

氣瓶閥門氣密性試驗方法分析及研究
格式:pdf
大小:806KB
頁數:2P
人氣 :94
 4.4
4.4
比較了部分國內新舊標準及國際標準中關于瓶閥氣密性試驗要求的差異,對其技術進行了歸類分析,提出了新的試驗方法的建議。




高壓閥門氣密性試驗
格式:pdf
大小:452KB
頁數:2P
date:writtenby:approvedby:page:sopno: 21/07/2009hnatusch1of2test003 pictures: standardoperatingprocedure dept:testlabtask:6000psioilstatictest personalprotectiveequipment symbolskey: safetyquality date:writtenby:approvedby:page:sopno: 21/07/2009hnatusch2of2test003 pictur
 關于氣瓶閥門閥瓣密封材料變形問題的探討
關于氣瓶閥門閥瓣密封材料變形問題的探討 關于氣瓶閥門閥瓣密封材料變形問題的探討
格式:pdf
大小:270KB
頁數:2P
相關的氣瓶閥門規定指出,閥門密封面不允許發生塑性變形,但是在進行了4500多次超負荷的啟閉試驗后,即使閥瓣密封件產生了嚴重的塑性變形,氣瓶閥仍然密封良好。因此,通過大量的試驗,從理論上分析了氣瓶閥閥瓣密封材料必然會產生塑性變形,也只有產生了塑性變形才能保證閥門實現氣密封。
編輯推薦下載

氣瓶閥門氣密性試驗方法分析及熱門文檔
閥門密封及性能等各種試驗方法 (2)
格式:pdf
大小:12KB
頁數:4P
4.8
1.閥門在總裝完成后必須進行性能試驗,以檢查產品是否符合設計要求和是 否達到國家所規定的質量標準。閥門的材料、毛坯、熱處理、機加工和裝配的缺 陷一般都能在試驗過程中暴露出來。 常規試驗有殼體強度試驗、密封試驗、低壓密封試驗、動作試驗等,并且根據需 要,依次序逐項試驗合格后進行下一項試驗。 2.強度試驗: 閥門可看成是受壓容器,故需滿足承受介質壓力而不滲漏的要求,故閥體、 閥蓋等零件的毛坯不應存在影響強度的裂紋、疏松氣孔、夾渣等缺陷。閥門制造 廠除對毛坯進行外表及內在質量的嚴格檢驗外,還應逐臺進行強度試驗,以保證 閥門的使用性能。 強度試驗一般是在總裝后進行。毛坯質量不穩定或補焊后必須熱處理的零 件,為避免和減少因試驗不合格而造成的各種浪費,可在零件粗加工后進行中間 強度試驗(常稱為毛泵)。經中間強度試驗的零件總裝后,如用戶未提出要求, 閥門可不再進行強度試驗。蘇閥為了保證質
閥門密封及性能等各種試驗方法 (3)
格式:pdf
大小:313KB
頁數:3P
4.4
. .. 閥門密封及性能等各種試驗方法 1.閥門在總裝完成后必須進行性能試驗,以檢查產品是否符合設計要求和是 否達到國家所規定的質量標準。閥門的材料、毛坯、熱處理、機加工和裝配的缺 陷一般都能在試驗過程中暴露出來。 常規試驗有殼體強度試驗、密封試驗、低壓密封試驗、動作試驗等,并且根據需 要,依次序逐項試驗合格后進行下一項試驗。 2.強度試驗: 閥門可看成是受壓容器,故需滿足承受介質壓力而不滲漏的要求,故閥體、 閥蓋等零件的毛坯不應存在影響強度的裂紋、疏松氣孔、夾渣等缺陷。閥門制造 廠除對毛坯進行外表及內在質量的嚴格檢驗外,還應逐臺進行強度試驗,以保證 閥門的使用性能。 強度試驗一般是在總裝后進行。毛坯質量不穩定或補焊后必須熱處理的零 件,為避免和減少因試驗不合格而造成的各種浪費,可在零件粗加工后進行中間 強度試驗(常稱為毛泵)。經中間強度試驗的零件總裝后,如用戶未提出要

