




編輯推薦下載
塑料板材、片材、網材生產線
格式:pdf
大小:5.2MB
頁數:12P
 4.5
4.5
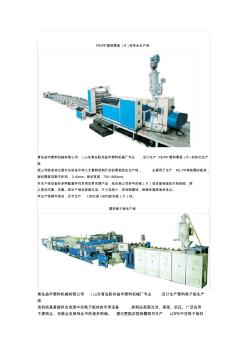
pe/pp塑料厚板(片)材擠出生產線 青島益豐塑料機械有限公司|山東青島膠州益豐塑料機械廠專業,設計生產pe/pp塑料厚板(片)材擠出生產 線 我公司吸收消化國外先進技術和工藝最新研制開發的厚板擠出生產線,主要用于生產pe、pp等較厚的板材, 板材厚度范圍可作到2-40mm,板材寬度750-1800mm。 本生產線設備的多種配套件均采用世界名牌產品,結合我公司多年的板(片)材設備制造技術和經驗,使 之更加可靠、完善。其生產制品表面光潔、尺寸誤差小,具有耐腐蝕,絕緣性強等諸多優點。 本生產線稍作改動,還可生產ldpe或hdpe發泡板(片)材。 塑料格子板生產線 青島益豐塑料機械有限公司|山東青島膠州益豐塑料機械廠專業,設計生產塑料格子板生產 線 該機組是直接擠出成型中空格子板材的專用設備,其制品表面光潔、美觀、抗壓、廣泛應用 于建筑業、包裝業及裝飾業中的諸多領
塑料型材含板片材產量熱門文檔
 大型扣板塑料型材擠出模設計
大型扣板塑料型材擠出模設計 大型扣板塑料型材擠出模設計
格式:pdf
大小:262KB
頁數:4P
4.7
介紹了扣板塑料型材的成型工藝及流程,提出了通過增加支撐托盤、支撐塊及氣缸來解決由于模具尺寸過大而帶來的相關問題的辦法。實踐證明,該模具結構合理、操作方便,生產效率高,對其他大型模具結構的設計有一定的參考價值。

塑料型材及塑料門窗知識系統介紹
格式:pdf
大小:63KB
頁數:13P
4.3
1 塑料型材及塑料門窗知識系統介紹1 編者按:從這期開始,本報將在《技術論壇》這個欄目里連續刊登塑料型材和塑料門窗 知識的系統介紹,以饗廣大顧客對這個行業的知識有一個完整積累,并以此來幫助大家更清 楚地認識、使用塑料型材和塑料門窗。企望能達此目的。 一、各類門窗的斷代 自從進入到奴隸社會以來,人類從天然洞穴或巖洞里走出來開始房屋建筑后,才具有了真 正意義上的門窗。隨著生產力的不斷發展,推動著社會各方面的進步,門窗業也得到了相應 的發展,從最原始的木門窗逐漸演變到現在的塑料門窗。那么,究竟怎樣的斷代才是準確的 呢? 1、按照時間順序斷代 通常業內是按照時間順序斷代的,即木門窗—鋼門窗(包括彩板鋼門窗和不銹鋼門窗)— 鋁合金門窗—塑料門窗—玻璃鋼門窗共五代。其實這樣斷代并不科學,如金屬類門窗在我國 投入市場的時間間隔并沒有多長時間,幾乎是同時出現,因此不易用代
塑料片材的組成、結構與其裂紋問題解析 塑料片材的組成、結構與其裂紋問題解析
格式:pdf
大小:103KB
頁數:未知
4.7
塑料具有重量輕、化學穩定性強、電絕緣性能好、機械強度高、防水性好等優異的性能,因此,塑料制品得到了廣泛的應用,充斥在我們生活中的方方面面。但是,塑料產品中也存在著很多的斷裂問題,這不僅影響塑料產品的使用壽命,而且還會造成一定的安全隱患,因此,人們一直在關注這個問題。本文即從材料組成和加工過程兩方面出發,對塑料片材產生裂紋的原因進行了分析并提出了相應的解決措施,希望對相關工作者能有所幫助。
聚氯乙烯彩色塑料型材 聚氯乙烯彩色塑料型材
格式:pdf
