

實木窗-質量檢驗標準
格式:pdf
大小:138KB
頁數:12P
人氣 :78
 4.6
4.6
實木窗、鋁包木窗、木包鋁窗 質量檢驗標準 產品質量檢查規定 目的:對產品整個生產過程和最終檢查,確保原材料、半成品和 產品滿足規定要求,做到未經檢驗或雖經檢驗但仍不合格的產品轉 序、不入庫、不出廠。 一 . 生產過程中的檢查 1. 首先由加工者自檢。自分、自標再交轉下序,進行互檢接收。 2. 批量件首件加工完成必須交檢(自檢) ,檢查合格后才能繼續 加工。 3. 工序檢驗采取逐序檢查,前序沒檢后序不準加工。 二 . 當用成型刀具或工裝加工批量件時,可采取抽檢法,但必須按 “三檢”即:自檢、互檢、專檢。 三 . 噴漆工序為特殊工序,由噴漆工做好工藝記錄,由專檢員進行 逐件檢查。 四 . 生產主管和專檢員要經常進行巡檢,發現問題及時處理和反饋。 五 . 成品檢查、成裝工序為成品最終檢查: 1. 當確認所有組裝用加工零部件和外構質量合格,通過檢驗全 部合格后才能進行組裝。 2. 操作者必須按圖紙



噴涂質量檢驗標準
格式:pdf
大小:513KB
頁數:4P
東莞銳嘉精密機械制造有限公司文件編號版次 wi0703-7v:2.2 標題:生效日期 噴涂質量檢驗標準2015-5-29 page1of4 噴 涂 質 量 檢 驗 標 準 批準審核 (發行印章) 編制 東莞銳嘉精密機械制造有限公司文件編號版次 wi0703-7v:2.2 標題:生效日期 噴涂質量檢驗標準2015-5-29 page2of4 一.目的與范圍: 本要求規定了噴涂的檢驗標準和試驗方法及抽檢比例等,適用于公司零件噴涂后的質量驗收. 二.檢驗內容與驗收標準: 1.依圖紙要求進行噴涂種類及外觀檢查. 1.1噴涂種類應與相關工藝圖紙加工要求相一致. 1.2噴層應均勻、連續、色澤一致、無夾雜物;無縮孔、起泡、針孔、開裂、脫落、粉化、顆粒、流掛、露 底等缺陷;無特殊要求時一般不能出桔皮現象. 1.3零件的顏色、光澤
刀具質量檢驗標準
格式:pdf
大小:30KB
頁數:1P
文件名稱文件編號 審批 檢驗對象檢驗項目檢驗內容檢驗方法工具檢驗標準 尺寸厚度、長度、寬度抽檢卡尺厚度誤差<0.02mm 表面劃傷、劃痕、破損、光度 、夾層 目視正常生產后能否去除 材質2cr13、3cr13、430#、304看標簽目視符合采購要求 規格厚度、形狀、大小等試裝或尺量卡尺按樣 濕度木材含水量測量≤130 材質、顏色木質及色澤目視對比按樣 規格、尺寸長、寬、高測量尺按采購要求 字嘜、條碼、顏 色 字大小、清晰、錯缺、歪斜量度目視尺按樣 檢驗對象檢驗項目檢驗內容檢驗方法工具檢驗標準 工件尺寸工件尺寸、形狀抽檢、按樣尺不允許缺料、按樣 工件批鋒切口、批鋒、爆邊抽檢、目視工件不允許爆邊 工件表面傷痕、劃傷、夾層目視不允許影響最終產品質量 工件形狀工件形狀、輪廓、深度尺量、
編輯推薦下載
噴涂質量檢驗標準
格式:pdf
大小:104KB
頁數:4P
4.5
