以普通木材集成材為基 材,以櫻桃木、黑胡桃、柚木等珍貴材種的刨切單板為飾面材料,輔 以其他人造板生產集成材實木門加工工藝。 1集成材實木門的特點 集成材是由小規格的木料經過膠粘連接而成的具有一定規格的 木質板材,其生產過程主要是:經開榫機對小規格木材短料開齒,利 用指接機和高強度的膠黏劑將短料接長,經刨光處理后,再將指接接 長的木料側面涂膠、拼板、高頻膠合制成。集成材不但具有木材所具 備的各種優點,
裝飾木門、門框的制安施工工藝
格式:pdf
大小:27KB
頁數:5P
4.5
裝飾木門、門框的制安施工工藝 1、制作工序 木裝飾門的制作工序:配料→截料→創料→劃線→鑿眼→倒棱→裁口→開 樣→斷肩→組裝→加楔→凈面→油漆→安裝(若有玻璃) 2、制作施工要點
實木門安裝施工工藝 (2)
格式:pdf
大小:7KB
頁數:2P
4.4
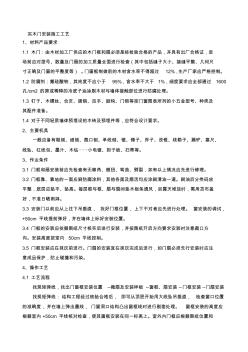
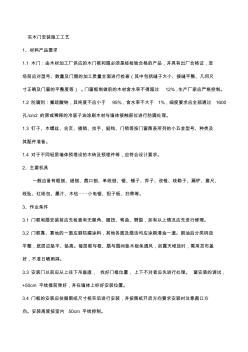
實木門安裝施工工藝 1、材料產品要求 1.1木門:由木材加工廠供應的木門框和扇必須是經檢驗合格的產品,并具有出廠合格證,進 場前應對型號、數量及門扇的加工質量全面進行檢查(其中包括縫子大小、接縫平整、幾何尺 寸正確及門窗的平整度等)。門窗框制做前的木材含水率不得超過12%,生產廠家應嚴格控制。 1.2防腐劑:氟硅酸鈉,其純度不應小于95%,含水率不大于1%,細度要求應全部通過1600 孔/cm2的篩或稀釋的冷底子油涂刷木材與墻體接觸部位進行防腐處理。 1.3釘子、木螺絲、合頁、插銷、拉手、挺鉤、門鎖等按門窗圖表所列的小五金型號、種類及 其配件準備。 1.4對于不同輕質墻體預埋設的木磚及預埋件等,應符合設計要求。 2、主要機具 一般應備有粗刨、細刨、裁口刨、單線刨、鋸、錘子、斧子、改錐、線勒子、扁鏟、塞尺、 線墜、紅線包、墨汁、木鉆??小電鋸、擔子板、掃帚等。 3、作
實木門安裝施工工藝 (2)
格式:pdf
大小:9KB
頁數:4P
4.8
實木門安裝施工工藝 1、材料產品要求 1.1木門:由木材加工廠供應的木門框和扇必須是經檢驗合格的產品,并具有出廠合格證,進 場前應對型號、數量及門扇的加工質量全面進行檢查(其中包括縫子大小、接縫平整、幾何尺 寸正確及門窗的平整度等)。門窗框制做前的木材含水率不得超過12%,生產廠家應嚴格控制。 1.2防腐劑:氟硅酸鈉,其純度不應小于95%,含水率不大于1%,細度要求應全部通過1600 孔/cm2的篩或稀釋的冷底子油涂刷木材與墻體接觸部位進行防腐處理。 1.3釘子、木螺絲、合頁、插銷、拉手、挺鉤、門鎖等按門窗圖表所列的小五金型號、種類及 其配件準備。 1.4對于不同輕質墻體預埋設的木磚及預埋件等,應符合設計要求。 2、主要機具 一般應備有粗刨、細刨、裁口刨、單線刨、鋸、錘子、斧子、改錐、線勒子、扁鏟、塞尺、 線墜、紅線包、墨汁、木鉆??小電鋸、擔子板、掃帚等。 3、作
實木門安裝施工工藝 (4)
