

塑膠件小型孔槽CNC銑削集塵不良之改善
格式:pdf
大小:213KB
頁數:2P
人氣 :77
 4.3
4.3
從塑膠件小型孔槽在CNC銑削加工時,容易在孔壁處產生集塵不良的現象,分析了其產生的原因,提出了可行的改善對策。



塑膠件檢驗規范-附件
格式:pdf
大小:31KB
頁數:2P
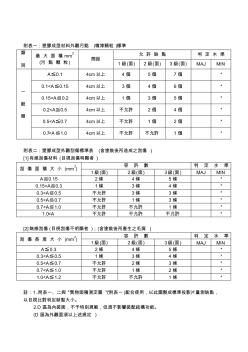
附表一:塑膠成型材料外觀污點(噴漆顆粒)標準 類 別 最大面積mm2 (污點顆粒) 間距 允許缺點判定水準 1級(面)2級(面)3級(面)majmin 一 般 類 a≦0.14cm以上4個5個7個* 0.1<a≦0.154cm以上3個4個6個* 0.15<a≦0.24cm以上1個3個5個* 0.2<a≦0.54cm以上不允許2個4個* 0.5<a≦0.74cm以上不允許1個2個* 0.7<a≦1.04cm以上不允許不允許1個* 附表二:塑膠成型外觀刮傷標準表(含塗裝後所造成之刮傷) [1]有感刮傷材料(目視刮傷明顯者) 刮傷面積大小(mm2) 容許數判定水準 1級(面)2級(面)3級(面)majmin a≦0.152條4條
塑膠件檢驗規范
格式:pdf
大小:174KB
頁數:5P
德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 塑膠件檢驗規范 1.0目的: 明確塑膠件產品檢驗判定標準,有效管控產品的品質,確保產品滿足正常的生 產與客戶的要求。 2.0范圍: 適用于所有的塑膠件檢驗。 3.0作業內容 3.1外觀檢驗條件: 光照度:800±200lux(約40w日光燈下),距被測物60cm。 檢驗距離:人眼距被測面25-35cm。 觀察角度:測物被檢測面與視線成45度,上下左右轉動被測物15度以內。 觀察時間:每面檢察3-5秒。 視力要求:裸視或矯正視力在1.0以上且無色盲。 3.2檢驗依據: 有效的客戶樣板、圖紙、有關技術文件。 3.3抽樣方案: 按mil-std-105e的正常檢驗2級水平單次抽樣方案。 允收水準:cr=0ma=0.40mi=0.65。 3.4檢驗儀器:
編輯推薦下載

塑膠件進料檢驗標準
格式:pdf
大小:37KB
頁數:2P
4.4
深圳市微宏實業發展有限公司 塑膠件進料檢驗標準 文件編號wi-001-001 工作文件版次v1.0 生效日期2006年8月1日頁次第1頁共2頁 編制:張勇祥審批: 1.0目的: 此文件確認塑膠來料標準,以確保公司品質均能滿足客戶要求。 2.0范圍: 此標準適用各種塑膠來料的品質審查。 3.0定義 無 4.0權責 品質部根據此標準對塑膠來料在制品進行外觀和包裝判定。 5.0內容: 5.1外觀檢查 5.1.1方法:在距40w熒光燈1m-1.2m光線內,眼睛距物20-30cm,視物約3-5秒. 5.1.2成品表面缺陷判定(下表中缺陷同一幾何面允許1pcs) 缺陷項目 一級產品接收標準二級產品接收標準三級產品接收標準 (不噴油) 刮花 正面長度ll≤0.2mml≤0.2mml≤0.1mm 側面長度ll≤1
塑膠件小型孔槽CNC熱門文檔
塑膠件檢驗規范最新
格式:pdf
大小:61KB
頁數:3P
4.5
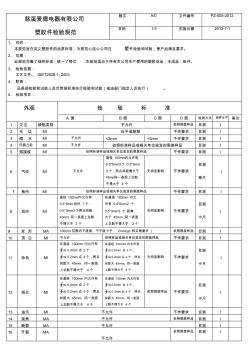
