

雙流澆注連續鑄造鋁合金梯度材料的工藝參數
格式:pdf
大小:562KB
頁數:4P
人氣 :57
 4.5
4.5
從宏觀的角度總結了影響雙流澆注連續鑄造制備鋁合金梯度材料的因素 ,分析了確定澆注溫度、鑄造速度、內澆包的導流管設計等關鍵工藝參數時需要注意的問題 ,以便控制上述參數在一定的范圍內變化 ,確保鋁合金獲得所期望的梯度分布。并以 2 0 2 4/30 0 3合金的制備為例 ,提供了一些操作可行的參數 ,這些工作將為雙流澆注連續鑄造制備鋁合金梯度材料提供指導



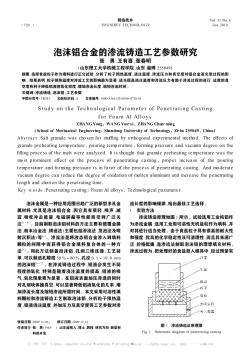
泡沫鋁合金的滲流鑄造工藝參數研究
格式:pdf
大小:430KB
頁數:3P
選擇食鹽粒子作為填料進行正交試驗,分析了粒子預熱溫度、澆注溫度、滲流壓力和真空度對鋁合金液充型過程的影響。結果表明,粒子預熱溫度對滲流工藝的影響最為顯著,適當提高澆注溫度和滲流壓力有助于滲流過程的進行,適度的真空度有利于降低鋁液的氧化程度、增加滲流長度、縮短滲流時間。
編輯推薦下載
 半連續鑄造鋁合金圓錠冷卻過程傳熱研究
半連續鑄造鋁合金圓錠冷卻過程傳熱研究 半連續鑄造鋁合金圓錠冷卻過程傳熱研究
格式:pdf
大小:125KB
頁數:未知
4.8
通過試驗法測定了鑄造過程中準100mm的鋁合金鑄錠近表面的動態溫度,采用逆向法計算出其水冷段的換熱系數。結果表明,隨著鑄錠表面溫度的降低,換熱系數逐漸增大;在溫度由400℃降至130℃的過程中,換熱系數急劇增大,在130℃左右時達到最大,其最大值大約為23000w/(m.k);當溫度繼續降低時,鑄錠表面換熱系數迅速減小。最后分析了換熱系數變化的原因。
雙流澆注連續鑄造鋁合金梯度材料工藝參數熱門文檔

