




 基于CNG地下儲氣井檢測用的自動懸浮式超聲波探頭設計
基于CNG地下儲氣井檢測用的自動懸浮式超聲波探頭設計 基于CNG地下儲氣井檢測用的自動懸浮式超聲波探頭設計
格式:pdf
大小:757KB
頁數:4P
提出一種cng地下儲氣井檢測成像用的自動懸浮式超聲波探頭系統,該系統利用閉環反饋控制方法,能自動保持超聲波探頭與管壁之間為較小的恒定距離,使轉動的探頭與壁之間有恒定厚度的一層耦合液,解決了空氣與鋼管的聲阻抗相差太大,超聲波不能進入鋼管內部的難題,并保證旋轉探頭不被磨損。設計一種慣性離心力開關,能自動地提供所需的耦合液。這種自動懸浮式超聲波探頭系統在采樣頻率不太高時,能較準確地保持探頭與壁之間有均勻的耦合液。使cng地下儲氣井超聲波檢測成像的基本問題得到較好的解決。
超聲波探傷儀、探頭及試塊
格式:pdf
大小:696KB
頁數:12P
更多資料盡在中國檢測網www.***.*** 第二章超聲波探傷儀、探頭及試塊 第二節超聲波探頭 一、壓電效應和壓電材料 超聲波探傷是利用超聲波探頭實現電氣轉換的,所以,超聲波探 頭也叫超聲波換能器,其電聲轉換是可逆的,且轉換時間極短,可以 忽略不計。根據產生超聲波和電聲轉換方式的不同,可有多種不同類 型的超聲波換能器,這些電聲轉換方式有:利用某些金屬(鐵磁性材 料)在交變磁場中的磁致伸縮,產生和接收超聲波:利用電磁感應原 理產生電磁超聲以及利用機械振動、熱效應和靜電法等都能產生和接 收超聲波。目前用得最多的是以利用壓電效應原理制成的壓電材料超 聲換能器。 1.壓電材料的壓電效應 某些單晶體和多晶體陶瓷材料在應力(壓縮力和拉伸力)作用下 產生應變時引起晶體電荷不對稱分配,異種電荷向正反兩面集中,材 料的晶體中就產生電場和極化,這種效應稱為正壓
編輯推薦下載

超聲波探傷儀探頭分類
格式:pdf
大小:16KB
頁數:5P
 4.7
4.7
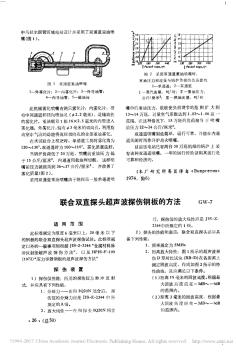
超聲波探傷儀探頭分類 資料整理:無損檢測資源網 http://www.***.***無損檢測資源網 超聲波探傷儀探頭的分類 超聲波探傷儀探頭主要由壓電晶片組成。探頭可發射及接收超聲波。 探頭由于其結構的不同可分為直探頭(縱波)、斜探頭(橫波)、表面波 探頭(表面波)、蘭姆波探頭(蘭姆波)、可變角探頭(縱波、橫波、表 面波、蘭姆波)、雙探頭(一個探頭發射,另一個探頭接收)、聚焦探頭 (將聲波聚集為一細束)、水浸探頭(可浸在液體中)以及其它專用探頭 (如探高壓瓷瓶的s型或扁平探頭或探人體用的醫用探頭)等。 1.超聲波探傷儀探頭之一:直探頭 直探頭也稱平探頭,可發射及接受縱波。 直探頭主要由壓電晶片、阻尼塊(吸收塊)及保護膜組成。 (1)壓電晶片壓電晶片的厚度與超聲頻率成反比。例如鋯鈦酸鉛 (pzt-5)的頻率厚度常數為1890千赫/毫米,晶片厚度為1毫米時,自然頻 率
如何選擇超聲波探傷儀探頭
格式:pdf
大小:37KB
頁數:3P
4.6
如何選擇超聲波探傷儀探頭 超聲波探傷儀探頭的主要作用:一是將返回來的聲波轉換成電脈沖;二是控 制超聲波的傳播方向和能量集中的程度,當改變探頭入射角或改變超聲波的擴散 角時,可使聲波的主要能量按不同的角度射入介質內部或改變聲波的指向性,提 高分辨率;三是實現波形轉換;四是控制工作頻率,適用于不同的工作條件。 超聲波探傷儀探頭種類繁多,日常使用中常見的探頭種類有以下幾種: 1、超聲波探傷儀直探頭 進行垂直探傷用的單晶片探頭,主要用于縱波探傷。直探頭由插座、外殼、 保護膜、壓電晶片、吸聲材料等組成,頭接觸面為可更換的軟膜,用于檢測表面 粗糙的工件。 2、超聲波探傷儀斜探頭 進行斜射探傷用的探頭,主要用于橫波探傷。斜探頭由斜塊、壓電晶片、吸 聲材料、外殼、插座等組成,斜探頭的聲束與探頭表面傾斜,因此可用于檢測直 聲束無法到達的部位、或者缺陷的方向與檢測面之間存在夾角的區域。 3、超
