






平墊圈與材料我國平墊圈標準
格式:pdf
大小:14KB
頁數:1P
平墊圈與材料我國平墊圈標準 2011-07-1414:42:46|分類:默認分類|舉報|字號訂閱 我國平墊圈標準共有9項,從2000-2002年分別批準發布了gb/t97.3-2000、 gb/t5286-2001、gb/t95-2002、gb/t96.1-2002、gb/t96.2-2002、 gb/t97.1-2002、gb/t97.2-2002、gb/t97.4-2002及gb/t5287-2002等平墊 圈標準。 根據平墊圈性能等級,推薦使用材料: 對于100hv級的可選用st12、st13及q235、q215、q195等等,表面硬 度可達到110hv左右; 對于140hv級的可選用08f、08al及10、10f等等,表面硬度可達到140hv 左右; 對于200hv和300hv級的應選用45、50
編輯推薦下載

緊固件——平墊圈
格式:pdf
大小:31KB
頁數:4P
 4.5
4.5
基礎工藝文件 1/4 基礎工藝文件 平墊圈 基礎工藝文件 2/4 更改記錄 變更日期更改內容執行人備注 基礎工藝文件 3/4 一、參考標準 序號名稱標準編號規格 1平墊圈c級gb/t95-20021.6~64 2大墊圈a級gb/t96.1-20023~36 3大墊圈c級gb/t96.2-20023~36 4平墊圈a級gb/t97.1-20021.6~64 5平墊圈倒角型a級gb/t97.2-20025~64 6銷軸用平墊圈gb/t97.3-20003~100 7平墊圈用于螺釘gb/t97.4-20022~12 8平墊圈用于自攻螺 釘和墊圈組合件 gb/t97.5-20022.2~9.5 9螺栓、螺釘和螺母用 平墊圈總方案gb/t5286-2001 1~1
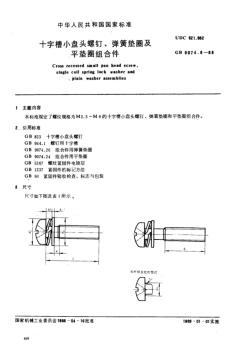
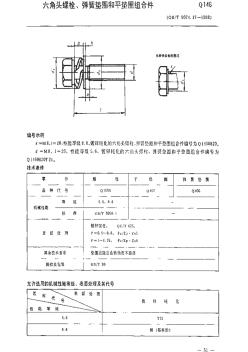
GBT9074.8-1988十字槽小盤頭螺釘和彈簧墊圈及平墊圈組合件
格式:pdf
大小:275KB
頁數:3P
4.6
GBT9074.8-1988十字槽小盤頭螺釘和彈簧墊圈及平墊圈組合件
平墊圈A級GBT97.1-2002熱門文檔
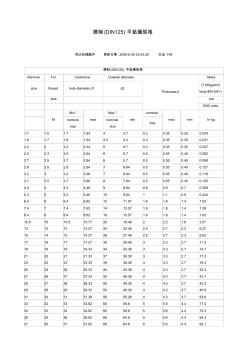
DIN125平墊圈
格式:pdf
大小:49KB
頁數:2P
4.5
德制(din125)平墊圈規格 鴻達機械配件更新日期:2008-6-2023:43:20點擊:194 德制(din125)平墊圈規格 nominalforclearanceoutsidediameter, thickness,h mass sizethreadholediameter,d1d2 (7.85kg/dm2 lang=en-us>) sizeper 1000units, m min.* max max.* min nominal maxmininkg.nominal size nominal size size 1.71.61.71.8443.70.30.350.250.024 1.81.71.81.944.54.20.30.350.250.031 2.2
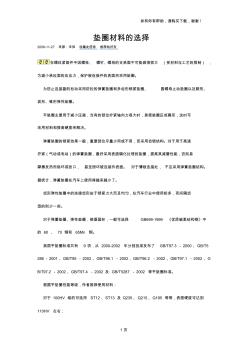
平墊圈材料的選擇
格式:pdf
大小:26KB
頁數:3P
4.6
如有你有幫助,請購買下載,謝謝! 1頁 墊圈材料的選擇 2008-11-27來源:未知收藏此信息推薦給好友 在螺紋緊固件中因螺栓、螺釘、螺母的支承面不可能做得很大(受材料與工藝的限制), 為減小承壓面的壓應力,保護被連接件的表面而采用墊圈。 為防止連接副的松動采用防松的彈簧墊圈和多齒形鎖緊墊圈、圓螺母止動墊圈以及鞍形、 波形、錐形彈性墊圈。 平墊圈主要用于減小壓強,當有的部位擰緊軸向力很大時,易使墊圈壓成碟形,這時可 改用材料和提高硬度來解決。 彈簧墊圈的鎖緊效果一般,重要部位盡量少用或不用,而采用自鎖結構。對于用于高速 擰緊(氣動或電動)的彈簧墊圈,最好采用表面磷化處理的墊圈,提高其減磨性能,否則易 摩擦發熱而燒壞或張口,甚至損壞被連接件表面。對于薄板連接處,不應采用彈簧墊圈結構。 據統計,彈簧墊圈在汽車上使用得越來越少了。 齒形彈性墊圈中的連接齒形由于鎖緊力大而且
螺母彈墊平墊圈C級
格式:pdf
大小:19KB
頁數:1P
4.5
螺母c級六角螺母c級 gb/t41-2000iso-4034 螺紋厚度厚度總厚度厚度內徑外徑厚度 m1.61.840.3 m21.250.52.450.3 m2.51.630.652.960.5 m320.83.470.5 m42.751.14.590.8 m55.65.63.251.35.5101 m66.46.141.66.6121.6 m87.97.95.252.19161.6 m109.59.56.52.611202 m1212.212.27.753.113.5242.5 m1615.915.910.254.117.5303 m20191912.5522373 m2422.322.315626444 m30
DIN7989-1結構鋼用平墊圈
格式:pdf
大小:56KB
頁數:3P
4.6
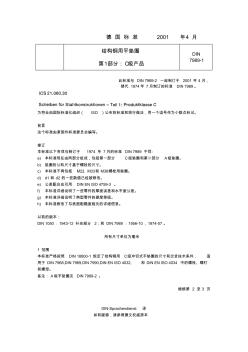
德國標準2001年4月 結構鋼用平墊圈 第1部分:c級產品 din 7989-1 此標準與din7989-2一起制訂于2001年4月, 替代1974年7月制訂的標準din7989。 為符合由國際標準化組織(iso)公布的標準和現行做法,用一個逗號作為小數點標記。 前言 這個標準由緊固件標準委員會編寫。 修訂 本標準以下各項與制訂于1974年7月的標準din7989不同: a)本標準現在由兩部分組成,包括第一部分c級墊圈和第二部分a級墊圈。 b)墊圈的公稱尺寸基于螺栓的尺寸。 c)本標準不再包括m22、m33和m36螺栓用墊圈。 d)d1和d2的一些數值已經被修改。 e)公差配合應引用dineniso4759-3。 f)本標準詳細說明了一些零件的厚度誤差和水平度公差。 g)本標準詳