鑄造鋁合金生產工藝的優化
格式:pdf
大小:92KB
頁數:2P
4.4
敘述鑄造鋁合金半連續鑄造工藝,其中著重介紹a356.2合金的立式半連續鑄造工藝,此工藝的創新對提高鑄造鋁合金的產品質量及環境保護都具有重大意義。
鑄造鋁合金熔體凈化技術及工藝進展
格式:pdf
大小:178KB
頁數:3P
4.7
介紹了熔體雜質主要種類和危害,分析了高強度鋁合金熔體凈化工藝現狀及發展趨勢。指出,傳統的熔煉設備,通氣、過濾設備及工藝不能滿足航空航天對高強度鑄造鋁合金提出的高標準要求,而對一體爐、精煉劑、凈化設備及工藝等的研究是今后主要的發展方向。
 等離子噴涂法制備鋁合金梯度搪瓷涂層
等離子噴涂法制備鋁合金梯度搪瓷涂層 等離子噴涂法制備鋁合金梯度搪瓷涂層
格式:pdf
大小:444KB
頁數:2P
4.6
采用等離子噴涂技術在鋁合金表面噴涂一層薄的ni/al過渡層,再進行搪燒,以提高瓷層與基體的結合強度。實驗結果表明,通過等離子噴涂,熔融的ni/al粉末被霧化后高速撞擊到鋁合金表面,與基體牢固結合,涂搪燒結后,瓷層與基體間的結合強度顯著提高,瓷層的裂紋和脫瓷現象得到控制。
雙流澆注連續鑄造鋁合金梯度材料工藝參數精華文檔
確定鋁合金連續鑄造工藝參數時應注意的幾個問題 確定鋁合金連續鑄造工藝參數時應注意的幾個問題
格式:pdf
大小:151KB
頁數:4P
4.6
討論在了鋁合金連續鑄造生產實踐中確定工藝參數時應注意的有關問題,供從事變形鋁合金鑄造生產人員參考。
確定鋁合金連續鑄造工藝參數時應注意的幾個問題 確定鋁合金連續鑄造工藝參數時應注意的幾個問題
格式:pdf
大小:151KB
頁數:未知
4.3
討論在了鋁合金連續鑄造生產實踐中確定工藝參數時應注意的有關問題,供從事變形鋁合金鑄造生產人員參考。
鑄造鋁合金鑄造工藝相關熱點問題的探討 鑄造鋁合金鑄造工藝相關熱點問題的探討
格式:pdf
大小:114KB
頁數:未知
4.4
如今對鑄造鋁合金的研究包括很多方面,比如合金元素在合金中的作用、合金成分的優化和新的合金的研究、合金的熔煉、合金液的精煉處理、合金的晶粒細化、鋁硅合金的變質處理、傳統鑄造方法的優化和開發新的鑄造方法以滿足鋁合金鑄件的大型化、薄壁化、復雜化要求。本文則在此基礎上對鋁合金鑄造工藝相關熱點問題進行一番探討。
鋁合金熔體發泡過程的工藝參數控制 鋁合金熔體發泡過程的工藝參數控制
格式:pdf
大小:148KB
頁數:未知
4.6
以tih2為發泡劑的熔融鋁合金發泡過程是一個非等溫過程,初始發泡溫度與tih2的加入量之間有一最佳配合,在本實驗條件下,tih2(〈300目)加入量為2%(w),初始發泡溫度680℃,可使含鈣2%(w)和鎂1%(w)的工業純鋁獲得良好的發泡效果,實驗表明,選擇凝固溫度區間大的鋁合金材料,有利于發泡過程的工藝參數控制。
各國鑄造鋁合金牌號對照
格式:pdf
大小:2.1MB
頁數:105P
4.4
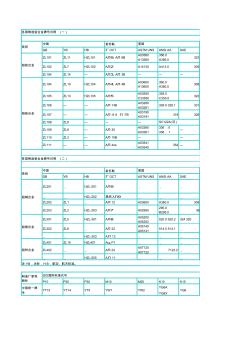
前蘇聯 gbybhbгoctastmunsansiaasae zl101zl11hzl101aл9,aл9b a03560 a13560 356.0 a356.0 323 zl102zl7hzl102aл2a14130a413.0305 zl104zl14—aл3,aл3b——— zl104zl10hzl104aл4,aл4ba03600 a13600 360.0 a360.0 309 zl105zl13hzl105aл5 a03550 c33550 355.0 c355.0 322 zl106——aл14b a03280 a03281 328.0328.1331 zl107——aл-6aл-7b a03190 a03191319326 zl108zl8——— zl109zl9—
雙流澆注連續鑄造鋁合金梯度材料工藝參數最新文檔
鑄造鋁合金定義分類用途
格式:pdf
大小:49KB
頁數:3P
4.5
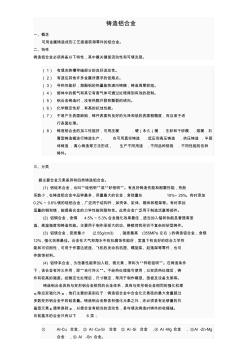
鑄造鋁合金 一、概念 可用金屬鑄造成形工藝直接獲得零件的鋁合金。 二、特性 鑄造鋁合金必須具備以下特性,其中最關鍵是流動性和可填充型。 (1)有填充狹槽窄縫部分的良好流動性。 (2)有適應其他許多金屬所要求的低熔點。 (3)導熱性能好,熔融鋁的熱量能快速向鑄模,鑄造周期較短。 (4)熔體中的氫氣和其它有害氣體可通過處理得到有效的控制。 (5)鋁合金鑄造時,沒有熱脆開裂和撕裂的傾向。 (6)化學穩定性好,有高的抗蝕性能。 (7)不易產生表面缺陷,鑄件表面有良好的光澤和低的表面粗糙度,而且易于進 行表面處理。 (8)鑄造鋁合金的加工性能好,可用壓模.硬(永久)模.生砂和干砂模.熔模.石 膏型鑄造模進行鑄造生產,也可用真空鑄造.低壓和高壓鑄造.擠壓鑄造.半固 體鑄造.離心鑄造等方法形成,生產不同用途.不同品種規格.不同性能