塑料斜楔對超聲波探頭頻率影響熱門文檔
超聲波探傷儀探頭的分類
格式:pdf
大小:11KB
頁數:2P
4.7
超聲波探傷儀探頭的分類 超聲波探傷儀探頭主要由壓電晶片組成。探頭可發射及接收超聲波。探頭由于其結構的不同可分為直探頭(縱 波)、斜探頭(橫波)、表面波探頭(表面波)、蘭姆波探頭(蘭姆波)、可變角探頭(縱波、橫波、表面波、蘭 姆波)、雙探頭(一個探頭發射,另一個探頭接收)、聚焦探頭(將聲波聚集為一細束)、水浸探頭(可浸在液體 中)以及其它專用探頭(如探高壓瓷瓶的s型或扁平探頭或探人體用的醫用探頭)等。 1.超聲波探傷儀探頭之一:直探頭 直探頭也稱平探頭,可發射及接受縱波。 直探頭主要由壓電晶片、阻尼塊(吸收塊)及保護膜組成。 (1)壓電晶片壓電晶片的厚度與超聲頻率成反比。例如鋯鈦酸鉛(pzt-5)的頻率厚度常數為1890千赫 /毫米,晶片厚度為1毫米時,自然頻率為1.89兆赫,厚度為0.7毫米時,自然頻率約2.5兆赫。電壓晶片的直徑 與擴散角成反比。電壓

超聲波探傷儀探頭標定實驗指導書
格式:pdf
大小:179KB
頁數:6P
4.5
實驗三超聲波探傷儀探頭標定實驗指導書 一、實驗目的 1、熟練掌握數字探傷儀的使用方法; 2、掌握超聲波探傷儀探頭校準方法 3、理解探頭k值、探測靈敏度的含義。 二、預習內容 1、熟悉探傷儀使用說明書 2、了解實驗設備 3、深刻理解實驗內容和方法。 三、實驗內容 完成探頭如下標定內容:校距離、校k值、制作距離波幅曲線、確定檢測 范圍、確定探傷靈敏度。 四、注意事項 探頭k值應為2(探頭規格2.5p1313k2),由于要執行gb4730-93標準, 根據此標準可知,校準用的標準試塊為csk-ⅰa,對比試塊為csk-ⅲa,當工件厚 度為20mm時,則判廢線為16+5db,定量線為16-3db,評定線為16-9db, 此三條線的16是指csk-ⅲa試塊上的人工缺陷(短橫孔),三條線分別加減多 少db是以16短橫孔為
塑料斜楔對超聲波探頭頻率影響精華文檔
超聲波探傷理論基礎
格式:pdf
大小:98KB
頁數:8P
4.7
第一章超聲波探傷的物理基礎 第一節波的一般概念 1.波 介質的一切質點,是以彈性力互相聯系著的,某質點在介質內振動,能激 起周圍的質點振動。振動是一種很普遍的運動形式,物體在一定位置附近作周 期性的往復運動叫作機械振動。例如:鐘擺的來回擺動,活塞的往復運動都是 機械振動。 振動在彈性介質內的傳播過程稱為波動,簡稱“波”。(有機械波和電磁波) 波是傳遞能量的一種方式,波在傳播振動的同時,也將波源的能量傳播出 去,即產生新的波源。例如:超聲波探傷就是將探頭晶片(波源)振動的能量 傳遞到鋼材中去。 產生波動,必須有振源及可傳播能量的彈性介質。 2.聲波 聲波是一種機械波,可在氣體、液體、固體中傳播;根據頻率不同,它可 分為次聲波、可聞波、超聲波和特超聲波。 (1).次聲波.頻率 (f)低于20hz /秒叫作次聲波。 (2).聲波.頻率 (f)大于2
管材超聲波探傷
格式:pdf
大小:2.5MB