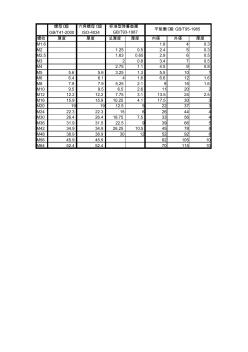
墊圈(平墊圈、斜墊圈、彈墊)及螺母重量匯總表
格式:pdf
大小:15KB
頁數:1P
4.8
角螺母規格重量表 粗制半精制 610-0.36511.52.317 814-0.43616.25.674 1017819.610.99 12191021.916.32 -14221125.425.28 16241327.734.12 -18271431.244.19 20301634.661.91 -22321836.975.94 24361941.6111.9 -27412247.3168 30462453.1234.2 36552863.5370.9 42653275.5598.6 48753886.5957.3 注:1、括號內的尺寸,盡可能不采用。 2、gb41-66生產粗牙普通螺紋(a型);gb45- 66生產粗牙和細牙普通螺紋(a型和b型)。
平墊圈A級GBT97.1-2002精華文檔
平墊圈沖裁復合模模具設計
格式:pdf
大小:723KB
頁數:41P
4.5
word文檔可自由編輯 i 平墊圈沖裁復合模模具設計 摘要 本次設計了一套沖孔、落料的倒裝復合模具。經過查閱資料,首先要對零件 進行工藝分析,經過工藝分析和對比采用沖孔落料工序,通過沖裁力、頂件力、 卸料力等的計算分析確定壓力機的型號;其次分析適用于沖壓件加工的模具類型, 選擇所需設計的模具;最后得出模具的類型后,將模具的各工作零部件設計過程 表達出來。本文的第一部分,主要敘述了沖壓模具的發展狀況,說明了沖壓模具 的重要性與本次設計的背景,接著是對沖壓件進行工藝分析,確定工藝方案;第 二部分,對零件排樣圖的設計,完成了有關工件各個力的計算,對選擇沖壓設備 提供依據。最后是對主要零部件的設計計算,為本次設計模具的繪制和模具的成 形提供依據,以及為裝配圖各尺寸提供依據。通過前面的設計方案畫出模具裝配 圖和各零件圖。 關鍵詞:倒裝復合模具、厚料沖裁、沖裁間隙 word文檔可自由編輯