慈溪愛德電器有限公司 塑膠件檢驗規范 版次a/0文件編號pz-005-2012 頁碼1/3實施日期2012-7-1 1、目的: 本規范旨在定義塑膠件的品質標準,為規范心連心公司注塑件檢驗和試驗,使產品滿足要求。 2、范圍: 此規范完善了抽樣標準;統一了格式.本規范適應于所有本公司生產使用的塑膠成品,半成品,組件。 3、檢驗依據: 工藝文件。gb/t2828.1--2003 4、職責: 品保部檢驗和試驗人員負責按標準執行檢驗和試驗(或由部門指定人員執行)。 5、檢驗項目: 外觀檢驗標準 a面b面c面d面檢測方法抽樣水平備注 1欠注缺陷類別不允許依照限度樣品目測i 2毛邊mi壓平或削除不作要求目測i 3縮水mi不允許<3mm<5mm不作要求目測i 4凹痕凸起mi不允許依照標

塑膠件進料檢驗規程
格式:pdf
大小:23KB
頁數:1P
4.8
致命缺陷嚴重缺陷輕微缺陷 01.52.5 致命嚴重輕微 ①長度、內外徑、壁厚尺寸允許偏差符合gb8162- 87要求。 ②特殊要求符合采購訂單要求。 牌號供方供貨必須提供材料牌號且符合采購訂單要求。√ 彎曲度鋼管長度為2-10.5m的,彎曲度不得大于1.5mm/m;√ 抗拉強度符合gb699-88標準要求。√ 焊接抗拉強度 焊接抗拉強度不低于295mpa,經砸扁試驗焊縫無開 裂,符合gb/t246-1997標準要求。√ 屈服點符合gb699-88標準要求。√ 伸長率符合gb699-88標準要求。√ ①不允許有裂縫、毛刺、壓痕和明顯劃花、碰傷。 ②不允許有裂紋、軋折、離層和結疤。 焊縫焊縫要熔透、平整,錯位不超過壁厚的10%。√ 廣州市麗江椅業有限公
塑膠件進料檢驗規范
格式:pdf
大小:131KB
頁數:5P
4.3
塑膠件進料檢驗規范 文件編號qa-qw- 文件版本1.0 生效日期2010.12.29 東莞市合權電子有限公司頁次1/3 1.0目的 制定本規范是為了對進料檢驗有一個更明確的規定,正確指導作業人員進行檢驗工作,從而有效的控制 進料檢驗。 2.0適用范圍 適用于所有客供物料及自采物料。 3.0職責 3.1品保主管:按此規范指導下屬進行開展進料檢驗工作。 3.2iqc拉長:要配合上級安排的工作從而指導下屬作業。 3.3iqc檢驗員:正確地按規范要求作業。 4.0檢驗內容 4.1塑膠件須進行尺寸,外觀檢驗。 4.2工具:卷尺、卡尺、3m膠紙等。 5.0檢驗程序 5.1每批依gb/t2828.1-2003/iso.2859-1:1999ⅱcr:omaj:0.65%min:0.25%進行檢驗
塑膠零件檢驗規范
格式:pdf
大小:67KB
頁數:3P
4.5
德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 塑膠零件檢驗規范 (iatf16949/iso9001-2015) 1.0目的 為了保證塑料制品的質量,在產品來料時嚴格把關,使其達到生產要求和滿足 客戶的要求,本檢驗作業指導書規定了注塑零件的具體檢驗要求、項目和方法, 以及來料抽樣方案。 2.0適用范圍 適用于塑料件制成,外殼及有關塑料件以及二次加工件制品(噴涂、絲印、電 鍍)的檢驗與驗收。 3.0定義 3.1缺陷等級分類: 致命缺陷(cri):指由經驗和判斷表明產品不符合產品功能的缺陷,在正常使用、 維修和保管中會對人身造成安全危險的缺陷。 嚴重缺陷(maj):指影響產品正常使用功能,降低產品可靠性或嚴重影響產品外 觀的缺陷。 輕微缺陷(min):偏離限定標準,但不影響產品正常使用功能或外觀缺陷不太明 顯的缺陷。 3.2表面分類