大小:66KB
頁數:未知
4.4
本實用新型公開了一種聚氯乙烯(pvc)彩色塑料型材。其技術方案包括普通聚氯乙烯型材,其特征在于,在普通聚氯乙烯型材的可視面上融合有以赤泥粉為填充劑的棕色pvc層。本實用新型具有抗紫外線老化、耐污染、不易褪色、生產簡單、價格較為低廉等優點,且其高貴典雅的咖啡色具有很好的美化裝飾效果。
塑料型材含板片材產量精華文檔
 一種塑料型材擠出生產線
一種塑料型材擠出生產線 一種塑料型材擠出生產線
格式:pdf
大小:549KB
頁數:2P
4.4
一種塑料型材擠出生產線,貼膜裝置安裝在牽引機前面,貼膜裝置的上支架與底座通過空心導管和支撐桿相連,上支架和底座的后部都設有左支撐架和右支撐架,左支撐架與保護膜固定輥左端的傳動短軸通過活動銷連接,右支撐架與保護膜固定輥右端的傳動短軸通過蝶形調整螺栓連接;空心導管內設有活動槽,下部設有貼合輥裝口,保護膜貼合輥兩端設有短軸,短軸上設有貼合
造成PVC塑料型材發脆的原因與解決
格式:pdf
大小:14KB
頁數:5P
4.6
造成pvc塑料型材發脆的原因與解決 型材發脆基本上在制品的物理、力學性能上得到充分體現。其主要特征為:下料時崩口、 冷沖破裂。造成型材制品物理、力學性能差的原因有很多,主要表現為以下幾種: 一、配方及混料工藝不合理 1、填料過多 針對目前市場上型材價格低,而原材料價格上漲的格局,型材廠家都是在降低成本上作 文章,正規的型材廠家通過配方的優化組合,是在不降低質量的前提下,降低了成本;有些 廠家卻在降低成本的同時也降低了制品質量。由于配方組份的原因,最直接有效的辦法是增 加填料,在pvc-u塑料異型材中常用的填料為碳酸鈣。在以前的配方體系中多數是填加重 鈣,其目的是增加剛性和降低成本,但重鈣由于本身粒子形狀不規則而且粒徑比較粗與pvc 樹脂本體的相溶性差,所以其添加份數很低,而且份數增大時會對型材的色澤和表觀造成影 響。現在隨著技術的發展,大多采用超細輕質
塑料型材及門窗熱工性能分析 塑料型材及門窗熱工性能分析
格式:pdf
大小:1.1MB
頁數:6P
4.7
本文采用軟件模擬的方法分別對三腔、四腔、五腔和六腔系列塑料型材及雙玻窗、三玻窗、四玻窗和雙層窗的熱工性能進行了計算,對比分析計算結果,得出了型材的傳熱系數隨腔室數的增加出現極值的規律,提出了型材腔室的最佳設計尺寸范圍;得出了門窗的傳熱系數隨玻璃和空氣層的增加出現的規律,提出了雙層窗作為節能保溫窗的發展方向的理論依據。
泡沫塑料型材在模樣制作中的應用 泡沫塑料型材在模樣制作中的應用
格式:pdf
大小:205KB
頁數:未知
4.5
木模的加工不但要考慮木模結構,還要考慮木模的起模。泡沫塑料型材模樣,不需起模,加工方便,模樣不易變形,鑄件尺寸精度高,且生產成本比較低。對使用木材和泡沫塑料型材加工模樣分別進行了分類比較,工藝操作可供模樣技術人員參考。
塑料型材含板片材產量最新文檔
塑料型材的銑削特性研究 塑料型材的銑削特性研究
格式:pdf
大小:130KB
頁數:未知
4.6
型孔銑削是塑料型材加工的重要工序。合理的銑削參數對于保證加工質量,提高效率具有重要作用。本文利用切削實驗研究了塑料型材銑削的主要特點。實驗證明銑削力隨進給速度增大而增大,而型材橫向切削時由于剛度較差易產生振動。進給速度較大時,型材易發生軟化而出現涂抹現象從而影響工件表面加工質量。因此型材銑削參數應由保證不發生切削振動和材料表面軟化涂抹現象來共同確定。
