





 典型木門門扇自動化柔性生產線
典型木門門扇自動化柔性生產線 典型木門門扇自動化柔性生產線
格式:pdf
大小:248KB
頁數:4P
根據我國木門制造企業現狀,結合木門定制生產工藝的特點,提出3種典型的木門門扇自動化生產線布置方案,可實現木門門扇板坯上下料、輸送定位、定尺鋸切、封邊、五金件孔槽加工、銑削成型等加工過程的自動完成,為提升企業木門自動化制造水平提供參考。
編輯推薦下載
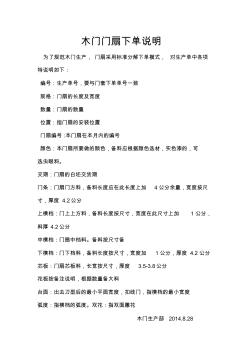
木門門扇下單說明
格式:pdf
大小:8KB
頁數:1P
 4.7
4.7
木門門扇下單說明 為了規范木門生產,門扇采用標準分解下單模式,對生產單中各項 特說明如下: 編號:生產單號,要與門套下單單號一致 規格:門扇的長度及寬度 數量:門扇的數量 位置:指門扇的安裝位置 門扇編號:本門扇在本月內的編號 顏色:本門扇所要做的顏色,備料應根據顏色選材,實色漆的,可 選蟲眼料。 交期:門扇的白坯交貨期 門條:門扇門方料,備料長度應在此長度上加4公分余量,寬度按尺 寸,厚度4.2公分 上橫檔:門上上方料,備料長度按尺寸,寬度在此尺寸上加1公分, 料厚4.2公分 中橫檔:門扇中檔料。備料按尺寸備 下橫檔:門下檔料,備料長度按尺寸,寬度加1公分,厚度4.2公分 芯板:門扇芯板料,長寬按尺寸,厚度3.5-3.8公分 花板按備注說明,根據數量備大料 臺面:出去刀型后的最小平面寬度,扣線門,指橫檔的最小寬度 弧度:指橫檔的弧度。雙花:指雙面雕花 木門生產部2
木門門扇自動上料真空平移機設計熱門文檔
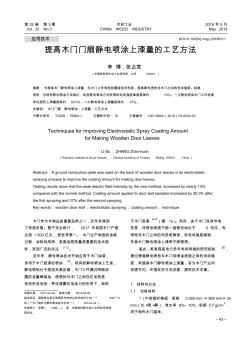
提高木門門扇靜電噴涂上漆量的工藝方法
格式:pdf
大小:10KB
頁數:1P
4.8
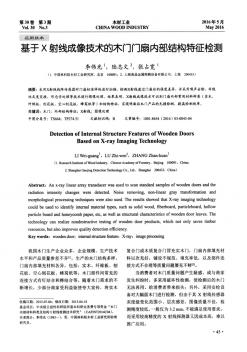
第32卷第3期木材工業2018年5月 vol.32no.3chinawoodindustrymay2018 ·43· 收稿日期:2017-04-28;修改日期:2018-04-09 基金項目:國家林業局引進國際先進林業科學技術計劃(“948”計 劃)“木門旋杯式靜電噴涂技術引進”(2014-4-44)。 作者簡介:李博(1986—),男,中國林科院木材工業研究所助理 研究員。 應用技術doi:10.19455/j.mcgy.20180311 提高木門門扇靜電噴涂上漆量的工藝方法 李博,張占寬 (中國林科院木材工業研究所,北京100091) 摘要:為提高木門靜電噴涂上漆量,在木門工件背面放置接地導電板,提高靜電噴槍與木門之間的電場強
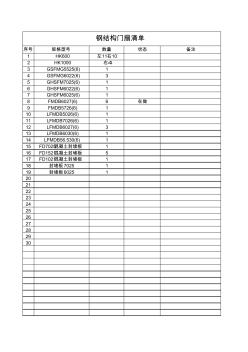
鋼門門扇清單
格式:pdf
大小:25KB
頁數:1P
4.3
序號規格型號數量狀態備注 1hk600左11右10 2hk1000右4 3gsfmg5525(6)1 4gsfmg6022(6)3 5ghsfm7025(6)1 6ghsfm6022(6)1 7ghsfm6025(6)1 8fmdb6027(6)6在做 9fmdb5726(6)1 10lfmdb5026(6)1 11lfmdb7026(6)1 12lfmdb6027(6)3 13lfmdb6030(6)1 14lfmdb56.530(6)1 15fd7025混凝土封堵板1 16fd1521混凝土封堵板5 17fd1021混凝土封堵板1 18封堵板70251 19封堵板60251 20 21 22 23 24 25 26 27 28 29 30 鋼結構門扇清單