格式:pdf
大小:9KB
頁數:3P
4.6
實木門安裝施工工藝 1、材料產品要求 木門:由木材加工廠供應的木門框和扇必須是經檢驗合格的產品,并具有出廠合格證,進場 前應對型號、數量及門扇的加工質量全面進行檢查(其中包括縫子大小、接縫平整、幾何尺寸 正確及門窗的平整度等)。門窗框制做前的木材含水率不得超過12%,生產廠家應嚴格控制。防 腐劑:氟硅酸鈉,其純度不應小于95%,含水率不大于1%,細度要求應全部通過1600孔/cm2 的篩或稀釋的冷底子油涂刷木材與墻體接觸部位進行防腐處理。 釘子、木螺絲、合頁、插銷、拉手、挺鉤、門鎖等按門窗圖表所列的小五金型號、種類及其 配件準備。 對于不同輕質墻體預埋設的木磚及預埋件等,應符合設計要求。 2、主要機具 一般應備有粗刨、細刨、裁口刨、單線刨、鋸、錘子、斧子、改錐、線勒子、扁鏟、塞尺、 線墜、紅線包、墨汁、木鉆??小電鋸、擔子板、掃帚等。 3、作業條件 門框和扇
實木裝飾門施工工藝最新文檔
實木門安裝施工工藝 (5)
格式:pdf
大小:9KB
頁數:3P
4.7
實木門安裝施工工藝 1、材料產品要求 1.1木門:由木材加工廠供應的木門框和扇必須是經檢驗合格的產品,并具有出廠合格證,進 場前應對型號、數量及門扇的加工質量全面進行檢查(其中包括縫子大小、接縫平整、幾何尺 寸正確及門窗的平整度等)。門窗框制做前的木材含水率不得超過12%,生產廠家應嚴格控制。 1.2防腐劑:氟硅酸鈉,其純度不應小于95%,含水率不大于1%,細度要求應全部通過1600 孔/cm2的篩或稀釋的冷底子油涂刷木材與墻體接觸部位進行防腐處理。 1.3釘子、木螺絲、合頁、插銷、拉手、挺鉤、門鎖等按門窗圖表所列的小五金型號、種類及 其配件準備。 1.4對于不同輕質墻體預埋設的木磚及預埋件等,應符合設計要求。 2、主要機具 一般應備有粗刨、細刨、裁口刨、單線刨、鋸、錘子、斧子、改錐、線勒子、扁鏟、塞尺、 線墜、紅線包、墨汁、木鉆??小電鋸、擔子板、掃帚等。 3、作
實木門安裝施工工藝
格式:pdf
大小:10KB
頁數:4P
4.6
最新可編輯word文檔 實木門安裝施工工藝 1、材料產品要求 1.1木門:由木材加工廠供應的木門框和扇必須是經檢驗合格的產品,并具有出廠合格證,進 場前應對型號、數量及門扇的加工質量全面進行檢查(其中包括縫子大小、接縫平整、幾何尺 寸正確及門窗的平整度等)。門窗框制做前的木材含水率不得超過12%,生產廠家應嚴格控制。 1.2防腐劑:氟硅酸鈉,其純度不應小于95%,含水率不大于1%,細度要求應全部通過1600孔 /cm2的篩或稀釋的冷底子油涂刷木材與墻體接觸部位進行防腐處理。 1.3釘子、木螺絲、合頁、插銷、拉手、挺鉤、門鎖等按門窗圖表所列的小五金型號、種類及 其配件準備。 1.4對于不同輕質墻體預埋設的木磚及預埋件等,應符合設計要求。 2、主要機具 一般應備有粗刨、細刨、裁口刨、單線刨、鋸、錘子、斧子、改錐、線勒子、扁鏟、塞尺、 線墜、紅線包、墨汁、木鉆??