鈑金件和塑膠件設計工藝準則
格式:pdf
大小:1.1MB
頁數:20P
4.4
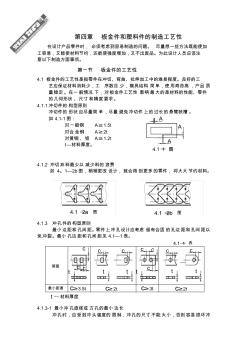
a a a 4.11圖 4.12a圖 最小距離 簡圖 c cct cc tt cc ct cc tt ≥3.5tc≥2tc≥3tc≥2tc 材料厚度 4.11表 t 第四章板金件和塑料件的制造工藝性 在設計產品零件時,必須考慮到容易制造的問題。盡量想一些方法既能使加 工容易,又能使材料節約,還能使強度增加,又不出廢品。為此設計人員應該注 意以下制造方面事項。 第一節板金件的工藝性 4.1板金件的工藝性是指零件在沖切、彎曲、拉伸加工中的難易程度。良好的工 藝應保證材料消耗少,工序數目少,模具結構簡單,使用壽命高,產品質 量穩定。在一般情況下,對板金件工藝性影響最大的是材料的性能、零件 的幾何形狀、尺寸和精度要求。 4.1.1沖切件的構型原則 沖切件的形狀應盡量簡單,盡量避免沖切件上的過長的懸臂狹槽。 如4.1-1圖: 對一般鋼a≥1.5t
塑膠件小型孔槽CNC精華文檔
塑膠件、金屬件檢驗規范
格式:pdf
大小:216KB
頁數:11P
4.5
文件編號 版次 頁次第1頁共13頁 mami 1、尺寸v 檢查項目區域不良直徑允許數相互間距v 正、反面l≤1.0mm 2不在同一位置v 側 面l≤1.5mm 3不在同一位置v 正、反面d≤0.2mm 2不在同一位置v 側 面d≤0.3mm 3不在同一位置v 正、反面d≤0.4mm 2不在同一位置v 側 面d≤0.5mm 3不在同一位置v 正、反面d≤2.0mm 2不在同一位置v 側 面d≤2.5mm 3不在同一位置v 正、反面d≤0.2mm 2不在同一位置v 側 面d≤0.3mm 3不在同一位置v 檢查項目 f.縮水v g.變 形放置不平穩,裝配外觀不嚴密,間隙超過0.5mm,不可接受 v 文件編號 版次 頁次第8頁共13頁
塑膠地面怎樣施工?塑膠地面的施工要點?
格式:pdf
大小:19KB
頁數:3P
4.7
裝修知識常識,希望對您有幫助,謝謝 知識常識分享 塑膠地面怎樣施工?塑膠地面的施工要 點? 導讀:本文介紹在房屋裝修,裝修流程的一些知識事項,如果 覺得很不錯,歡迎點評和分享。 對于塑膠地板,大伙都很熟悉吧,它是我們家裝時最常 見的地面產品之一,其不但非常的美觀,好打理,而且施工 簡單,能起到省時省力的目的,那么,塑膠地面怎樣施工? 下面我們就來詳細介紹一下塑膠地面的施工要點。 塑膠地面怎樣施工? 1、塑膠地面怎樣施工?進場首先要對地基進行考察, 了解清楚地基的情況、地基的性質,地基所用材質類型,制 訂出相應方案。使用溫度濕度計檢測溫濕度,室內溫度以及 地表溫度以15℃為宜,不應在5℃以下及30℃以上施工。宜 于施工的相對空氣濕度應界于20%-75%之間。 2、除去油漆,膠水等殘留物,凸起和疏松的地塊,有 空鼓的地塊也必須去除,用不小于2000瓦的工業吸塵器對 地坪進行

鈑金件-壓鑄件-擠壓件-塑膠件結構工藝設計知識
格式:pdf
大小:2.4MB
頁數:84P
4.5