鑄造鋁合金牌號對照表
格式:pdf
大小:89KB
頁數:5P
4.5
鑄造鋁合金牌號對照表 類 別 中國前蘇聯美國英國法國原聯邦德國 日本 jisisogbybhbгoct astm unsansiaasaebsbs/lnfairladin 鋁 硅 合 金 zl101zl11hzl101 aл9, aл9b a03560 a13560 356.0 a356.0 323——a-s7gas7g03 g—alsi7mg (3.2371.61) ac4calsi7mg zl102zl7hzl102aл2a14130a413.0305lm204l33a-s13—g—alsi12 (3.2581.01) ac3aalsi12 zl104zl14— aл3, aл3b ————————ac2b— 鋁 硅 合 金 zl104zl10hzl10
壓縮機葉輪用鑄造鋁合金 壓縮機葉輪用鑄造鋁合金
格式:pdf
大小:41KB
頁數:1P
4.8
本專利提供了一種新型壓縮機葉輪用鑄造鋁合金,和過去的鋁合金比較,這種新型合金的常溫強度與伸長率較高,也具有較高的高溫強度,它的主要化學成分如下(wt%):1.5~4.0si,1.0~5.0cu,0-3—0.7mg,0.05~0.3ti,0.005~0.08sr,
鑄造鋁合金現狀及未來發展 鑄造鋁合金現狀及未來發展
格式:pdf
大小:164KB
頁數:未知
4.5
隨著我國經濟水平和科學技術水平的不斷發展和提高,鑄造鋁合金因其自身具有良好的強度和耐腐蝕性,在航空航天、汽車機械制造等行業得到廣泛應用。隨著鋁合金鑄造技術的不斷發展、完善,極大地推動了高質量鑄造鋁合金在我國的生產應用,滿足了市場相關行業對于鑄造鋁合金性能的相關需求,為了推動鑄造鋁合金更廣泛的應用,就要深入研究、分析鑄造鋁合金技術,不斷提高產品質量。本文就鑄造鋁合金現狀及未來發展進行了探究。
壓力鑄造鋁合金結構件 壓力鑄造鋁合金結構件
格式:pdf
大小:55KB
頁數:未知
4.6
本發明推薦一種含si≤1.4%、fe≤0.8%、mn0.1—1.6%、mg≤5.0%、ti≤0.2%、zn≤0.1%、其余每一種雜質含量≤0.02%(總量≤0.2%)的鋁合金。該合金還可添;0uo.05~0.3%v,以提高鑄造性能(無鑄造缺陷)及合金的韌性,并通過適當選擇熱處理溫度和時間來得到良好的強度和塑性性能。
鋁合金熔體發泡過程的工藝參數控制 鋁合金熔體發泡過程的工藝參數控制
格式:pdf
大小:148KB
頁數:6P
4.8
以tih2為發泡劑的熔融鋁合金發泡過程是一個非等溫過程,初始發泡溫度與tih2的加入量之間有一最佳配合,在本實驗條件下,tih2(〈300目)加入量為2%(w),初始發泡溫度680℃,可使含鈣2%(w)和鎂1%(w)的工業純鋁獲得良好的發泡效果,實驗表明,選擇凝固溫度區間大的鋁合金材料,有利于發泡過程的工藝參數控制。

鑄造鋁合金數據庫設計與開發
格式:pdf
大小:934KB
頁數:3P
4.5
利用c++builder軟件開發了一套鑄造鋁合金數據庫系統,用來收集、整理有關鑄造鋁合金材料的相關信息。該系統實現了對鑄造鋁合金材料的數據維護、查詢、排序、打印等功能。研究了如何實現該系統的各項功能。系統界面清晰、明了,數據真實可靠,功能較完整。
鑄造鋁合金車輪的輕量化設計
格式:pdf
大小:616KB
頁數:5P
4.5
將鋁合金車輪分為正面、輪輞、輪輻背腔及輪心背腔等設計區域,詳細闡述了車輪各部位進行輕量化設計的要求.在鑄造鋁合金車輪的設計過程中,應根據車輪不同部位的特點有針對性地使用相應的輕量化設計方法.根據設計實踐,采用這些方法可以有效縮短輕量化設計周期,滿足車輪輕量化的要求.
雙流澆注連續鑄造鋁合金梯度材料工藝參數相關
文輯推薦
知識推薦
百科推薦


職位:暖通設計工程師
擅長專業:土建 安裝 裝飾 市政 園林