輝盛防火門門扇尺寸
格式:pdf
大小:25KB
頁數:2P
4.7
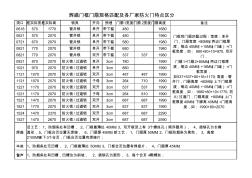
洞口框實際寬框實際高鎖具開向預埋門扇1寬度門扇2寬度門扇高度備注 06185701770管井鎖單開帶下檻4801680 06215702070管井鎖單開帶下檻4801980 07216702070管井鎖單開帶下檻5801980 08217702070管井鎖單開帶下檻6801980 08217702070管井鎖雙開帶下檻3373371980 09218702070防火鎖/過道鎖單開3cm7801990 10219702070防火鎖/過道鎖單開3cm8801990 112110702070防火鎖/過道鎖雙開3cm4874871990 112110702070防火鎖/過道鎖子母3cm2647101990 122111702070防火鎖/
木門扇安裝工程
格式:pdf
大小:22KB
頁數:2P
4.4
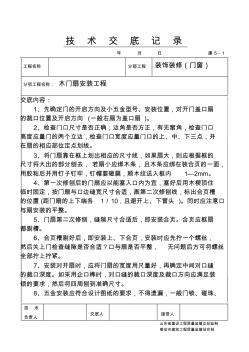
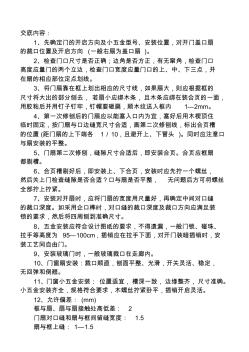
技術交底記錄 年月日建5-1 工程名稱分部工程裝飾裝修(門窗) 分項工程名稱:木門扇安裝工程 技術 負責人 交底人接受人 山東省建設工程質量監督總站監制 泰安市建筑工程質量監督站印制 交底內容: 1、先確定門的開啟方向及小五金型號、安裝位置,對開門蓋口扇 的裁口位置及開啟方向(一般右扇為蓋口扇)。 2、檢查門口尺寸是否正確;邊角是否方正,有無竄角,檢查門口 高度應量門的兩個立邊,檢查門口寬度應量門口的上、中、下三點,并 在扇的相應部位定點劃線。 3、將門扇靠在框上劃出相應的尺寸線,如果扇大,則應根據框的 尺寸將大出的部分刨去,若扇小應綁木條,且木條應綁在裝合頁的一面, 用膠粘后并用釘子釘牢,釘帽要砸扁,順木紋送入框內1—2mm。 4、第一次修刨后的門扇應以能塞入口內為宜,塞好后用木楔頂住 臨時固定,按門扇與口邊縫寬尺寸合適,畫第二次修刨線,標出合頁槽
木門門扇自動上料真空平移機設計精華文檔
酒店裝飾木門套門扇安裝工藝
格式:pdf
大小:183KB
頁數:5P
4.4
工作行為規范系列 酒店裝飾木門套門扇安裝 工藝 (標準、完整、實用、可修改) gl實用范本|documenttemplate 第2頁/共5頁 編號:fs-qg-56601 酒店裝飾木門套門扇安裝工藝 installationprocessofhoteldecorativewoodendoorcoverdoorleaf 說明:為規范化、制度化和統一化作業行為,使人員管理工作有章可 循,提高工作效率和責任感、歸屬感,特此編寫。 酒店裝飾木門套和門扇安裝工藝 1、施工準備 1)本工程采用成品木門和門套安裝,安裝前必須在門套 靠墻面涂刷防腐劑處理。 2)施工常用機器:螺絲刀、水平尺、直尺、線附、旋鑿、 沖擊鉆、手電鉆。 2.工藝流程: 彈線定位--門套安裝--門扇安裝--小五金安裝 3.施工要點: a.根據定位好的水平標高線,定出門
基于ANSYS7.1的地鐵防淹門門扇結構與分析 基于ANSYS7.1的地鐵防淹門門扇結構與分析
格式:pdf
大小:260KB
頁數:2P
4.7
門扇是防淹門最重要的部件之一。應用ansys7.1軟件建立了地鐵防淹門門扇的結構模型,并對其進行有限元分析,通過門扇的應力分析及變形分析來確定門扇的結構。提高門扇結構強度的安全性和制造的經濟性。