東莞銳嘉精密機械制造有限公司文件編號版次 wi0703-7v:2.2 標題:生效日期 噴涂質量檢驗標準2015-5-29 page1of4 噴 涂 質 量 檢 驗 標 準 批準審核 (發行印章) 編制 東莞銳嘉精密機械制造有限公司文件編號版次 wi0703-7v:2.2 標題:生效日期 噴涂質量檢驗標準2015-5-29 page2of4 一.目的與范圍: 本要求規定了噴涂的檢驗標準和試驗方法及抽檢比例等,適用于公司零件噴涂后的質量驗收. 二.檢驗內容與驗收標準: 1.依圖紙要求進行噴涂種類及外觀檢查. 1.1噴涂種類應與相關工藝圖紙加工要求相一致. 1.2噴層應均勻、連續、色澤一致、無夾雜物;無縮孔、起泡、針孔、開裂、脫落、粉化、顆粒、流掛、露 底等缺陷;無特殊要求時一般不能出桔皮現象. 1.3零件的顏色、光澤
通用質量檢驗標準
格式:pdf
大小:62KB
頁數:14P
4.8
xxxxxx有限公司 通用質量檢驗標準(a版) 1.目的'k.?,x)?-?'~ 在顧客未提出特別要求時,明確本公司生產產品應達到的質量水平 及檢驗標準,明確原輔材料進貨、產品儲存運輸應達到的質量水平。/^. s2eq1@(2.范圍+`4v)o4f6g2u/] 本標準適用于本公司原材料采購、產品生產(含生產工序委外加工)、儲 存和運輸等過程的質量控制,適用于顧客沒有特別規定的產品生產質量控 制與檢驗,適用于營業部門與顧客溝通、進行業務洽談時參考,適用于生 產技術部在生產過程中進行工序生產質量控制,適用于生產技術部和品質 部對工序產品或成品進行檢驗,適用于全質辦和品質部對采購、產品生產、 儲存和運輸等過程進行巡查或抽檢。*j$c%g3h*bq:w+a 本標準不涉及公司生產設備及其所需的備件采購、備件委外加工。 3.
實木窗質量檢驗標準熱門文檔
服裝質量檢驗標準
格式:pdf
大小:10KB
頁數:5P
4.5
1 服裝質量檢驗標準 一、總體要求 1.款式配色準確無誤; 2.尺寸在允許的誤差范圍內; 3.做工精良; 4.產品干凈、整潔、賣相好。 二、外觀要求 1.門襟順直、平服、長短一致。前抽平服、寬窄一致,里襟不能長于門襟。 有拉鏈唇的應平服、均勻不起皺、不豁開。拉鏈不起浪。紐扣順直均勻、間距相 等。 2.線路均勻順直、止口不反吐、左右寬窄一致。 3.開叉順直、注意裂口。 4.口袋方正、平服,袋口不能豁口。 5.袋蓋、貼袋方正平服,前后、高低、大小一致。里袋高低。大小一致、 方正平服。 6.領缺嘴大小一致,駁頭平服、兩端整齊,領窩圓順、領面平服、松緊適 宜、外口順直不起翹,底領不外露。 7.肩部平服、肩縫順直、兩肩寬窄一致,拼縫對稱。 8.袖子長短、袖口大小、寬窄一致,袖袢高低、長短寬窄一致。 9.背部平服、縫位順直、后腰帶水平對稱,松緊適宜。 10.底邊圓順、平服
質量檢驗標準
格式:pdf
大小:87KB
頁數:12P
4.5
302 1.1砂肋軟體排 5.2.1材料 5.2.2施工要求 軟體排鋪設前,應探查原地基回淤情況,對超過0.5m厚的淤泥應 首先進行清淤。地基整平應首先將圍堰區域內基底存在取砂坑填砂 整平,至與周圍海床平齊。砂坑底部可采用吹填方式,基底外側頂 部1.0m應拋填砂袋做壓實,取砂坑回填應超出圍堰坡趾線不少于 20m,之外自然放坡,并在坡面拋填袋裝砂護坡。 土工織物的拼幅和接長,應采用工業縫紉機縫制,所用尼龍線的強 度不小于150n,其縫接方法采用“包縫”或“丁縫”;土工織物本 體及砂肋套等縫接處的強度應大于原土工織物拉伸強度的70%;縫 制允許偏差滿足《水運工程土工合成材料應用技術規范》 (jtj239-2005)相關規定。 軟體排土工布應加工成鋪設塊鋪設,鋪設塊的寬度不宜小于6米, 長度應按設計長度預留一定的富裕量;軟體排應鋪進圍堰堤腳線內 不小于6m,余排