結構設計工藝手冊 前言 公司現有零件中,不僅在打樣過程中經常會有一些加工工藝性的問題,也有很多歸檔轉 產的零件存在加工困難的情況,不僅影響生產進度和交貨,也影響結構件的質量。如鈑金零 件的折彎,經常會發生折彎碰刀的情況;落料的外圓角、半圓凸臺、異型孔的規格太多,以 及一些不合理的形狀設計,導致加工廠要多開很多不必要的落料模,大大增加模具的加工和 管理成本;插箱的鈑金導軌、拉伸凸臺等設計,品種越來越多,需要統一、規范;噴漆和絲 印,也經常出現噴涂選擇不合理導致廢品率較高、無法絲印等問題;有些鈑金零件的點焊完 全可以適當增加定位,不增加成本也不影響美觀,實際上大部分設計是靠生產的工裝定位, 不僅麻煩、效率低,精度也不好;很多可以避免焊接的鈑金零件,往往設計成角焊的結構形 式,焊接和打磨都非常麻煩,不僅效率較低,而且外觀質量也經常得不到保證,等等。長期 以來,這些相同
混合型和透氣型塑膠場地
格式:pdf
大小:13KB
頁數:2P
4.6
混合型和透氣型塑膠場地 塑膠場所2013年又有新的開展,混合型和透氣型塑膠場所會非 常好的適用,瑞鼎元公司在2031年在塑膠場所上都會有非常好的開 展。 混合型塑膠場所面層 工業地坪漆類型的混合型塑膠場所首要應用為室外田徑跑 道及田徑運動場所內半圓區。適合于各級競賽、校園教育、練習等跑 道場所。需求攤鋪在瀝青根底之上,鋪設粘結結實、壽命長,可全天 候運用。混合型塑膠場所面層布局將含塑膠墊層質量25%黑色膠粒與 聚氨酯塑膠拌和混合鋪設在根底上的彈性體,厚度為9mm左右,面層 膠上部鋪設2~3mm厚的純膠漿,撒上epdm防滑粒作為磨損面層,鋪 設總厚度為9~13mm。施工現場選用天然固化組成,色彩耐久,整體 性好,無接縫,排水快,是最理想的鋪裝運動跑道。 透氣型塑膠場所面層 透氣型塑膠場所面層首要應用為各級各類校園及體育場、田 徑場跑道、半圓區、輔佐區;全民健身途徑、室內體
塑膠件小型孔槽CNC最新文檔
塑膠地面
格式:pdf
大小:23KB
頁數:7P
4.4
塑膠地板鋪裝 施工方案 一、工程概況 1、工程概況 本施工方案為室內塑膠板地面工程,建筑面積約120㎡,本工程基層 采用100厚c20混凝土。 2、編制參考標準及規范 建筑工程施工質量驗收統一標準gb50300-2001 建筑地面工程施工質量驗收規范gb50209-2002 二、基本規定 1、基層施工前將地面平整至設計標高后進行夯實,混凝土需進行配比,澆 筑時需振搗密實,并按規范預留伸縮縫。 2、基層完成后表面應平整、堅硬、干燥、密實、潔凈、無油脂及其他雜質, 不得有麻面、起砂裂縫等缺陷。 3、面層采用塑料卷材以膠粘劑在基層上鋪設。 4、膠粘劑選用應符合現行國家標準《民用建筑工程室內環境污染控制規范》 gb50325-2001的規定。 5、面層的允許偏差應符合國家標準《建筑地面工程施工質量驗收規范》 gb50209-2002規定。 三、施工
塑膠件檢驗規范(20200812204051)
格式:pdf
大小:81KB
頁數:3P
4.5