裝飾裝修木門扇安裝工程
格式:pdf
大小:5KB
頁數:2P
4.6
交底內容: 1、先確定門的開啟方向及小五金型號、安裝位置,對開門蓋口扇 的裁口位置及開啟方向(一般右扇為蓋口扇)。 2、檢查門口尺寸是否正確;邊角是否方正,有無竄角,檢查門口 高度應量門的兩個立邊,檢查門口寬度應量門口的上、中、下三點,并 在扇的相應部位定點劃線。 3、將門扇靠在框上劃出相應的尺寸線,如果扇大,則應根據框的 尺寸將大出的部分刨去,若扇小應綁木條,且木條應綁在裝合頁的一面, 用膠粘后并用釘子釘牢,釘帽要砸扁,順木紋送入框內1—2mm。 4、第一次修刨后的門扇應以能塞入口內為宜,塞好后用木楔頂住 臨時固定,按門扇與口邊縫寬尺寸合適,畫第二次修刨線,標出合頁槽 的位置(距門扇的上下端各1/10,且避開上、下冒頭)。同時應注意口 與扇安裝的平整。 5、門扇第二次修刨,縫隙尺寸合適后,即安裝合頁。合頁應框扇 都剔槽。 6、合頁槽剔好后,即安裝上、下合頁,安裝時應先擰一個
淺談木門門套設計原則
格式:pdf
大小:5KB
頁數:2P
4.8
淺談木門門套設計原則 門套造型設計作為木質套裝門整體設計的一個組成部份,是以滿 足客戶對產品使用功能和裝飾性要求為出發點,根據本企業生產計劃 的安排和生產工藝條件,在對門套結構選型的基礎上進行的門套造型 設計。要想使制造出的木質門產品更好地滿足客戶的要求,在進行木 質門設計時應遵循以下幾個原則 一、實用性 就木質門而言,用戶購買的目的首先是為了使用,因此在進行木 質門設計時,應把產品的使用功能放在第一位來考慮。 二、裝飾性 木門是現代家居裝飾裝修中不可或缺的一個組成部份,造型優雅 的木門產品最容易吸引人的眼球。 三、流行性 所謂流行就是符合時尚、體現時代特征。最近幾年的流行風格主 要有現代簡約主義風格、流線型設計風格、主題概念設計和自然風格、 玻璃藝術風格、歐式簡約主義風格等。 四、環保性 現在人們的環保意識越來越強,對套裝門產品的環保指標要求也 越來越高,因此在產品設
木門門扇自動上料真空平移機設計最新文檔
飛機庫鋼結構平移門門扇的靜力和動力有限元分析 飛機庫鋼結構平移門門扇的靜力和動力有限元分析
格式:pdf
大小:709KB
頁數:3P
4.6
利用ansys分析軟件對天津飛機庫鋼結構平移門門扇的應力、變形和振動模態進行結構計算分析。在保證結構剛度和強度的同時,降低結構重量,門扇的最大彎曲應力低于材料的屈服應力,且抗震性能良好。

酒店裝飾木門套和門扇安裝工藝
格式:pdf
大小:20KB
頁數:3P
4.7
精品文檔 2016全新精品資料-全新公文范文-全程指導寫作–獨家原創 1/3 酒店裝飾木門套和門扇安裝工藝 酒店裝飾木門套和門扇安裝工藝提要:門套框架安裝: 根據底框出尺寸將門套尺寸復核無誤后,在門套靠墻側面安 裝固定鐵片,厚度不小于,間距不大于600mm 來自 酒店裝飾木門套和門扇安裝工藝 1、施工準備 1)本工程采用成品木門和門套安裝,安裝前必須在門 套靠墻面涂刷防腐劑處理。 2)施工常用機器:螺絲刀、水平尺、直尺、線附、旋 鑿、沖擊鉆、手電鉆。 2.工藝流程: 彈線定位--門套安裝--門扇安裝--小五金安裝 3.施工要點: a.根據定位好的水平標高線,定出門套的安裝標高和 安裝位置,測量門洞尺寸大小是否和門套相符。 b.門套框架安裝:根據底框出尺寸將門套尺寸復核無 誤后,在門套靠墻側面安
簡析木門門套制作流程!