閥門密封及性能等各種試驗方法
格式:pdf
大小:310KB
頁數:3P
4.4
閥門密封及性能等各種試驗方法 1.閥門在總裝完成后必須進行性能試驗,以檢查產品是否符合設計要求和是 否達到國家所規定的質量標準。閥門的材料、毛坯、熱處理、機加工和裝配的缺 陷一般都能在試驗過程中暴露出來。 常規試驗有殼體強度試驗、密封試驗、低壓密封試驗、動作試驗等,并且根據需 要,依次序逐項試驗合格后進行下一項試驗。 2.強度試驗: 閥門可看成是受壓容器,故需滿足承受介質壓力而不滲漏的要求,故閥體、 閥蓋等零件的毛坯不應存在影響強度的裂紋、疏松氣孔、夾渣等缺陷。閥門制造 廠除對毛坯進行外表及內在質量的嚴格檢驗外,還應逐臺進行強度試驗,以保證 閥門的使用性能。 強度試驗一般是在總裝后進行。毛坯質量不穩定或補焊后必須熱處理的零 件,為避免和減少因試驗不合格而造成的各種浪費,可在零件粗加工后進行中間 強度試驗(常稱為毛泵)。經中間強度試驗的零件總裝后,如用戶未提出要求, 閥門可不
閥門氣密性試壓臺
格式:pdf
大小:50KB
頁數:1P
4.5
思_明_特·濟南1 閥門氣密性試壓臺 一、產品定位 閥門氣密性試壓臺滿足國家標準:“gb/t13927—1992《工業用閥門閥門的壓力試驗》”、 “jb/t9092-1999《閥門的檢驗與試驗》”。本試壓臺試驗壓力0.1~5.0mpa,主要用于截 斷閥、調節閥、止回閥、分流閥、安全閥等閥門的氣密性試驗。 二、試壓標準 1.一般情況下,閥門不作強度試驗,但修補過后閥體和閥蓋或腐蝕損傷閥體和閥蓋應作強度 試驗。 2.閥門安裝之前硬座強度和密封性試驗,低壓閥門抽查20%,如不合格應100%的檢查;中、 高壓閥門應100%的檢查。 3.液壓試驗時應將閥門內空氣盡量排除。 4.試驗時壓力要逐漸提高不允許急劇、突然地增壓。 5.強度試驗和密封性式驗持續時間一般為2~3min,重要的和特殊的閥門應持續5min。 6.鑄鐵閥門強度試驗時,應用銅錘輕敲閥體和閥蓋,檢查有否滲

