

平墊圈與材料我國平墊圈標準
格式:pdf
大小:14KB
頁數:1P
人氣 :59
 4.5
4.5
平墊圈與材料 我國平墊圈標準 2011-07-14 14:42:46| 分類: 默認分類 |舉報 |字號 訂閱 我國平墊圈標準共有 9 項,從 2000-2002 年分別批準發布了 GB/T97.3-2000 、 GB/T5286-2001 、GB/T95-2002 、GB/T96.1-2002 、GB/T96.2-2002 、 GB/T97.1-2002 、GB/T97.2-2002 、GB/T97.4-2002 及 GB/T5287-2002 等平墊 圈標準。 根據平墊圈性能等級,推薦使用材料: 對于 100HV 級的可選用 ST12、ST13 及 Q235、Q215、Q195 等等,表面硬 度可達到 110HV 左右; 對于 140HV 級的可選用 08F、08Al 及 10、10F 等等,表面硬度可達到 140HV 左右; 對于 200HV 和 300HV 級的應選用 45、50




緊固件——平墊圈
格式:pdf
大小:31KB
頁數:4P
基礎工藝文件 1/4 基礎工藝文件 平墊圈 基礎工藝文件 2/4 更改記錄 變更日期更改內容執行人備注 基礎工藝文件 3/4 一、參考標準 序號名稱標準編號規格 1平墊圈c級gb/t95-20021.6~64 2大墊圈a級gb/t96.1-20023~36 3大墊圈c級gb/t96.2-20023~36 4平墊圈a級gb/t97.1-20021.6~64 5平墊圈倒角型a級gb/t97.2-20025~64 6銷軸用平墊圈gb/t97.3-20003~100 7平墊圈用于螺釘gb/t97.4-20022~12 8平墊圈用于自攻螺 釘和墊圈組合件 gb/t97.5-20022.2~9.5 9螺栓、螺釘和螺母用 平墊圈總方案gb/t5286-2001 1~1
DIN125平墊圈
格式:pdf
大小:49KB
頁數:2P
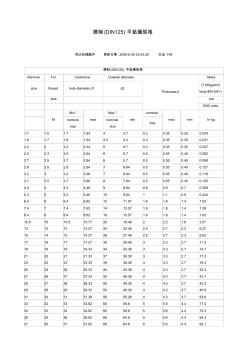
德制(din125)平墊圈規格 鴻達機械配件更新日期:2008-6-2023:43:20點擊:194 德制(din125)平墊圈規格 nominalforclearanceoutsidediameter, thickness,h mass sizethreadholediameter,d1d2 (7.85kg/dm2 lang=en-us>) sizeper 1000units, m min.* max max.* min nominal maxmininkg.nominal size nominal size size 1.71.61.71.8443.70.30.350.250.024 1.81.71.81.944.54.20.30.350.250.031 2.2
編輯推薦下載
平墊圈材料的選擇
格式:pdf
大小:26KB
頁數:3P
4.6
如有你有幫助,請購買下載,謝謝! 1頁 墊圈材料的選擇 2008-11-27來源:未知收藏此信息推薦給好友 在螺紋緊固件中因螺栓、螺釘、螺母的支承面不可能做得很大(受材料與工藝的限制), 為減小承壓面的壓應力,保護被連接件的表面而采用墊圈。 為防止連接副的松動采用防松的彈簧墊圈和多齒形鎖緊墊圈、圓螺母止動墊圈以及鞍形、 波形、錐形彈性墊圈。 平墊圈主要用于減小壓強,當有的部位擰緊軸向力很大時,易使墊圈壓成碟形,這時可 改用材料和提高硬度來解決。 彈簧墊圈的鎖緊效果一般,重要部位盡量少用或不用,而采用自鎖結構。對于用于高速 擰緊(氣動或電動)的彈簧墊圈,最好采用表面磷化處理的墊圈,提高其減磨性能,否則易 摩擦發熱而燒壞或張口,甚至損壞被連接件表面。對于薄板連接處,不應采用彈簧墊圈結構。 據統計,彈簧墊圈在汽車上使用得越來越少了。 齒形彈性墊圈中的連接齒形由于鎖緊力大而且