 第1講 歐式實木窗切削刀具
第1講 歐式實木窗切削刀具 第1講 歐式實木窗切削刀具
格式:pdf
大小:817KB
頁數:4P
4.4
為了積極應對全球金融危機影響,緩解木材加工企業的資金壓力,使企業效益能保持持續增長態勢,應業界廣大企業的要求,自2009年第1期起,本刊特聘請中國林業機械協會林業工具與木工刀具專業委員會副秘書長、南京林業大學木材工業學院曹平祥教授開設當代木工刀具專業方面的前沿技術講座。旨在幫助國內業界企業利用有限的木材資源生產出高附加值的產品。這次講座分為6部分。(1)歐式實木窗切削刀具;(2)板式家具部件切削刀具;(3)強化地板切削刀具;(4)實木復合地板切削刀具;(5)木工刀具裝夾技術;(6)新型結構的木工刀具。
新型建筑實木窗的生產發展 新型建筑實木窗的生產發展
格式:pdf
大小:449KB
頁數:3P
4.7
對新型建筑實木窗產生的背景和生產發展歷程進行了系統闡述。就材料選擇進行了分析并指出,落葉材質堅硬、紋理通直、力學強度高,是新型建筑實木窗的主要原料。給出了產品性能、產品結構、生產工藝和設備選用。
包材檢驗質量檢驗標準
格式:pdf
大小:59KB
頁數:12P
4.4
通用質量檢驗標準(a版) 1.目的 在顧客未提出特別要求時,明確本公司生產產品應達到的質量水平及檢驗標準, 明確原輔材料進貨、產品儲存運輸應達到的質量水平。 2.范圍 本標準適用于本公司原材料采購、產品生產(含生產工序委外加工)、儲存和運輸等 過程的質量控制,適用于顧客沒有特別規定的產品生產質量控制與檢驗,適用于營業部門與 顧客溝通、進行業務洽談時參考,適用于生產技術部在生產過程中進行工序生產質量控制, 適用于生產技術部和品質部對工序產品或成品進行檢驗,適用于全質辦和品質部對采購、產 品生產、儲存和運輸等過程進行巡查或抽檢。 本標準不涉及公司生產設備及其所需的備件采購、備件委外加工。 3.定義 質量標準——原輔材料進貨和投入生產要求的質量項目、生產產品要求的質量項目、 儲存和運輸產品要求的質量項目、部門或車間工序人員工作過程的操作項目,應達到的水平。 檢驗標準——質管
實木窗質量檢驗標準精華文檔
各工序質量檢驗標準
格式:pdf
大小:76KB
頁數:6P
4.3
實業有限公司 文件編號版本頁次 i-03-01a1 各工序質量檢驗標準(初稿) 制訂單位 質量管理處 發行日期 2010年09月25日 生效日期 2010年10月01日 編寫會簽審核批準 技術部: 生產部: 質量部: 采購部: 實業有限公司 文件編號版本頁次 i-03-01a2 各工序質量檢驗標準(初稿) 目的 為了提高公司產品的質量,確保我公司產品的使用性能和實用性。 把一切不合格的可能性控制在公司內部解決好。 范圍 適用于公司生產部各班組 一:開料班質量檢驗標準: 1、所有開出的料都必須符合圖紙要求的技術尺寸,誤差控制在圖紙要求的 尺寸范圍。 2、所有經等離子、氧乙炔切割的材料都必須徹底清渣干凈,切割面必須要 保證平、齊、光順。 3、對原材料存在質量問題的材料應停止開料并及時向上級部門匯報。 4、所有材料經班長質檢后報質檢人