德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 塑膠件檢驗規范 抽樣計劃,采用mil-std-105e(ⅱ)aql:cr(0)maj(0.65)min(1.5) 定義:“cr”:a:產品存在安全性缺陷。b:產品粘附污染物,如蚊蟲、蒼蠅等昆蟲。 “maj”:a:產品無功能或喪失主要功能。b:產品功能“int”。c:嚴重外觀或結構缺陷。 “min”:a:產品喪失次要功能。b:輕微外觀缺陷。c:其它方面的輕微缺陷但不會導致銷售困難或抱怨。 檢驗內容 一、外觀檢驗 1.塑膠件表面有黑點、雜色點,正面、上面(n≦2,d≦0.2mm),其它面(n≦4,d≦0.4mm), 按要求判定。 2.塑膠件裝配后外露部分表面頂白、拉白,能明顯看到判maj,隱含不太明顯判min

塑膠件結構設計手冊
格式:pdf
大小:12.1MB
頁數:51P
4.5
1.0選擇材料的考慮因素 任何一件工業產品在設計的早期過程中,一定牽涉考慮選擇成形物料。因為在產品生產時、 裝配時、和完成的時間,物料有著相互影響的關系。除此之外,品質檢定水平、市場銷售情 況和價格的厘定等也是需要考慮之列。所以這是無法使用概括全面的考慮因素而定出一種系 統性處理方法來決定所選擇的材料和生產過程是為最理想。 1.1不同材料的特性 1.abs ?用途: 玩具、機殼、日常用品 ?特性: 堅硬、不易碎、可涂膠水,但損壞時可能有利邊出現 設計上的應用: 多數應用于玩具外殼或不用受力的零件。 2.pp ?用途: 玩具、日常用品、包裝膠袋、瓶子 ?特性: 有彈性、韌度強、延伸性大、但不可涂膠水。 ?設計上的應用: 多數應用于一些因要接受droptest(跌落測試)而拆件的地方。 3.pvc ?
 加強筋在塑膠件中的應用設計
加強筋在塑膠件中的應用設計 加強筋在塑膠件中的應用設計
格式:pdf
大小:163KB
頁數:3P
4.5
加強筋在塑膠產品中的應用非常廣泛,加強筋可以在不增加塑膠壁厚的情況下提高產品的剛性和強度,本文闡明了加強筋的基本設計要點,并通過實例對加強筋的設計進行歸納總結,實現了為塑膠件的性能提升提供理論基礎,降低開模過程中次品、廢品產生率的目的。
塑膠件檢驗規范(20200812204057)
格式:pdf
大小:63KB
頁數:3P
4.7
1、檢驗依據: ①《原材料技術規格書》;②檢驗樣板;③圖紙;④有關技術文件;⑤《偉易達外銷電話機成品交 2、抽樣方案 按gb2828-2013,一般檢查水平ⅱ級進行抽樣檢驗。 3、合格質量水平 按aql值:a類=0,b類=0.65,c類=2.5。 4、檢測儀器、工具及檢測環境: 4.1、檢測儀器、工具:游標卡尺、色差計、塞尺、電批、醫用純酒精(乙醇95%)、“思高牌”3m膠 5%的nacl溶液、刀片。 4.2、檢測環境: 4.2.1、亮度:天花板的白色照明燈光強度應為600-800lux。 4.2.2、目視距離:約30cm。 4.2.3、外觀和結構檢查的時間:面ⅰ:15-20秒/pcs;面ⅱ:10-15秒/pcs;面ⅲ、面ⅳ:5秒/pcs。 5、塑膠件檢驗標準 5.1
塑膠件檢驗標準(含阻燃測試)
格式:pdf
大小:94KB
頁數:9P
4.6
1、檢驗依據: ①《產品檢驗指導書》;②檢驗樣板;③圖紙;④有關技術文件。 2、抽樣方案 按gb2828-87,一般檢查水平ⅱ級進行抽樣檢驗。 3、合格質量水平 按aql值:a類=0,b類=0.65,c類=2.5。 4、檢測儀器、工具及檢測環境: 4.1、檢測儀器、工具:游標卡尺、塞尺、百分表、平臺、高度尺 4.2、檢測環境: 4.2.1、亮度:天花板的白色照明燈光強度應為600-800lux。 4.2.2、目視距離:約40cm。 4.2.3、外觀和結構檢查的時間:面ⅰ:10-15秒/pcs;面ⅱ:5-10秒/pcs;面ⅲ、面ⅳ:5秒/pcs。 5、塑膠件檢驗標準 5.1、適用范圍:適用于本公司所有塑膠件。 5.2、檢查面分類: 第四檢查面(ⅳ) 定義 正常使用不 可見的面, 只有翻轉才 能看見的面 。 5.3、包裝、