纏繞管用中空塑料型材 纏繞管用中空塑料型材
格式:pdf
大小:54KB
頁數:未知
4.7
本實用新型涉及一種適用于卷制大口徑纏繞管的中空塑料型材,目的在于提供一種便于卷制高環剛度的大口徑纏繞管用中空塑料型材。本實用新型型材縱向(沿管長方向)斷面設有連續排列的中空通孔,型材壁厚方向設有起加強作用的t形肋,型材橫向兩邊設有用于自鎖定位的卡槽和卡肋。卷制纏繞管時,將相鄰板材的卡槽和卡肋相互嵌合,連成一體,即可制成高環剛度的大口徑纏繞管。本實用新型卷制纏繞管彎曲方便,既可增加制成管的環剛度,又可節省原材料,
福州塑料包裝片材聯合公司生產PVC板材 福州塑料包裝片材聯合公司生產PVC板材
格式:pdf
大小:168KB
頁數:未知
4.4
由中國國際信托投資公司與福州市第一塑料廠合資成立的福州塑料包裝片材聯合公司,從奧地利辛辛拉蒂美拉克隆有限公司引進cm80錐形雙螺桿擠出機生產線,主要生產pvc透明板(膜)、彩色板(膜)、壓花板、復合板、低發泡板等。產品外表美觀、尺寸穩定、不易破碎、色澤艷麗、厚薄一致、透明度好、熱變形溫
PLC和觸摸屏在塑料片材收卷機中的應用 PLC和觸摸屏在塑料片材收卷機中的應用
格式:pdf
大小:180KB
頁數:未知
4.6
塑料片材收卷機位于塑料生產線的終端,將定幅的產品完成自動收卷,為滿足生產線自動化及收卷質量的要求,采用雙工位變頻收卷,電氣控制系統使用工業級plc和觸摸屏相結合。在介紹雙工位收卷工作流程的基礎上,分析了恒張力控制原理,并詳細論述控制系統的工作原理、硬件設計及觸摸屏界面設計。
用于制造燈具燈罩的擠出型塑料型材 用于制造燈具燈罩的擠出型塑料型材
格式:pdf
大小:441KB
頁數:2P
4.4
視看任務越是重要和精細對照明質量的要求就越高。對于某些類型的工作,它們所要求的照度可以借助安裝足夠數量的光源來達到。設置的總光通量可以由平均照度、空間面積及其反射率以及燈具的效率計算而得。
PVC塑料型材及門窗質量管理初探 PVC塑料型材及門窗質量管理初探
格式:pdf
大小:60KB
頁數:1P
4.6
pvc塑料門窗作為第四代門窗,以其節能優勢和良好的性能,越來越受到消費者的青睞。本文從pvc塑料門窗質量管理的重要意義出發。接著筆者對pvc塑料型材做了系統的論述分析。針對pvc塑料門窗及其安裝的質量,筆者做了簡單的陳訴。最后筆者對品牌建設做了觀點性和理論性的論述分析。
 塑料型材新標準將刺激彩塑門窗行業發展
塑料型材新標準將刺激彩塑門窗行業發展 塑料型材新標準將刺激彩塑門窗行業發展
格式:pdf
大小:61KB
頁數:1P
4.5
近日從中國建筑金屬結構協會塑料門窗委員會獲悉,彩色塑料型材行業標準有望很快出臺。近年來,彩色塑料門窗的使用越來越多。彩色塑料門窗是繼白色塑料門窗之后的一款新型產品,主要是為了滿足日益多樣的建筑裝飾需求。彩色塑料門窗主要依靠的是所用的原材料pvc塑料型材的彩色化,其中有覆膜、共擠、噴涂、通體著色等彩色化技
塑料型材含板片材產量相關
文輯推薦
知識推薦
百科推薦


職位:巖土與隧道工程師
擅長專業:土建 安裝 裝飾 市政 園林


