

普通流體輸送管道用螺旋縫埋弧焊鋼管
格式:pdf
大小:13KB
頁數:1P
人氣 :50
 4.6
4.6
中國第一重型機械集團公司 圓園1圓原12原01 批準 圓園1圓原12原3員實施 中 國 第 一 重 型 機 械 集 團 公 司 標 準 低壓流體輸送管道用螺旋縫埋弧焊鋼管 雜再/栽緣園猿苑原2000摘錄 代替 雜再/T 緣園猿苑原92 本標準適用于水、污水、空氣、采暖蒸汽和可燃性流體等普通低壓流體輸送管道用鋼管,也適用 于具有類似要求的其它流體輸送管道用鋼管。 外徑 閱越圓苑猿皂皂,壁厚 t越苑.1 皂皂,長度 蘊越員園園園皂皂螺旋縫埋弧焊鋼管的標記示例: 螺旋埋弧焊鋼管 覫圓苑猿伊苑蘊越員園園園雜再/栽緣園猿苑原圓000 鋼 號 外 徑 閱,mm 壁 厚 t,mm 長 度 蘊,m 理 論 重 量 噪早/皂 襋 匝圓猿緣粵 圓苑猿 猿圓猿援怨 猿緣緣援遠 源園遠援源 源緣苑 緣園愿 遠員園 苑員員 苑.1 苑.1 苑.1 苑.1 苑.1 苑.1 苑.1 愿 遠耀員圓 源6.56 緣5.47





螺旋縫埋弧焊鋼管常識
格式:pdf
大小:10KB
頁數:2P
螺旋縫埋弧焊鋼管常識 本文由鋼管經貿網資訊部整理(www.***.***),如有轉載,請注明出處。 20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不 斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式 分為直縫焊管和螺旋焊管。 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高, 能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度 的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。 因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 1.一般低壓流體輸送用螺旋縫埋弧焊鋼管(sy5037-2000)是以熱軋鋼帶卷作管坯,經常溫螺 旋成型,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣
編輯推薦下載

螺旋縫埋弧焊鋼管工藝過程
格式:pdf
大小:6KB
頁數:1P
4.6
螺旋縫埋弧焊鋼管工藝過程 1.執行標準及其他 1.1本次鋼管生產標準為: 《石油天然氣工業輸送鋼管交貨技術條件》gb/t9711.1-1997 《碳素鋼結構》gb/t700-2006 《鋼的化學分析用試樣取樣法及成品化學成分允許偏差》gb/t222-2006 《鋼熔化焊對接接頭射線照相和質量分級》gb/t3233-2005 《埋地鋼質管道聚乙烯防腐層技術標準》sy/t0413-2002 《石油天然氣工業承壓鋼管無損檢測方法埋弧焊鋼管焊縫縱向和/橫向缺欠的超聲波檢 測》sy/t6423.3-1999 1.2工程設計壓力及設計溫度 1.2.1設計壓力為0.4mpa 1.2.2工作溫度為0-+40° 1.2.3輸送介質:12t天然氣 2鋼管的制造 2.1螺旋縫埋弧焊鋼管采用自動埋弧焊焊法焊接,內外焊縫均應各不少于一道。 2.2材料 本次生產的螺
 石油天然氣輸送管道用螺旋縫埋弧焊鋼管開發成功
石油天然氣輸送管道用螺旋縫埋弧焊鋼管開發成功 石油天然氣輸送管道用螺旋縫埋弧焊鋼管開發成功
格式:pdf
大小:90KB
頁數:1P
4.7
為適應原油碼頭及長輸管線的建設,廣州石油化工總廠從國外購入關鍵設備并攻克成型改造、焊道跟蹤、無損檢測及水壓試驗等幾項技術難題,按apispec5l標準.用x52鋼種(中國標準為s360),以φ610x8.3及φ610x9.3規格,生產石油天然氣輸送管道用螺旋縫埋弧焊鋼管取得成功,1996年累計生產10000多噸,供惠州至廣州原油長輸