頁數:19P
4.7
第四節管材超聲波探傷 一、管材加工及常見缺陷 管材種類很多,據管徑不同分為小口徑管和大口徑管,據加工方法不同 分為無縫鋼管和焊接管。 無縫鋼管是通過穿孔法和高速擠壓法得到的,穿孔法是用穿孔機穿孔。 并同時用軋輥滾 軋,最后用心棒軋管機定徑壓延平整成型。高速擠壓法是在擠壓機中直接擠壓成 形,這中方法加工的管材尺寸精度高。 焊接管是先將板材卷成管形,然后用電阻焊或埋弧自動焊加工成型。一般大口徑 管多用這種方法加工。對于厚壁大口徑管也可由鋼錠經鍛造、軋制等工藝加工而 成。 管材中常見缺陷與加工方法有關。無縫鋼管中常見缺陷有裂紋、折迭、 夾層等。焊接管中常見缺陷與焊縫類似,一般為裂紋、氣孔、夾渣、未焊透等.鍛 軋管常見缺陷與鍛件類似,一般為裂紋、白點、重皮等。 用于高溫、高壓的管材及其它特殊用途的重要管材都必須進行超聲波探 傷。 據管材不同,分為鋼管、銅管和鋁管等。下面以鋼管為例來
超聲波探傷檢測規范
格式:pdf
大小:21KB
頁數:3P
4.8
超聲波探傷檢測規范 一.目的 對回轉支承產品配套使用的毛坯內部質量進行超聲波探傷檢測,以確保產 品質量。 二.范圍 所有進廠回轉支承毛坯(包括50mn和42crmo材料) 三.檢測標準 檢驗方法依據gb/t6402-2008≤鋼鍛件超聲檢測方法≥的規定進行檢驗,標準 gb/t6402-2008適用于脈沖反射式超聲波檢驗法對厚度或直徑大于100mm的碳鋼 及低合金鋼一般鍛件的超聲波檢測。 四.檢測條件及探傷方法 (1)環形毛坯鍛件接觸法檢驗時,一般在粗加工完成后,鍛件表面粗糙度ra 值應小于3.2um,表面應平整,無影響聲耦合的氧化皮,贓物等附著物, 并滿足檢驗要求; (2)在探頭與檢測面之間,應使用合適的耦合劑; (3)根據鍛件加工工藝,環形毛坯主要探測面為外圓百分之百檢測,輔助探 測為上下端面; (4)掃查方式為手工掃查,探頭在檢測面的掃查間距,應保證有15%的

塑料斜楔對超聲波探頭頻率影響最新文檔
超聲波探傷試塊
格式:pdf
大小:51KB
頁數:3P
4.8
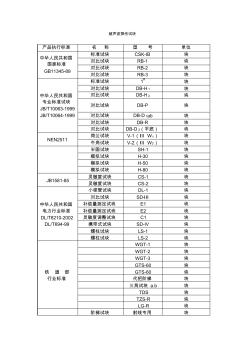
超聲波探傷試塊 產品執行標準名稱型號單位 中華人民共和國 國家標準 gb11345-89 標準試塊csk-ib塊 對比試塊rb-1塊 對比試塊rb-2塊 對比試塊rb-3塊 中華人民共和國 專業標準試塊 jb/t10063-1999 jb/t10064-1999 標準試塊1#塊 對比試塊db-h1塊 對比試塊db-h2塊 對比試塊db-p塊 對比試塊db-d1ab塊 對比試塊db-r塊 對比試塊db-d2(平底)塊 nen2511 荷蘭試塊v-1(ⅱw1)塊 牛角試塊v-2(ⅱw2)塊 半圓試塊sh-1塊 模擬試塊h-30塊 模擬試塊h-50塊 模擬試塊h-80塊 jb1581-85 靈敏度試塊cs-1塊 靈敏度試塊cs-2塊 中華人民共和國 電力行業標準 dl/t8210-2002
焊縫超聲波探傷(第三節焊縫超聲波探傷定位)
格式:pdf
大小:243KB
頁數:8P
4.8
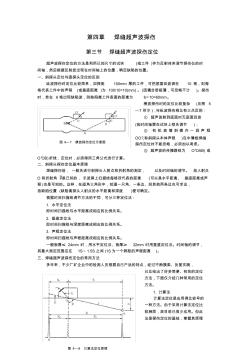