墊圈(平墊圈、斜墊圈、彈墊)及螺母重量匯總表
格式:pdf
大小:15KB
頁數:1P
4.8
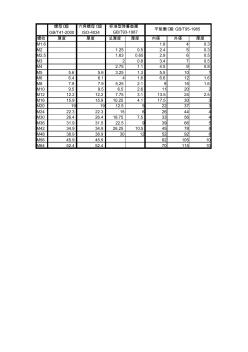
角螺母規格重量表 粗制半精制 610-0.36511.52.317 814-0.43616.25.674 1017819.610.99 12191021.916.32 -14221125.425.28 16241327.734.12 -18271431.244.19 20301634.661.91 -22321836.975.94 24361941.6111.9 -27412247.3168 30462453.1234.2 36552863.5370.9 42653275.5598.6 48753886.5957.3 注:1、括號內的尺寸,盡可能不采用。 2、gb41-66生產粗牙普通螺紋(a型);gb45- 66生產粗牙和細牙普通螺紋(a型和b型)。
平墊圈熱門文檔
平墊圈沖裁復合模模具設計
格式:pdf
大小:723KB
頁數:41P
4.5
word文檔可自由編輯 i 平墊圈沖裁復合模模具設計 摘要 本次設計了一套沖孔、落料的倒裝復合模具。經過查閱資料,首先要對零件 進行工藝分析,經過工藝分析和對比采用沖孔落料工序,通過沖裁力、頂件力、 卸料力等的計算分析確定壓力機的型號;其次分析適用于沖壓件加工的模具類型, 選擇所需設計的模具;最后得出模具的類型后,將模具的各工作零部件設計過程 表達出來。本文的第一部分,主要敘述了沖壓模具的發展狀況,說明了沖壓模具 的重要性與本次設計的背景,接著是對沖壓件進行工藝分析,確定工藝方案;第 二部分,對零件排樣圖的設計,完成了有關工件各個力的計算,對選擇沖壓設備 提供依據。最后是對主要零部件的設計計算,為本次設計模具的繪制和模具的成 形提供依據,以及為裝配圖各尺寸提供依據。通過前面的設計方案畫出模具裝配 圖和各零件圖。 關鍵詞:倒裝復合模具、厚料沖裁、沖裁間隙 word文檔可自由編輯
螺母彈墊平墊圈C級
格式:pdf
大小:19KB
頁數:1P
4.5
螺母c級六角螺母c級 gb/t41-2000iso-4034 螺紋厚度厚度總厚度厚度內徑外徑厚度 m1.61.840.3 m21.250.52.450.3 m2.51.630.652.960.5 m320.83.470.5 m42.751.14.590.8 m55.65.63.251.35.5101 m66.46.141.66.6121.6 m87.97.95.252.19161.6 m109.59.56.52.611202 m1212.212.27.753.113.5242.5 m1615.915.910.254.117.5303 m20191912.5522373 m2422.322.315626444 m30
DIN7989-1結構鋼用平墊圈
格式:pdf
大小:56KB
頁數:3P
4.6
德國標準2001年4月 結構鋼用平墊圈 第1部分:c級產品 din 7989-1 此標準與din7989-2一起制訂于2001年4月, 替代1974年7月制訂的標準din7989。 為符合由國際標準化組織(iso)公布的標準和現行做法,用一個逗號作為小數點標記。 前言 這個標準由緊固件標準委員會編寫。 修訂 本標準以下各項與制訂于1974年7月的標準din7989不同: a)本標準現在由兩部分組成,包括第一部分c級墊圈和第二部分a級墊圈。 b)墊圈的公稱尺寸基于螺栓的尺寸。 c)本標準不再包括m22、m33和m36螺栓用墊圈。 d)d1和d2的一些數值已經被修改。 e)公差配合應引用dineniso4759-3。 f)本標準詳細說明了一些零件的厚度誤差和水平度公差。 g)本標準詳


平墊圈精華文檔
GBT9074.8-1988十字槽小盤頭螺釘和彈簧墊圈及平墊圈組合件
格式:pdf
大小:275KB
頁數:3P
4.6
GBT9074.8-1988十字槽小盤頭螺釘和彈簧墊圈及平墊圈組合件