普通流體輸送管道用螺旋縫埋弧焊鋼管熱門文檔
 螺旋縫埋弧焊鋼管焊縫韌性的研究
螺旋縫埋弧焊鋼管焊縫韌性的研究 螺旋縫埋弧焊鋼管焊縫韌性的研究
格式:pdf
大小:202KB
頁數:8P
4.6
本文介紹了埋弧焊鋼管焊縫韌性試驗研究的結果及工業生產應用效果。簡要介紹實現埋弧焊鋼管高韌性焊縫經歷的試驗手段及技術途徑,評估了試驗研究結果和已經達到的技術水平,指出了埋弧焊鋼管焊縫韌性與工藝、材料匹配甚為相關的技術要點,論述了埋弧焊鋼管實現“等強”、“等韌”的技術可行性,對埋弧焊鋼管高韌性焊縫的進一步研究及大規模工業化生產具有積極的指導意義。
螺旋縫埋弧焊鋼管內焊縫結晶裂紋分析 螺旋縫埋弧焊鋼管內焊縫結晶裂紋分析
格式:pdf
大小:541KB
頁數:2P
4.5
焊縫裂紋是焊接過程中的重大缺陷,有效控制焊縫裂紋的產生對于產品質量至關重要。分析了螺旋縫埋弧焊鋼管內焊縫結晶裂紋的產生過程以及消除措施,通過實踐證明結晶裂紋是由鋼管成形不穩定引起的。
螺旋縫埋弧焊鋼管焊劑回收、除塵裝置的改造 螺旋縫埋弧焊鋼管焊劑回收、除塵裝置的改造
格式:pdf
大小:183KB
頁數:4P
4.6
螺旋埋弧焊管生產中,由于焊劑回收、除塵裝置存在卸料器不卸料、管路堵塞等問題,造成了生產不能連續、穩定進行,且經常有大量焊劑隨粉塵排出,焊劑浪費嚴重。分析了這些問題的產生原因,并設計制作了回收效果好、連續工作性強、除塵性能好、不受氣溫限制的焊劑回收、除塵裝置,確保了焊劑的正常回收利用及焊劑粉塵的有效清除,減少了焊劑的浪費,提高了經濟效益,并有效降低了環境污染。
螺旋縫埋弧焊鋼管主要質量指標
格式:pdf
大小:17KB
頁數:1P
4.3
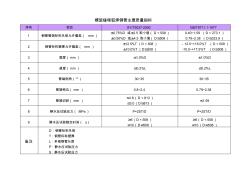
螺旋縫埋弧焊鋼管主要質量指標 序號項目sy/t5037-2000gb/t9711.1-1977 1鋼管管端標稱外徑允許偏差(mm) ±0.75%d或±2.5取小值(d<508) ±0.50%d或±4.5取小值(d≥508) 0.40~1.59(d<273.1) 0.79~2.38(d≥323.9) 2鋼管標稱壁厚允許偏差(mm) ±12.5%t(d<508) ±10.0%t(d≥508) -12.5~+15.0%t(d<508) -10.0~+17.5%t(d≥508) 3圓度(mm)±1.0%d±1.0%d 4直度(mm)≤0.2%l≤0.2%l 5管端倒角(°)30~3530~35 6管端鈍邊(mm)0.8~2.40.79~2.38 7管端切斜(mm) ≤1.6(d<813) ≤3.0(d≥813)
普通流體輸送管道用螺旋縫埋弧焊鋼管精華文檔
螺旋縫埋弧焊鋼管采購招標技術要求
格式:pdf
大小:34KB
頁數:12P
4.5
1.鋼管 適用范圍 本技術規定適用于采用溝槽開挖,直接敷設方式的壓力流鋼管和 重力流鋼管。 用途 本技術規定為滇池北岸水環境綜合治理工程污水收集管道采購 文件,供貨商需根據本技術條件的要求,按照鋼管的有關規范制造。 規范及標準 供貨商使用的標準如本標書沒有規定,則應對所用標準進行說 明,當推薦的標準和實施規則等效或優于所列標準時,該標準才有可 能為建設方接受,投標人應清楚說明替代的標準或實際使用的規范, 并提交推薦標準或實施規范,明顯的差異點要進行說明。 本標書編制時,所示版本均為有效標準。所有標準都會被修訂, 使用本標準的各方應探討使用下列標準最新版本的可能性。 壓力鋼管制造安裝及驗收規范 dl5017-2007 工業金屬管道工程施工及驗收規范 gb50235-2010 石油天然氣工業輸送鋼管交貨技術條件
螺旋縫埋弧焊鋼管采購招標技術要求
格式:pdf
大小:35KB
頁數:8P
4.6