第四章焊縫超聲波探傷 第三節焊縫超聲波探傷定位 超聲波探傷定位的方法是利用已知尺寸的試塊(或工件)作為反射體來調節探傷儀的時 間軸,然后根據反射波出現在時間軸上的位置,確定缺陷的位置。 一、斜探頭定位與直探頭定位的區別 縱波探傷時定位比較簡單,如探測100mm厚的工件,可把底面回波調在10格,則每 格代表工件中的聲程(或垂直距離)為100/10=10(mm)。(因耦合層極薄,可忽略不計)。探傷 時,若在6格出現缺陷波,則缺陷離工件表面的距離為6×10=60mm。 橫波探傷時的定位比較復雜(見圖5 –7所示),與縱波探傷相比有三點區別: ①超聲波射到底面時無底面回波 (故時間軸需在試塊上預先調節); ②有機玻璃斜楔內一段聲程 oo(稱斜探頭本體聲程)在中薄板焊縫 探傷定位時不能忽略,必須加以考慮。 ③超聲波的傳播路線為
塑料薄膜超聲波焊接研究 塑料薄膜超聲波焊接研究
格式:pdf
大小:790KB
頁數:4P
4.3
利用4種不同厚度的pp薄膜進行超聲熱合實驗,分別得到熱合強度最高時相應的超聲時間。對封合處的剖面進行顯微觀測,并對紙板進行同樣的超聲封合,發現在超聲波作用時,材料間摩擦產生的熱量是熔融材料實現焊接的主要原因。
CuW復合材料的超聲波探傷研究(二) CuW復合材料的超聲波探傷研究(二)
格式:pdf
大小:718KB
頁數:5P
4.5
本文承接第一部分,主要研究了在實際超聲波檢測過程中如何采用對比試塊通過多次反射波法和垂直掃查法對材料進行評價的方法。結合檢測實際,給出了實際檢測的操作方法和評價方法以及相應的參考標準波形和典型的缺陷圖形
CuW復合材料的超聲波探傷研究(三) CuW復合材料的超聲波探傷研究(三)
格式:pdf
大小:609KB
頁數:5P
4.4
本文是cuw復合材料的超聲波探傷研究的第二部分。主要研究了如何利用超聲波探傷法檢測cuw/cucr(cu)整體觸頭結合面的方法。對比選擇了超聲探測面,分析了cuw/cucr(cu)結合面探傷特點,并著重針對結合面氧化缺陷,對比采用b/s法和采用單獨比較結合面反射波法的探傷效果,提出了采用單獨比較結合面反射波法對cuw/cucr(cu)結合面進行探傷的參數,并給出了相應的檢測效果圖
PE管超聲波探傷中確定探頭K值與掃描速度的方法 PE管超聲波探傷中確定探頭K值與掃描速度的方法
格式:pdf
大小:352KB
頁數:2P
4.3
簡要介紹在pe管超聲波探傷中利用斷面確定所用探頭的k值與調節掃描速度的原理、方法,并分析了可能出現的誤差原因。
高頻焊管焊縫超聲波探傷探頭參數的選擇 高頻焊管焊縫超聲波探傷探頭參數的選擇
格式:pdf
大小:445KB
頁數:3P
4.3
高頻焊管焊縫通常采用超聲波斜探頭橫波探傷。分析了斜探頭參數如k值、晶片尺寸、頻率等對缺陷檢出準確率的影響,給出了探頭各參數的選擇原則。最后指出,聲程損失、儀器性能、操作人員的技能水平等均會對超聲波探傷時的回波產生影響,有時還會造成誤判,因此,在實際操作中應多試用幾個探頭,選擇其中最適合的,以提高超聲波探傷的準確率。
鋼管接觸法超聲波探傷雙向斜探頭的改進 鋼管接觸法超聲波探傷雙向斜探頭的改進
格式:pdf
大小:521KB
頁數:4P
4.6
闡述了探頭入射角是影響探傷靈敏度的主要因素之一,分析了有機玻璃楔塊角度的變化對探頭入射角的影響。在實際工作中發現,入射角基本固定的雙向斜探頭不適應生產實際的需要,因此,對部分規格探頭結構進行改進,提出采用雙向可變角探頭,避免了楔塊角度對探頭入射角的影響,入射角可以在整個允許范圍內調節,從而提高探傷靈敏度,減小漏、誤檢率,保證探傷結果的準確性。
塑料斜楔對超聲波探頭頻率影響相關
文輯推薦
知識推薦
百科推薦


職位:建筑智能化照明動力工程師
擅長專業:土建 安裝 裝飾 市政 園林