實木門安裝施工工藝 (3)
格式:pdf
大小:9KB
頁數:3P
4.6
實木門安裝施工工藝 1、材料產品要求 1.1木門:由木材加工廠供應的木門框和扇必須是經檢驗合格的產品,并具有出廠合格證,進 場前應對型號、數量及門扇的加工質量全面進行檢查(其中包括縫子大小、接縫平整、幾何尺 寸正確及門窗的平整度等)。門窗框制做前的木材含水率不得超過12%,生產廠家應嚴格控制。 1.2防腐劑:氟硅酸鈉,其純度不應小于95%,含水率不大于1%,細度要求應全部通過1600 孔/cm2的篩或稀釋的冷底子油涂刷木材與墻體接觸部位進行防腐處理。 1.3釘子、木螺絲、合頁、插銷、拉手、挺鉤、門鎖等按門窗圖表所列的小五金型號、種類及 其配件準備。 1.4對于不同輕質墻體預埋設的木磚及預埋件等,應符合設計要求。 2、主要機具 一般應備有粗刨、細刨、裁口刨、單線刨、鋸、錘子、斧子、改錐、線勒子、扁鏟、塞尺、 線墜、紅線包、墨汁、木鉆??小電鋸、擔子板、掃帚等。 3、作
實木門安裝施工工藝(二)
格式:pdf
大小:53KB
頁數:9P
4.4
2016全新精品資料-全新公文范文-全程指導寫作–獨家原創 1/9 實木門安裝施工工藝(二) 實木門安裝施工工藝(二)提要:木門的木材品種、材質等級、 規格、尺寸、框扇的線型及人造木板的甲醛含量應符合設計要求。設 計未規定材質等級時,所用木材的質量應符合本規范附錄a的規定 自 實木門安裝施工工藝(二) 1、材料產品要求 (1)木門:由木材加工廠供應的木門框和扇必須是經檢驗合格 的產品,并具有出廠合格證,進場前應對型號、數量及門扇的加工質 量全面進行檢查(其中包括縫子大小、接縫平整、幾何尺寸正確及門 的平整度等)。門框制做前的木材含水率不得超過12%,生產廠家應 嚴格控制。 (2)防腐劑:氟硅酸鈉,其純度不應小于95%,含水率不大于 1%,細度要求應全部通過1600孔/cm2的篩或稀釋的冷底子油涂刷木 材與墻體接觸部位進行防腐處理。 (3)釘子、木螺絲、合頁、
裝飾裝修木門施工工藝
格式:pdf
大小:535KB
頁數:2P
4.6
gl實用范本|documenttemplate 第1頁/共2頁 編號:fs-qg-83275 裝飾裝修木門施工工藝 constructiontechnologyofdecorationwoodendoor 說明:為規范化、制度化和統一化作業行為,使人員管理工作有章可 循,提高工作效率和責任感、歸屬感,特此編寫。 裝飾裝修木門施工工藝 1首先根據門的圖紙,檢查門的型號、規格、門框顏色, 木門材質是否符合要求,然后根據門窗的安裝規范進行施工, 應注意如下問題: 2根據圖紙對門洞做水平和垂直的校正,門框木質必須 堅實,門框靠墻面做好防潮處理,如門框埋下地面10mm部分 應做好防潮封閉處理。 門扇與地面縫(裝飾面5mm)。 門扇門企縫(油漆前2-2.5mm) 門扇與門上框縫(油漆前2mm) 門框安裝后,對人流繁忙通道,門扇不得同時裝上,應
裝飾木門-施工工藝 (2)
格式:pdf
大小:32KB
頁數:5P
4.7
裝飾木門、門框的制安施工工藝 1、制作工序 木裝飾門的制作工序:配料→截料→創料→劃線→鑿眼→倒棱→裁口→開 樣→斷肩→組裝→加楔→凈面→油漆→安裝(若有玻璃) 2、制作施工要點
裝飾木門-施工工藝 (3)
格式:pdf
大小:32KB
頁數:5P
4.4
裝飾木門、門框的制安施工工藝 1、制作工序 木裝飾門的制作工序:配料→截料→創料→劃線→鑿眼→倒棱→裁口→開 樣→斷肩→組裝→加楔→凈面→油漆→安裝(若有玻璃) 2、制作施工要點
浮雕裝飾門專用PVC木紋片的制造工藝技術 浮雕裝飾門專用PVC木紋片的制造工藝技術
格式:pdf
大小:136KB
頁數:未知
4.5
介紹一種印有木紋能達到吸塑成型圖案的pvc片材制造工藝技術。它是通過軟pvc膜印刷木紋花紋和透明pvc硬片經干式復合而成。
實木裝飾門施工工藝相關
文輯推薦
知識推薦
百科推薦


職位:土建工程師
擅長專業:土建 安裝 裝飾 市政 園林