1.鋼管 1.1適用范圍 本技術規定適用于采用溝槽開挖,直接敷設方式的壓力流鋼管和重力流鋼 管。 1.2用途 本技術規定為滇池北岸水環境綜合治理工程污水收集管道采購文件,供貨商 需根據本技術條件的要求,按照鋼管的有關規范制造。 6.3規范及標準 供貨商使用的標準如本標書沒有規定,則應對所用標準進行說明,當推薦的 標準和實施規則等效或優于所列標準時,該標準才有可能為建設方接受,投標人 應清楚說明替代的標準或實際使用的規范,并提交推薦標準或實施規范,明顯的 差異點要進行說明。 本標書編制時,所示版本均為有效標準。所有標準都會被修訂,使用本標準 的各方應探討使用下列標準最新版本的可能性。 壓力鋼管制造安裝及驗收規范dl5017-2007 工業金屬管道工程施工及驗收規范gb50235
螺旋鋼管承壓流體輸送用螺旋縫埋弧焊鋼管SY50383主要用于
格式:pdf
大小:5KB
頁數:1P
4.6
螺旋鋼管承壓流體輸送用螺旋縫埋弧焊鋼管(sy5036-83)主要用于輸送石油、 天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管(sy5038-83),用高頻搭接焊法焊接的,用于承壓流體 輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫 埋弧焊鋼管(sy5037-83),采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓 流體輸送用埋弧焊鋼管。 螺旋管材質:q235a,q23b,0cr13、1cr17、00cr19ni11、1cr18ni9、0cr18ni11nb.q345l245l290x42 x46x70x80。螺旋焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫 的鋼管。按焊縫形狀可分為直縫焊管和螺旋焊管。電焊鋼管用于石油鉆采和機械制造業等。 現在螺旋鋼管的常用標準一般分為
直縫埋弧焊鋼管預焊技術
格式:pdf
大小:1.8MB
頁數:4P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
普通流體輸送管道用螺旋縫埋弧焊鋼管最新文檔
直縫埋弧焊鋼管預焊技術 直縫埋弧焊鋼管預焊技術
格式:pdf
大小:732KB
頁數:5P
4.6
簡述了國內外直縫埋弧焊生產機組預焊工藝的技術現狀,介紹了預焊工藝和預焊設備。分析了預焊中常見問題如錯邊、燒穿、氣孔、飛濺等產生的原因,并提出了相應的改進措施。
油氣輸送用螺旋縫埋弧焊鋼管訂貨附加技術條件中幾個常見問題的討論 油氣輸送用螺旋縫埋弧焊鋼管訂貨附加技術條件中幾個常見問題的討論
格式:pdf
大小:457KB
頁數:6P
4.7
針對油氣輸送用螺旋縫埋弧焊鋼管訂貨技術條件中屈服強度的上下限范圍、屈強比、韌性、x射線檢驗的時機、靜水壓爆破試驗以及管端尺寸、工藝缺陷等幾個常引起爭議的問題,分析了管材實際使用要求和鋼管生產工藝技術所能達到的質量水平,探討既能滿足管線使用要求,又能為各方所普遍接受的技術條件。
螺旋埋弧焊鋼管外焊縫視覺傳感自動跟蹤系統 螺旋埋弧焊鋼管外焊縫視覺傳感自動跟蹤系統
格式:pdf
大小:921KB
頁數:4P
4.3
針對螺旋埋弧焊鋼管外焊,研制了一種基于視覺傳感的焊縫自動跟蹤系統。以視頻攝像機為傳感器,在焊接點前方100mm處檢測鋼管外焊成形縫。對視頻信號進行放大、整形、二值化處理,獲得對應于成形縫的脈沖信號,以幀中心為基準,利用單片機進行偏離方向判斷及偏差值計算,并將偏差信號以脈沖方式送入交流伺服電機驅動器,由交流伺服電機控制焊槍滑移臺移動,確保焊絲實時對準焊縫。試驗結果表明,焊接過程采用視頻攝像機識別鋼管外焊成形縫實現焊縫自動跟蹤的方法是可行的。
螺旋埋弧焊鋼管內焊縫自動跟蹤原理的研究 螺旋埋弧焊鋼管內焊縫自動跟蹤原理的研究