成品質量檢驗標準
格式:pdf
大小:118KB
頁數:14P
4.7
鴻嘉源科技整機質量檢驗標準 擬制:審核:批準: 鴻嘉源科技測試部 地址:寶安西鄉固戍愉盛工業區12棟6樓 整機質量檢驗標準 1.0目的: 1.1本規程規定所有手機的成品品質接收標準,保證交付給顧客的產品都滿足品質要求。 1.2將缺陷量化。 1.3提出了盡量客觀地判斷不符合缺陷的檢測方法和標準。 2.0適用范圍: 本規程適用于所有包裝出貨手機的成品檢驗要求。 3.0定義: 3.1缺陷等級定義: cri:criticaldefect,產品存在對使用者的人身及財產安全構成威脅的缺陷。一旦 發生這種缺陷,會造成所有客戶退貨 mai:majordefect,產品存在以下六種缺陷,為主要缺陷。 1.功能缺陷影響正常使用 2.性能參數超出規格標準 3.漏元件、配件及主要標識 4.多出無關標識及其他可能影響產品性能的物品 5.包裝存在可能影響產品形象的
家裝質量檢驗標準
格式:pdf
大小:24KB
頁數:11P
4.8
一、吊頂 1、石膏板吊頂:(平面無造形)單位:m*2工藝要求: a現多采用由工廠加工生產的木方拼成網或通過木方與頂棚基層固定。 木方規格:25×30mm網格規格:300×300mm b吊頂紙面石膏一般用9mm厚石膏板并應用防銹螺釘固定在龍骨上。紙 面石膏板應在無應力狀態下進行固定,防止出現彎棱凸鼓現象。 c紙面石膏板的長邊應沿縱向次龍骨鋪設。螺釘與紙面石膏板邊距以 15~20mm為宜,釘距以150~170mm為宜,平均布置并與板面垂直,釘頭嵌入石膏 板深度以0.5mm~1mm為宜并不使紙面破損,釘眼用石膏膩子抹平。 2、紙面石膏板:(有造形)單位:m2工藝要求: a簡單造形處易用石膏板,如造型復雜用膠合板拼接且接縫處應按要求進 行板縫處理。(此項也適用于板材拼封管道,墻面外刷乳膠漆處) c膠合板可用釘子固定,釘距為8~150mm,釘長20


沙發質量檢驗標準
格式:pdf
大小:116KB
頁數:6P
4.6
頂好居家用品有限公司 文件編號 版次a/0 沙發質量檢驗標準 頁次1 制定日期 1生產檢驗質量標準(特殊客戶質量要求按客戶標準) 1.1木架開料(實木) 序號質量檢驗要求缺陷等級 1不得使用爛木,斷裂,嚴重缺料或樹皮,結巴的木方嚴重問題 2不得使用昆蟲尚在侵蝕的木材嚴重問題 3 實木材料要與物料表要求一致(如松木(本地松木,加拿大松)或杉木、 樺木;特別注意含水率的要求,注:我司出歐洲實木平均含水率在14%以內) 嚴重問題 4輕微腐朽材的面積不得超過部件面積的15%主要問題 5開料尺寸偏差長,寬在±2mm,厚度在±1mm主要問題 6開料的邊緣有輕微的毛邊、崩邊、鋸齒、波浪等外觀性問題次要問題 1.2木架開料(板材) 1 板材類型要確認清楚(如mdf、pb板或pw,e0、e1或e2板、carb板、 fsc與非
實木窗質量檢驗標準最新文檔

噴漆外觀質量檢驗標準
格式:pdf
大小:3.7MB
頁數:8P