10氣密性試驗記錄表
格式:pdf
大小:16KB
頁數:1P
4.5
氣密性試驗記錄表 圖號產品名稱產品編號 環境溫度試驗介質介質溫度 壓力表編號壓力表精度壓力表量程 規定要求實測結果 試驗壓力mpa實際壓力mpa 保壓時間min實際時間min 結論: 試驗日期:年月日時間:起止 試驗者:檢驗員:
氣瓶閥門氣密性試驗方法分析及精華文檔
制冷系統氣密性試驗記1(1)
格式:pdf
大小:20KB
頁數:1P
4.7
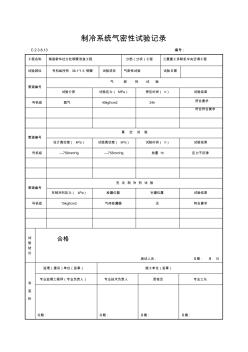
制冷系統氣密性試驗記錄 c2.3.8.13編號: 工程名稱南昌新華社分社銅管改造工程分部(分項)工程三菱重工多聯機中央空調工程 試驗部位號機組所有38.1*1.5銅管試驗項目氣密性試驗試驗日期 管道編號 氣密性試驗 試驗介質試驗壓力(mpa)停壓時間(h)試驗結果 號機組氮氣40kgf/cm224h符合要求 符合符合要求 管道編號 真空試驗 設計真空度(kpa)試驗真空度(kpa)試驗時間(h)試驗結果 號機組—756mmhg—755mmhg放置1h壓力不反彈 管道編號 充注制冷劑試驗 充制冷劑壓力(kpa)檢漏儀器補漏位置試驗結果 號機組15kgf/cm2氣體檢漏器無符合要求 試 驗 結 論 合格 測試人員:日期:月日 會 簽 欄 監理(建設)單位(簽章)施工單位(簽章) 專業
制冷系統氣密性試驗記錄
格式:pdf
大小:20KB
頁數:2P
4.8
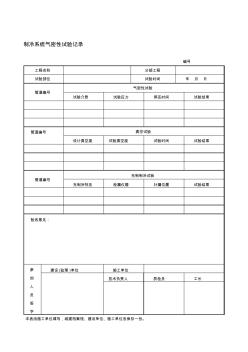
制冷系統氣密性試驗記錄 編號 工程名稱分部工程 試驗部位試驗時間年月日 管道編號 氣密性試驗 試驗介質試驗壓力停壓時間試驗結果 管道編號真空試驗 設計真空度試驗真空度試驗時間試驗結果 管道編號 充制制冷試驗 充制冷劑壓檢漏儀器補漏位置試驗結果 驗收意見: 參 加 人 員 簽 字 建設(監理)單位施工單位 技術負責人質檢員工長 本表由施工單位填寫,城建檔案館、建設單位、施工單位各保存一份。
制冷系統氣密性試驗記錄1
格式:pdf
大小:28KB
頁數:2P
4.7
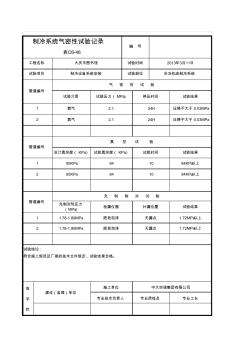
制冷系統氣密性試驗記錄 編號 表c6-46 工程名稱大慶市圖書館試驗時間2013年3月11日 試驗項目制冷設備系統安裝試驗部位冷凍機組制冷系統 管道編號 氣密性試驗 試驗介質試驗壓力(mpa)停壓時間試驗結果 1氮氣2.124h壓降不大于0.03mpa 2氮氣2.124h壓降不大于0.03mpa 管道編號 真空試驗 設計真空度(kpa)試驗真空度(kpa)試驗時間試驗結果 195kpa841084kpa以上 295kpa841084kpa以上 管道編號 充制制冷試驗 充制冷劑壓力 (mpa)檢漏儀器補漏位置試驗結果 11.78-1.89mpa肥皂泡沫無漏點1.72mpa以上 21.78-1.90mpa肥皂泡沫無漏點1.7
制冷劑管道的氣密性試驗
格式:pdf
大小:10KB
頁數:1P
4.6
制冷劑管道的氣密性試驗 1制冷劑管道的氣密性試驗應符合分段檢驗、整體保壓、分級加壓原則。氣密性試驗應采用 干燥氮氣加壓,嚴禁采用氧氣、可燃性氣體和有毒氣體。管道過長時,應分段進行。 2氣密性試驗應按下列順序操作: 1)室內機配管連接后將氣管與液管以u型管連接,同時用氮氣打壓。 2)應在氣管或者液管側連接銅管,安裝減壓閥同氮氣源連接;氮氣應從表接頭處充入。 3)氣密性試驗合格后,應將配管與外機連接后再次對整個系統進行氣密性試驗。 3氣密性試驗宜按如下操作方法: 1)氣密性試驗時氣管、液管兩個閥門應保持全閉狀態,嚴禁連接低壓球閥打壓。 建議不要連接室外機進行保壓。 2)各個制冷劑系統應從氣、液管兩側按照順序緩慢的加壓。為防止室內機節流 閥體損壞,嚴禁從一側加壓。 3)氣密性試驗加壓分段控制應符合下表的要求。r410a氣密性試驗加壓分段控 制表 序號分階段加壓標準 1第