一般用途的鋼制未淬火平墊圈標準F844
格式:pdf
大小:15KB
頁數:4P
4.7
一般用途的鋼制未淬火平墊圈標準 1.范圍 1.1該規范包含圓型或其他形狀的鋼制未淬火平墊圈。 1.2該墊圈用于一般用途的螺栓、螺母和螺柱,用來增強支撐面、空間防止磨損。 1.3除另有規定,墊圈符合美國國家標準b18.22.1a型,表1a和表1b。 1.4淬火墊圈和熱處理結構螺栓一起使用,應符合標準f436和f436m。 2.參考文獻 3.訂單信息 3.1該標準規定墊圈的訂單包含: 3.1.1數量(同種型號產品的個數) 3.1.2種類名稱(鋼制平墊圈) 3.1.3規格(名義內徑和厚度,包括外直徑如果需要) 3.2以下要求可選,需要的時候可另行規定: 3.2.1ansib18.22.1a型以外的尺寸 3.2.2如果表面不用油浸(見4.3至4.3.6) 3.2.3化學成分,如果需要(見5.1.2) 3.2.4硬度,如果需要(見6.2)
 小型號平墊圈參數化圖符在CAXA電子圖板中的重新定義
小型號平墊圈參數化圖符在CAXA電子圖板中的重新定義 小型號平墊圈參數化圖符在CAXA電子圖板中的重新定義
格式:pdf
大小:256KB
頁數:2P
4.8
作者在使用caxa電子圖板過程中發現,圖符庫中對于型號比較小的墊圈,在中心線和剖面線的定義上和制圖規范存在一定的差異。針對這一問題,作者提出了在caxa電子圖板中對小型號平墊圈參數化圖符進行重新定義的解決方案。
平墊圈最新文檔
墊圈標準
格式:pdf
大小:66KB
頁數:2P
4.4
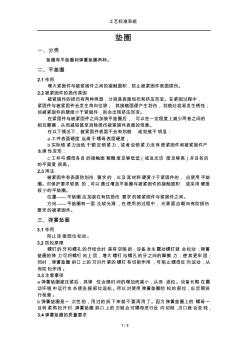
工藝標準系統 1/2 墊圈 一、分類 墊圈有平墊圈和彈簧墊圈兩種。 二、平墊圈 2.1作用 增大緊固件與被緊固件之間的接觸面積,防止被緊固件表面損傷。 2.2被緊固件的損傷原因 被緊固件的損傷有兩種類型,分別是表面劃傷和擠壓形變。在緊固過程中, 緊固件與被緊固件會發生角向位移,其接觸面便產生劃傷,劃痕處容易發生銹蝕; 如被緊固件的硬度小于緊固件,則會出現擠壓形變。 在緊固件與被緊固件之間加裝平墊圈后,可以在一定程度上減少兩者之間的 相互摩擦,從而減輕甚至消除損傷被緊固件表面的現象。 在以下情況下,被緊固件表面不會有劃痕或劃痕不明顯: a工件表面硬度遠高于螺母表面硬度; b實際鎖緊力遠低于額定鎖緊力,或者說鎖緊力沒有使緊固件和被緊固件產 生彈性變形; c工件與螺母各自的接觸面粗糙度足夠低低(或說光潔度足夠高)并且各自 的平面度很高。 2.3用法 被緊固件有表面防劃傷要求的,

墊圈標準 (2)
格式:pdf
大小:66KB
頁數:2P
4.5
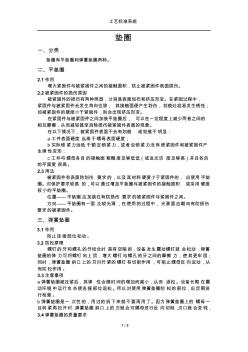
工藝標準系統 1/2 墊圈 一、分類 墊圈有平墊圈和彈簧墊圈兩種。 二、平墊圈 2.1作用 增大緊固件與被緊固件之間的接觸面積,防止被緊固件表面損傷。 2.2被緊固件的損傷原因 被緊固件的損傷有兩種類型,分別是表面劃傷和擠壓形變。在緊固過程中, 緊固件與被緊固件會發生角向位移,其接觸面便產生劃傷,劃痕處容易發生銹蝕; 如被緊固件的硬度小于緊固件,則會出現擠壓形變。 在緊固件與被緊固件之間加裝平墊圈后,可以在一定程度上減少兩者之間的 相互摩擦,從而減輕甚至消除損傷被緊固件表面的現象。 在以下情況下,被緊固件表面不會有劃痕或劃痕不明顯: a工件表面硬度遠高于螺母表面硬度; b實際鎖緊力遠低于額定鎖緊力,或者說鎖緊力沒有使緊固件和被緊固件產 生彈性變形; c工件與螺母各自的接觸面粗糙度足夠低低(或說光潔度足夠高)并且各自 的平面度很高。 2.3用法 被緊固件有表面防劃傷要求的,