智能水杯塑膠件檢驗標準
格式:pdf
大小:79KB
頁數:6P
4.8
1/6 智能水杯塑膠件外觀檢驗標準 第a1版 適用范圍:智能水杯塑膠件iqc進料檢驗 日期:2018.3.30 編制審核批準 周傳華 智能水杯塑膠件外觀檢驗標準版本:a1 2/6 一、目的: 1.1為規范塑料外觀檢驗標準,確保經iqc檢驗之部品符合產品質量要求。 二、職責 2.1本標準必須經由培訓合格之檢驗人員執行 2.2檢驗中如有疑問及爭執,須由品質主管協調處理。 2.3若出現本標準中未涉及的項目,應立即通知品質主管修改或解釋本標準。 三、參考文件 3.1gsmfqa外觀檢驗標準 3.2dbtel外觀檢驗標準 3.3客戶要求的相關文件 四、缺陷定義 4.1點(含雜質):具有點的形狀,測量時以其最大直徑為其尺寸 4.2毛邊:在塑料零件的邊緣或結合線處線性凸起(通常為成型不良所致) 4.3銀絲:在成型中形成的氣體使塑料零
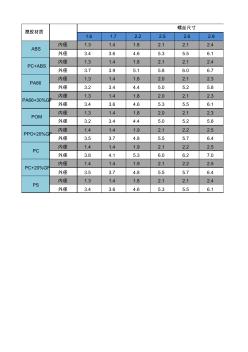
塑膠件螺絲柱尺寸表
格式:pdf
大小:36KB
頁數:2P
4.6
1.61.72.22.52.62.9 內徑1.31.41.82.12.12.4 外徑3.43.64.65.35.56.1 內徑1.31.41.82.12.12.4 外徑3.73.95.15.86.06.7 內徑1.31.41.82.02.12.3 外徑3.23.44.45.05.25.8 內徑1.31.41.82.02.12.3 外徑3.43.64.65.35.56.1 內徑1.31.41.82.02.12.3 外徑3.23.44.45.05.25.8 內徑1.41.41.92.12.22.5 外徑3.53.74.85.55.76.4 內徑1.41.41.92.12.22.5 外徑3.84.15.36.06.27.
氣頂塑膠件進行脫模的注塑模具 氣頂塑膠件進行脫模的注塑模具
格式:pdf
大小:63KB
頁數:未知
4.5
本實用新型涉及一種氣頂塑膠件進行脫模的注塑模具,其包括動模及定模,動模包括頂板、一中板、一上鑲板、一下鑲板及若干動模型芯,頂板與中板堆疊固定在一起,頂板設有上下貫穿的一進料孔,中板上、下表面分別設有一凹槽,上、下鑲板固定在凹槽內,上鑲板設有凹設在上表面的下進料孔及白下進料孔延伸的若干上進料隧道,
氣頂塑膠件進行脫模的注塑模具 氣頂塑膠件進行脫模的注塑模具
格式:pdf
大小:63KB
頁數:未知
4.6
本實用新型涉及一種氣頂塑膠件進行脫模的注塑模具,其包括動模及定模,動模包括頂板、一中板、一上鑲板、一下鑲板及若干動模型芯,頂板與中板堆疊固定在一起,頂板設有上下貫穿的一進料孔,中板上、下表面分別設有一凹槽,上、下鑲板固定在凹槽內,上鑲板設有凹設在上表面的下進料孔及白下進料孔延伸的若干上進料隧道,
塑膠件小型孔槽CNC相關
文輯推薦
知識推薦
百科推薦


職位:氣體消防工程師
擅長專業:土建 安裝 裝飾 市政 園林