油罐氣密性試驗記錄表
格式:pdf
大小:21KB
頁數:1P
4.6
加油站名稱原油罐油品品種 承包商名稱 試驗介質(老罐必 須用氮氣) 試驗記錄15min壓力(mpa)30min壓力(mpa)45min壓力(mpa)60min壓力(mpa) 1 2 3 4 5 6 7 現場工程師:油站經理簽字: 油罐試驗壓力一般控制在0.08mpa保壓時間60分鐘。 承包商簽字:me: 油罐氣密性試驗記錄表 初始壓力(mpa)試驗結論(合格/不合格)
氣瓶閥門氣密性試驗方法分析及最新文檔
 制冷系統氣密性試驗記錄
制冷系統氣密性試驗記錄 
管件氣密性試驗及其效果
格式:pdf
大小:12KB
頁數:3P
4.3
1 管件的氣密性試驗及其效果 李國林 可鍛鑄鐵(俗稱瑪鋼)管件由于夾渣、氣孔、縮松等原因可能產生局部滲漏 現象。為確保產品質量,在出廠前須進行氣密性試驗。gb/t3287、iso49、en10242 等國內外標準都推薦了水壓試驗和空氣壓力試驗兩種氣密性試驗方法。 標準規定,a)管件內部應能承受不低于2mpa常溫水壓。b)管件內部應能承 受不低于0.5mpa的空氣壓力。在上述條件下管件任何部位都不能有滲漏現象。 一、水壓試驗與空氣壓力試驗的比較 標準中明確規定,常溫下水壓試驗為不低于2mpa的壓力,而空氣壓力試驗 為不低于0.5mpa的壓力。很明顯水壓試驗的壓力相當于空氣壓力試驗壓的4倍。 那么,標準為什么要做出這樣的規定呢?因為,水的分子是由兩個氫原子和 一個氧原子構成的,并且水的表面有張力。基于上述原因,水比空氣的滲透力要 弱得多,然而空氣卻是無孔不入的
 閥門耐火試驗方法研究
閥門耐火試驗方法研究 閥門耐火試驗方法研究
格式:pdf
大小:431KB
頁數:4P
4.6
為了解決閥門耐火試驗中水相變帶來的安全和穩壓問題,進行了模擬試驗研究。研究結果表明,閥門耐火試驗中采用針閥調節卸壓通道的方式能保證腔體內的壓力穩定;試驗過程中水被大量氣化,產生的高溫高壓水蒸氣會沖擊水壓管線,縮短管線的使用壽命并降低設備的安全系數。根據研究結果提出了以下解決方法:采用針閥和壓力泵提供穩定的壓力;采用阻氣裝置使水蒸氣液化,緩沖水蒸氣對管線的沖擊,降低水壓管線的溫度。應用該方法建立了閥門耐火試驗系統。試驗表明,該方法切實可行,能夠達到標準要求;最高試驗溫度980℃,最高試驗壓力103.5mpa,且壓力穩定。
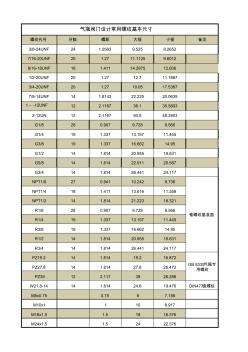
氣瓶閥門設計常用螺紋基本尺寸
格式:pdf
大小:33KB
頁數:1P
4.4
螺紋代號牙數螺距大徑小徑備注 3/8-24unf241.05839.5258.2652 7/16-20unf201.2711.11259.6012 9/16-18unf181.41114.287512.606 1/2-20unf201.2712.711.1887 3/4-20unf201.2719.0517.5387 7/8-14unf141.814322.22520.0635 122.116738.135.5803 2-12un122.116750.848.2803 g1/8280.9079.7288.566 g1/4191.33713.15711.445 g3/8191.33716.66214.95 g1/2141.81420.95518.631 g5/8141.81422.9
氣瓶閥門拆卸裝置和系統 氣瓶閥門拆卸裝置和系統
格式:pdf
大小:62KB
頁數:1P
4.4
申請(專利)號:201620726489.5公開(公告)日:2016-12-28申請(專利權)人:衡陽金化高壓容器股份有限公司摘要:氣瓶閥門拆卸裝置和系統,涉及cng氣瓶生產設備技術領域,氣瓶閥門拆卸裝置包括夾頭,用于夾住氣瓶閥門;傳動機構,至少包括用于傳遞旋
大型冷庫、氨制冷系統氣密性試驗、試漏檢測方法
格式:pdf
大小:719KB
頁數:2P
4.6
**資訊 http://www.cqvip.com **資訊 http://www.cqvip.com

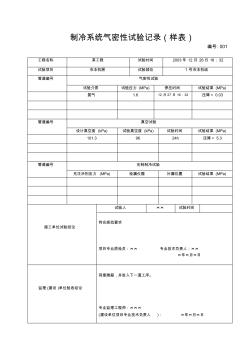
1制冷系統氣密性試驗記錄(樣表)
格式:pdf
大小:20KB
頁數:1P
4.7
制冷系統氣密性試驗記錄(樣表) 編號:001 工程名稱某工程試驗時間2003年12月26日16:32 試驗項目冷凍機房試驗部位1號冷凍機組 管道編號氣密性試驗 試驗介質試驗壓力(mpa)停壓時間試驗結果(mpa) 氮氣1.612月27日16:32壓降<0.03 管道編號真空試驗 設計真空度(kpa)試驗真空度(kpa)試驗時間試驗結果(mpa) 101.39624h壓降<5.3 管道編號充制制冷試驗 充注冷劑壓力(mpa)檢漏儀器補漏位置試驗結果(mpa) 施工單位試驗結論 試驗人××試驗時間 符合規范要求 項目專業質檢員:××專業技術負責人:×× ×年×月×日 監理(建設)單位驗收結論 同意隱蔽,并進入下一道工序。 專業監理工程師:××× (建設單位項目專業技術負責人
氣瓶閥門氣密性試驗方法分析及相關
文輯推薦
知識推薦
百科推薦


職位:門窗工程施工員
擅長專業:土建 安裝 裝飾 市政 園林