彈性墊圈技術條件彈簧墊圈
格式:pdf
大小:126KB
頁數:9P
4.8
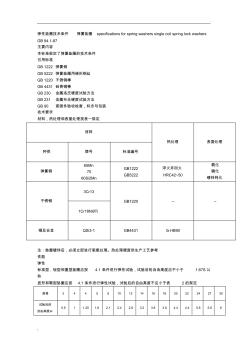
. '. 彈性墊圈技術條件彈簧墊圈specificationsforspringwasherssinglecoilspringlockwashers gb94.1-87 主要內容 本標準規定了彈簧墊圈的技術條件 引用標準 gb1222彈簧鋼 gb5222彈簧墊圈用梯形鋼絲 gb1220不銹鋼棒 gb4431硅青銅棒 gb230金屬洛氏硬度試驗方法 gb231金屬布氏硬度試驗方法 gb90緊固件驗收檢查,標志與包裝 技術要求 材料,熱處理和表面處理按表一規定 材料 熱處理表面處理 種類牌號標準編號 彈簧鋼 65mn 70 60si2mn gb1222 gb5222 淬火并回火 hrc42~50 氧化 磷化 鍍鋅鈍化 不銹鋼 3cr13 gb1220---- 1cr18ni9ti 銅及合金qsi3-1gb
十三、在鉆床上加工修理用的膠木絕緣平墊圈的方法 十三、在鉆床上加工修理用的膠木絕緣平墊圈的方法
格式:pdf
大小:91KB
頁數:未知
4.6
在汽車電器修理中,絕緣平墊圈用得較多,有時由于一個絕緣平墊圈燒壞,只得更換總成,甚至影響汽車出勤。車床上加工平墊圈,筆者認為有兩大缺點:①費材料、不經濟,②效率低。改用鉆床加
彈簧墊圈漲圈原因初探 彈簧墊圈漲圈原因初探
格式:pdf
大小:253KB
頁數:未知
4.3
通過對彈簧墊圈在裝配中的受力分析和國內外彈簧墊圈標準的對比研究,提出漲圈的根本原因是彈簧墊圈的截面形狀內薄外厚。而根據我國現行的彈簧墊圈(包括不銹鋼彈簧墊圈)標準,難以保證截面形狀內厚外薄,據此建議彈簧墊圈應限制在低強度的螺栓連接中使用
平面墊圈的改進磨削法 平面墊圈的改進磨削法
格式:pdf
大小:138KB
頁數:未知
4.6
在生產中,經常遇到平行度精度要求很高的平面墊圈。如何保證平行度精度一直是生產中的難題,在磨削平行度要求為5pm的平面墊圈時,經過試驗,采用在平磨磁盤上墊45鋼板的方法,基本上解決了難題。在平磨磁盤上墊鋼板是為了避免工件因過大的磁力而變形,然后又能利用鋼板的導磁性吸住工件。墊鋼板后的加工方法如下:
主鈾墊圈超精平磨夾具 主鈾墊圈超精平磨夾具
格式:pdf
大小:150KB
頁數:未知
4.4
我廠生產的數控機床及加工中心中,主軸上有許多精度要求高(平行度為0.005)的墊圈。由于在車床加工時產生變形,引起墊圈在超精磨平磨時出現:墊圈的厚薄尺寸誤差在0.003以內,而兩平面的平行度卻超差一般在0.01~0.03左右,達不到圖紙要求。針對
平墊圈相關
文輯推薦
知識推薦
百科推薦


職位:BIM銷售
擅長專業:土建 安裝 裝飾 市政 園林