格式:pdf
大小:99KB
頁數:4P
4.6
螺旋埋弧焊鋼管內焊縫自動跟蹤問題,是國內外長期以來沒有很好解決的一大難題。本文對實現自動跟蹤的原理進行了比較詳盡的分析和研究,提出了焊縫背面兩側溫度呈駝峰形分布的全新理論。作者認為,以往人們使用的內焊頭手動跟蹤都是遵循駝峰理論來實現的。模擬手動跟蹤,進行仿生學研究,是實現內焊縫自動跟蹤的一種重要途徑。利用現代傳感技術,測出內焊縫兩側的溫度曲線,通過微機可以很快地算出兩峰點a1a2與谷點o的距離,如兩點距離不等就隨時輸出信號去驅動焊頭移動達到自動跟蹤的目的
 西氣東輸工程使用國產螺旋縫埋弧焊鋼管可行性分析
西氣東輸工程使用國產螺旋縫埋弧焊鋼管可行性分析 西氣東輸工程使用國產螺旋縫埋弧焊鋼管可行性分析
格式:pdf
大小:70KB
頁數:4P
4.6
國產螺旋縫埋弧焊鋼管經過多年的發展,已經取得了較大的進步,尤其是石油行業內幾家鋼管廠的產品代表著國內最高水平。通過介紹國產螺旋縫埋弧焊鋼管的現狀和生產工藝技術,與進口直縫埋弧焊鋼管進行了質量與性能比較,認為國產螺旋縫埋弧焊鋼管能夠滿足西氣東輸管道工程的要求。
螺旋埋弧焊鋼管調型參數計算分析 螺旋埋弧焊鋼管調型參數計算分析
格式:pdf
大小:323KB
頁數:4P
4.4
以目前國內普遍采用的外抱式螺旋焊鋼管三輥成型器為研究對象,在作了一些基本假設的前提下,根據金屬材料的彈塑性變形理論,建立了鋼板在成型器中的受力模型。將鋼板受力模型與螺旋鋼管三輥成型器實際結構參數作為一個整體,推導出了螺旋鋼管調型參數計算公式,編制了計算程序。理論研究表明,為使焊接后螺旋鋼管產生零彈復或較小的彈復,在調型時必須使三輥成型器中的下壓輥在理論圓周位置的基礎上再下降一個位移量,以保證鋼板在經過塑性變形后有較大的彈復空間。根據工廠提供的數據參數,計算了成型器中三個成型輥的調型參數,并與工廠現在使用的調型參數進行了對比,結果表明基本假設符合實際情況,建立的力學模型正確,理論調型參數值與實際調型參數值一致
直縫埋弧焊鋼管擴徑頭的研制 直縫埋弧焊鋼管擴徑頭的研制
格式:pdf
大小:59KB
頁數:4P
4.5
擴徑頭是直縫埋弧焊鋼管生產線擴徑機上的關鍵部件,一直依賴進口,價格昂貴且交貨時間長,研制國產擴徑頭迫在眉睫。從擴徑頭的技術難點入手,分析了中直徑和大直徑擴徑頭的不同結構形式和潤滑方式。在結構設計時,針對擴徑頭各部件的使用要求,選用不同的工具鋼和相應的熱處理工藝,確保了擴徑頭的整體使用壽命。新研制的擴徑頭投入使用兩年來,共擴直縫埋弧焊鋼管3萬多根,合格率100%,滿足了擴徑的要求。
國內直縫埋弧焊鋼管生產現狀 國內直縫埋弧焊鋼管生產現狀
格式:pdf
大小:882KB
頁數:6P
4.4
通過對國內已經生產的直縫埋弧焊鋼管母材與焊縫力學性能指標以及鋼管幾何尺寸指標的列舉,說明我國已經基本具備了為海底管線提供符合apispec5l、dnv-os-f101等規范要求的直縫埋弧焊鋼管的能力。但與國外先進鋼管生產廠相比,在產品整體質量的穩定性、計算機管理系統的應用及質量保證體系的運行方面尚有一定的差距。
直縫埋弧焊鋼管供需情況分析 直縫埋弧焊鋼管供需情況分析
格式:pdf
大小:372KB
頁數:5P
4.5
結合我國石油天然氣輸送管道及用管情況,就國內外螺旋焊鋼管的生產和應用情況,國外直縫埋弧焊鋼管的發展,國內油氣輸送用鋼管的需求情況作了介紹。就直縫埋弧焊鋼管和螺旋焊鋼管的使用性能作了對比分析,指出國外直縫埋弧焊管快速發展,螺旋焊鋼管日趨衰落有多方面的原因。結合我國油氣輸送管道建設的安排和規劃,對直縫埋弧焊鋼管的供需情況作了分析,介紹了我國石油制管工業現狀及我國直縫埋弧焊鋼管的發展情況。
普通流體輸送管道用螺旋縫埋弧焊鋼管相關
文輯推薦
知識推薦
百科推薦


職位:BIM產品總監
擅長專業:土建 安裝 裝飾 市政 園林