GBT標準型彈簧墊圈
格式:pdf
大小:58KB
頁數:6P
4.4
partnumber內徑_min (mm) 截面尺 寸(mm) 高度_max (mm) 2gb/t93-1987(標準 型彈簧墊圈) 2.10.51.25 2.5gb/t93-1987(標 準型彈簧墊圈) 2.60.651.63 3gb/t93-1987(標準 型彈簧墊圈) 3.10.82 4gb/t93-1987(標準 型彈簧墊圈) 4.11.12.75 5gb/t93-1987(標準 型彈簧墊圈) 5.11.33.25 6gb/t93-1987(標準 型彈簧墊圈) 6.11.64 8gb/t93-1987(標準 型彈簧墊圈) 8.12.15.25 10gb/t93-1987(標 準型彈簧墊圈) 10.22.66.5 12gb/t93-1987(標 準型彈簧墊圈) 12.23.17.75 14
GBT90.1-2002緊固件驗收檢查
格式:pdf
大小:173KB
頁數:17P
4.7
中華人民共和國國家標準 gb/t90.1-2002 緊固件驗收檢查idtis03269:2000 代替gb/t90-1985第一篇 fasteners-acceptanceinspection 1范圍 1.1在訂貨時未與緊固件供方協議采用其他驗收檢查程序的情況下,緊固件的需方必須遵 循本標準規定的驗收程序,以確定一批緊固件的驗收或拒收。驗收的附加技術要求,在特定 的產品標準(如有效力矩型螺母)中給出。相同的程序也適用于對驗收技術條件有爭議的情 況。 1.2本標準適用于螺栓、螺釘、螺柱、螺母、銷、墊圈、盲鉚釘和其他相關的緊固件。但 不適用于高速機械裝配、特殊目的的使用或特殊工程監理,要求較高的加工過程控制程序和 批的跟蹤(見iso引言注)等場合使用的緊固件。對這些產品的驗收檢查程序應由供需雙 方在確認
平墊圈A級GBT97.1-2002最新文檔


GBT4458-2002機械制圖
格式:pdf
大小:12.9MB
頁數:78P
4.8
免費標準網(www.***.***)標準最全面 免費標準網(www.***.***)無需注冊即可下載 免費標準網(www.***.***)標準最全面 免費標準網(www.***.***)無需注冊即可下載 免費標準網(www.***.***)標準最全面 免費標準網(www.***.***)無需注冊即可下載 免費標準網(www.***.***)標準最全面 免費標準網(www.***.***)無需注冊即可下載 免費標準網(www.***.***)標準最全面 免費標準網(www.***.***)無需注冊即可下載 免費標準網(www.***.***)標準最全面 免費標準網(www.***.***)無需注冊

熱鍍鋅標準GBT13912-2002
格式:pdf
大小:94KB
頁數:15P
4.4
........ 參考.資料 熱鍍鋅標準 gb/t13912-2002 前言 本標準修改采用iso1461:1999((鋼鐵制件熱浸鍍鋅層技術條件及試驗方 法》。 本標準根據iso1461:1999重新起草,在附錄a中列出了本標準與iso14 61章條編號的對照一覽表。 本標準對iso1461;1999作了下列修改,在附錄b中列出了本標準與iso 1461的技術性差異及其原因的一覽表。 —按國內現有的系列標準,標準名稱改為“金屬覆蓋層鋼鐵制件熱浸鍍鋅層技 術要求及試驗方法”; —取消了iso1461的前言; —用“本標準”代替“本國際標準;’, —引用了部分采用國際標準的我國標準; —將iso1461:1999中的4.2和附錄a的內容合并為本標準的4.1; —

熱鍍鋅標準GBT13912_2002
格式:pdf
大小:93KB
頁數:15P
4.4
........ 參考.資料 熱鍍鋅標準 gb/t13912-2002 前言 本標準修改采用iso1461:1999((鋼鐵制件熱浸鍍鋅層技術條件及試驗方 法》。 本標準根據iso1461:1999重新起草,在附錄a中列出了本標準與iso14 61章條編號的對照一覽表。 本標準對iso1461;1999作了下列修改,在附錄b中列出了本標準與iso1 461的技術性差異及其原因的一覽表。 —按國內現有的系列標準,標準名稱改為“金屬覆蓋層鋼鐵制件熱浸鍍鋅層技 術要求及試驗方法”; —取消了iso1461的前言; —用“本標準”代替“本國際標準;’, —引用了部分采用國際標準的我國標準; —將iso1461:1999中的4.2和附錄a的內容合并為本標準的4.1; —將

室內空氣質量標準(GBT18883-2002)
格式:pdf
大小:41KB
頁數:3P
4.6
室內空氣質量標準(gb/t18883-2002) 1、范圍 本標準規定了室內空氣質量參數及檢驗方法。 本標準適用于住宅和辦公建筑物,其它室內環境可參照本標準執行。 2、規范性引用文件 下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其 隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標 準達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新 版本適用于本標準。 gb/t9801空氣質量一氧化碳的測定非分散紅外法 gb/t11737居住區大氣中苯、甲苯和二甲苯衛生檢驗標準方法氣相色譜法 gb/t12372居住區大氣中二氧化氮檢驗標準方法改進的saltzman法 gb/t14582環境空氣中氡的標準測量方法 gb/t14668空氣質量氨的測定納氏試劑比色法 gb
平墊圈A級GBT97.1-2002相關
文輯推薦
知識推薦
百科推薦


職位:巖土勘察總工程師
擅長專業:土建 安裝 裝飾 市政 園林