4.6
板式換熱器噴漆外觀質量檢驗規程 版本:2013.001 編制: 審核: 批準: 揚州派斯特換熱器有限公司 1目的 確立公司噴漆工藝外觀質量檢驗判定標準,以確保滿足產品要求。 2范圍 此標準適用于噴漆車間噴涂底漆、面漆的質量檢查以及最終成品外觀質量檢查。 3等級分類 本公司油漆噴涂質量分為三個等級:a面(關鍵面)、b面(重要面)、c面(一般面)。 a級面(關鍵面):裝配后經常看到的外表面,主要外觀,客戶一定注意或有要求的面。 b級面(重要面):不經常看到,但在一定條件下能看到的面,側面或客戶能夠看到但 不會注意或沒有嚴格要求的面。 c級面(一般面):一般看不到,或只有在裝配過程中看到的面,內側面,客戶無法看 到的面。 4外觀檢驗 4.1外觀檢驗時,除了整體的大面外,須注意一些不容易噴漆或比較容易產生 缺陷的角落。 4.2涂層表面光滑、平整、均勻,表面不得有如下缺陷: a)
![鋼構質量檢驗標準[詳]](https://files.zjtcn.com/group1/M00/8D/D9/CgoBZ2A_QeSAK7KNAAA3wttLPKI379.jpg)
鋼構質量檢驗標準[詳]
格式:pdf
大小:703KB
頁數:8P
4.6
...... 學習參考 鋼構制作質量檢驗標準 根據公司現有鋼結構加工制作工藝,大致分為:1)拼板;(2)切割(3) 組立(4)埋焊(5)矯正(6)鉆孔(7)拼裝(8)焊接(9)噴砂(10)油 漆十個工序。針對以上工序參照《鋼結構工程施工質量驗收規范 gb50205-2001》中相關規范。擬制定各工序質量控制要求和工藝處罰標準。 一、所有工程必須嚴格按照圖紙設計要求進行加工制作。相關標準參照《鋼結 構工程施工質量驗收規范gb50205-2001》中相關規范。 二、為保證產品質量,應落實好“三檢”制度:自檢、互檢、專職檢。各工序 應根據各自工序質量控制標準,嚴格自檢,保證不合格的零部件不向下道工序轉 交;工序之間要進行互檢,達不到本工序質量要求的零部件不接收;質檢人員要 全過程督查,針對各工序出現的問題,及時處理整改并處罰。 三、各工序質量標準 1

外觀件涂鍍層質量檢驗標準
格式:pdf
大小:47KB
頁數:3P
4.5
質量標準文件 q/ft0110 外觀件涂鍍層質量檢驗標準 2008年11月日發布2008年11月日執行 北京福田環保動力股份有限公司發動機廠 文件編號:q/ft0110 版本號:a 修訂次數:0 外觀件涂鍍層質量檢驗標準 發布日期:2008.9.10 執行日期:2008.9.15 第2頁共2頁 北京福田環保動力股份有限公司發動機廠 1目的 對發動機整機外觀件涂層質量進行有效的檢驗和控制,指導檢驗人員進行涂層質量檢驗 的實際操作。 2適用范圍 適用于北京福田環保動力股份有限公司發動機外觀件涂鍍層質量的檢測。 3引用文件 q/fteo15-2006發動機整機防銹、包裝技術標準 gb/t14293-1998人造氣氛腐蝕試驗一般要求 gb/t1771-91色漆和清漆耐中性鹽霧性能的測定 qc

雙面多層PCB質量檢驗標準
格式:pdf
大小:13KB
頁數:5P
4.3