格式:pdf
大小:68KB
頁數:2P
4.3
九正家居網www.***.*** -------------------------------------------------------------------------- 提供全方位裝修指南,裝修設計知識、豐富設計案例! 木門的門套制作流程!學習了! 1、根據設計圖紙檢查門的規格、開啟方向、相關配件等。 2、用卷尺量門洞的高與寬。門的標準高寬尺寸是200cm×80cm;衛生間 的門高寬是200cm×70cm。尺寸如有出入要及時糾正。 3、測量位置線,確定門框的位置,用墨斗彈拉出垂直線,一側門洞兩條垂 直線。 4、在垂直線上用沖擊鉆打眼,孔眼與孔眼之間的距離約為30cm,一側門 兩排共10個孔眼。沖擊鉆的鉆頭應為12mm,所鉆孔眼深度約為6cm。 5、將小木楔用鐵錘逐個釘入孔眼,以便固定門框板。小木楔的體積大小為 5cm×1.5cm×1
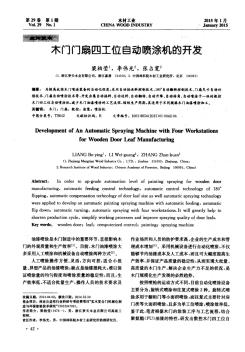
木門門扇四工位自動噴涂機的開發 木門門扇四工位自動噴涂機的開發
格式:pdf
大小:284KB
頁數:4P
4.5
為提高我國木門噴涂裝備的自動化程度,采用自動接送料控制技術、180°自動翻轉控制技術、門扇尺寸自動補償技術、門扇自動噴涂技術等,開發出集自動接料、自動送料、自動翻轉、自動升降、自動轉角、自動噴涂于一體的數控木門四工位自動噴涂機,減少木門油漆噴涂的工藝流程,縮短生產周期,其適用于不同規格木門油漆噴涂加工。
池河節制閘門扇形浮體門門鉸剪力計算 池河節制閘門扇形浮體門門鉸剪力計算
格式:pdf
大小:65KB
頁數:2P
4.6
池河節制閘門采用扇形浮體門,門體由扇形框架和上下游面板組成;上游圓弧面板的圓心處用鉸鏈固定在門室的后墻上,整個門體繞鉸軸旋轉升降;本次就浮體閘門的門鉸剪力計算供大家參考。
鋼筋混凝土門門扇工藝流程圖
格式:pdf
大小:37KB
頁數:2P
4.6
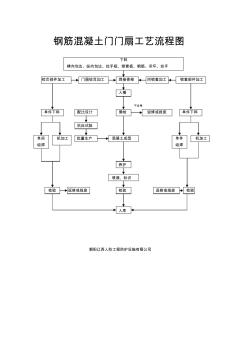
鋼筋混凝土門門扇工藝流程圖 下料 橫向包邊、縱向包邊、拉手板、鎖套板、鋼筋、吊環、拉手 鉸頁部件加工門扇鉸耳加工焊接骨架閉鎖套加工鎖套部件加工 入模 不合格 單件下料配比設計隱檢返修或報廢單件下料 抗壓試驗 單間機加工批量生產混凝土成型單件機加工 組焊組焊 養護 噴漆、標識 檢驗返修或報廢檢驗返修或報廢檢驗 入庫 朝陽遼西人防工程防護設施有限公司 鋼筋混凝土門扇檢查用各項公差范圍 一、鋼筋加工的許差 項目許差 受力鋼筋長度方向全長的凈尺寸±10 彎起鋼筋的彎折位置±20 箍筋內凈尺寸±5 二、鋼筋混凝土門門扇骨架許差 項目許差項目許差 長度±2門扇鉸耳軸線與骨架平行度不大于0.1 寬度±2門扇鉸耳同軸度≤0.5 高度±2混凝土保護層厚度≤2 厚度0與底模接觸面平整度≤1 三、鋼筋安裝位置許差及檢查方
基于Ansys5.7的鋼結構3744地鐵隔斷門門扇結構與分析 基于Ansys5.7的鋼結構3744地鐵隔斷門門扇結構與分析
格式:pdf
大小:337KB
頁數:2P
4.4
應用ansys5.7軟件建立了地鐵防護密閉隔斷門的結構模型,并對其進行有限元分析,通過門扇的應力分析及各點位移的結果確定門扇的結構。解決了該產品中直接受力件的結構和強度問題
基于鋼結構有限元軟件的地鐵隔斷門門扇結構分析 基于鋼結構有限元軟件的地鐵隔斷門門扇結構分析
格式:pdf
大小:249KB
頁數:4P
4.6
地下鐵道防護密閉隔斷裝置應用于地下鐵道,它能在戰時把地下鐵道空間隔斷,并形成大型人防工程,具有明顯的戰備效益和經濟效益.門扇是該裝置中最重要的部件之一.應用鋼結構有限元軟件sap91建立了地鐵防護密閉隔斷門門扇的結構模型,并對其進行有限元分析,通過門扇的應力分布及各點位移的結果確定門扇的結構.解決了該裝置中直接受力件的結構和強度問題.
木門門扇自動上料真空平移機設計相關
文輯推薦
知識推薦
百科推薦


職位:工程項目主管
擅長專業:土建 安裝 裝飾 市政 園林