雙面多層pcb質量檢驗標準 雙面多層pcb質量檢驗標準 作者:佚名文章來源:全網電子 范圍:本標準適用于對產品的基材、金屬涂覆層、阻焊、字符、外型、孔、翹曲度等項目的檢驗。 當此標準不適于某種手制造工藝或與客戶要求不符時, 以與客戶協議的標準為準。 1檢驗要求 3.1基(底)材: 3.1.1白斑網紋纖維隱現 白斑網紋如符合以下要求則可接受: (1)不超過板面積的5% (2)線路間距中的白斑不可占線距的50% 3.1.2暈圈分層起泡不可接受. 3.1.3外來雜物 基材的外來雜物如果符合以下要求則可接受: (1)可辨認為不導電物質 (2)導線間距減少不超過原導線間距的50% (3)最長尺寸不大于0.75mm 3.1.4基材不得有銅箔分層翹起,不得有纖維隱現的現象。 3.1.5基材型號符合規定要求 3.2翹曲
遠東幕墻質量檢驗標準
格式:pdf
大小:347KB
頁數:33P
4.5
建筑幕墻質量檢驗標準 頁碼:1/37 1.范圍 本標準規定了幕墻制品(深圳)有限公司進行幕墻單元件物料供應、 加工制作過程中的構件、組件各項質量要求。 本標準僅適用于鋁質工程有限公司在加工制作過程中對單元件構件、 組件的各項質量控制。 2.引用標準 下列標準所包含的條文,通過在本標準中引用而構成為本標準的條文。 本標準發布時,所示版本均為有效。所有標準都會被修訂,使用本標 準的各方應探討使用下列標準的最新版本的可能性。 jgj/t1392001自2002年3月1日起施行《玻璃幕墻工程質量檢驗標準》 jgj102-2003《玻璃幕墻工程技術規范》 jg3035-1996《建筑幕墻》 gb3098.1《緊固件機械性能螺栓、螺釘、螺柱》 gb50300建筑工程施工質量驗收統一標準 gb/t5237.5鋁合金建筑型材 gb/t50205-2001鋼結構工程質
鋼構質量檢驗標準
格式:pdf
大小:666KB
頁數:7P
4.5
鋼構制作質量檢驗標準 根據公司現有鋼結構加工制作工藝,大致分為:1)拼板;(2)切割(3) 組立(4)埋焊(5)矯正(6)鉆孔(7)拼裝(8)焊接(9)噴砂(10)油 漆十個工序。針對以上工序參照《鋼結構工程施工質量驗收規范 gb50205-2001》中相關規范。擬制定各工序質量控制要求和工藝處罰標準。 一、所有工程必須嚴格按照圖紙設計要求進行加工制作。相關標準參照《鋼結 構工程施工質量驗收規范gb50205-2001》中相關規范。 二、為保證產品質量,應落實好“三檢”制度:自檢、互檢、專職檢。各工序 應根據各自工序質量控制標準,嚴格自檢,保證不合格的零部件不向下道工序轉 交;工序之間要進行互檢,達不到本工序質量要求的零部件不接收;質檢人員要 全過程督查,針對各工序出現的問題,及時處理整改并處罰。 三、各工序質量標準 1.拼板質量標準 根據下料清單
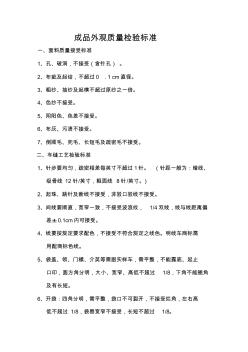
成品外觀質量檢驗標準
格式:pdf
大小:6KB
頁數:3P
4.3
成品外觀質量檢驗標準 一、面料質量接受標準 1、孔、破洞,不接受(含針孔)。 2、布疵及起結,不超過0.1cm直徑。 3、粗紗、抽紗及起橫不超過原紗之一倍。 4、色紗不接受。 5、陰陽色、色差不接受。 6、布灰、污漬不接受。 7、倒順毛、死毛、長短毛及疏密毛不接受。 二、車縫工藝檢驗標準 1、針步要均勻,疏密相差每英寸不超過1針。(針距一般為:暗線、 級骨線12針/英寸,粗面線8針/英寸。) 2、起珠、跳針及斷線不接受,非駁口駁線不接受。 3、間線要順直,寬窄一致,不接受波浪紋,1/4雙線,線與線距離偏 差±0.1cm內可接受。 4、線要按規定要求配色,不接受不符合規定之線色。明線車商標需 用配商標色線。 5、袋蓋、領、門襟、介英等需跟實樣車,需平整,不能露底、起止 口印,圓方角分明,大小、寬窄、高低不超過1/8,下角不能翹角 及有長短。 6、開袋:四角分明,需平整,袋口不
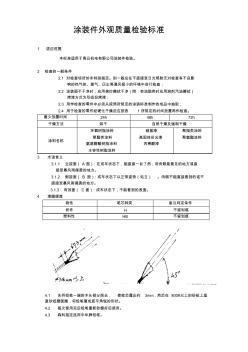
涂裝件外觀質量檢驗標準
格式:pdf
大小:41KB
頁數:2P
4.7
涂裝件外觀質量檢驗標準 1適應范圍 本標準適用于青云機電有限公司涂裝件檢驗。 2檢查的一般條件 2.1對檢查場所如未特別指定。則一般應在不直接受日光照射無對檢查有不良影 響的熱氣體、蒸氣、灰塵等通風極小的環境中進行檢查; 2.2涂裝面不干凈時,應用棉紗擦拭干凈(附:有油脂類時應用溶劑汽油擦拭) 烤漆方式為雙組份烤漆; 2.3用作檢查的零件中必須從按照所規定的涂裝標準制作的成品中抽取; 2.4用于檢查的零件經硬化干燥后應按表1所規定的時間放置再作檢查。 最少放置時間24h48h72h 干燥方法烘干自然干燥及強制干燥 涂料名稱 環氧樹脂涂料 聚酯類涂料 氨基醇酸樹脂涂料 水容性樹脂涂料 硝基漆 高固體份光漆 丙稀酸漆 聚脂類涂料 聚氨酯涂料 3術語含義 3.1.1主視面(a面):在成車狀態下,能直接一目了然,用肉眼能看見的地方或直 接受暴風雨侵襲的地方。
實木窗的發展及其數控加工中心的應用前景 實木窗的發展及其數控加工中心的應用前景
格式:pdf
大小:32KB
頁數:3P
4.5
在對新型實木窗和傳統窗進行比較的基礎上分析了實木窗的優點,結合我國具體國情和歐洲實木窗的普及情況,論述了我國與歐洲國家的實木窗及其數控加工中心技術的差距,分析了實木窗數控加工中心國產化和在國內的應用前景。

客車油漆相關質量檢驗標準
格式:pdf
大小:485KB
頁數:23P
4.3
涂層的分區: 車身涂層分為a、b、c、d四區,見下圖。 a區:為前圍、車門、側圍擱梁與腰梁之間的區域; b區:為后圍、前保險杠、腰梁與下邊梁之間的區域; c區:為頂蓋全部; d區:為底架與地板下面。 檢驗條件: 1.檢驗環境在接近自然光處; 2.環境照度1000~1300lx; 3.檢驗員視力0.8以上,無色盲。 涂層質量見下表,其余要求應符合gb11380的規定。(宇通客車涂裝檢驗標準) 序號要求檢驗方法備注 1 a區不應有直徑超過1.5mm的 麻點,b、c區不應有直徑超 過2mm的麻點 目測,觸感及用通用梁具 測量 2a、b、c區不應有顆粒目測及觸感 3 a、b區不應有直徑大于1.5mm 的針孔 相距30cm目測 4a、b、c區不應有露底相距50cm目測 5d區不應有露白相距50cm目測 6 a、b區漆膜光澤度應不低于 90%,相
實木窗質量檢驗標準相關
文輯推薦
知識推薦
百科推薦

職位:暖通專業審圖師
擅長專業:土建 安裝 裝飾 市政 園林


