

雜木方進料檢驗標準
格式:pdf
大小:32KB
頁數:1P
人氣 :85
 4.7
4.7
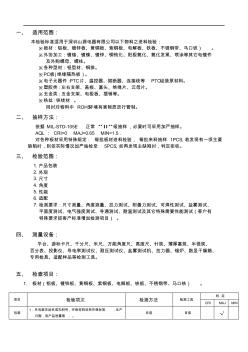
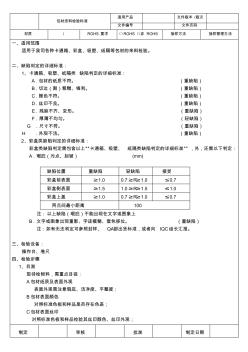
標準要求 檢驗方法 檢驗工具 抽樣方案 1.每扎10條或20條,捆扎牢固整齊。 2.顯眼位置標示清楚材質、規格和數量。 1.不允許有活蟲眼、死節疤、斷裂和心腐 朽等嚴重不良現象。 2.刨面平整順直,無波浪和毛刺;線條流 暢,邊角無變形。 3.樹節子寬度不超過整個材寬的 1/3, 直徑 不超過 12mm,單根木方≦ 2處。 4.豎向輕微開裂和外夾皮長度≦ 30mm,單 根木方≦ 3處。 5.木方的死蟲孔和樹脂囊直徑≦ 10mm,單 根木方允許存在不集中的 5處。 1. 4 分木方: 2000*35*22mm 2. 5 分木方: 2000*45*22mm 3. 8 分木方: 2000*70*22mm 4.公差范圍:長度± 10mm,寬度和厚度± 1mm。 5.彎曲度:≦ 3%。 拱形高度 /內彎曲長度 1.我公司采用桉木或雜木。 對照木材樣板 樣板 2.木材含水率≦ 16%。 用水



進料檢驗標準
格式:pdf
大小:154KB
頁數:10P
一、適用范圍: 本檢驗標準適用于深圳山源電器有限公司以下物料之進料檢驗: ※板材:鋁板、鍍鋅板、黃銅板、紫銅板、電解板、鐵板、不銹鋼帶、馬口鐵)。 ※外協加工:鍍錫、鍍鎳、鍍鋅、銅鈍化、陽極氧化、氧化發黑、噴涂等其它電鍍件 及外購螺母、螺柱。 ※各種型材:鋁型材、銅排。 ※pc板(絕緣隔熱板)。 ※電子元器件:ptc片、溫控器、熔斷器、連接線等ptc組裝原材料。 ※塑膠類:左右支架、蓋板、塞頭、絕緣片、云母片。 ※五金類:五金支架、電極板、插銷等。 ※鐵絲:鐵線材。 同時對物料中rohs環境有害物質進行管制。 二、抽樣方法: 依據mil-std-105e正常“ⅱ”級抽樣,必要時可采用加嚴抽樣。 aql:cri=0maj=0.65min=1.5. 對各種板材采用特殊規定:每批板材進料檢驗,每批來料抽樣1pcs,若發現有一項主要 缺陷時,則依實際

進料檢驗標準書
格式:pdf
大小:364KB
頁數:27P
江蘇藍源電子科技有限公司 進料檢驗規范 編號: 版本:a 制定部門:品質部 制定日期: 制定審查批準 1.目的 為保證進料的的質量、數量、規格等符合本公司的要求,提供 良好的物料,滿足生產和服務之所需。 2.范圍 本檢驗標準適用于所有原材料、半成品、輔料等進入公司的所 有物料。 3.職責 3.1倉管員收到物料后將物料放置于指定待檢區域并填寫《進料檢 驗通知單》通知iqc檢驗。 3.2iqc接到《進料檢驗通知單》后到待檢區抽取物料。按照來料 檢驗標準書和相關工程圖紙,對來料進行檢驗與判定,并填寫 《iqc進料檢驗記錄》對檢驗結果的正確性負責。 4.作業內容 檢驗 4.1檢驗方式:抽樣檢驗 4.2.抽樣標準:元器件類:按照gb2828-87正常檢查一次抽樣方案 一般檢查水平ⅱ進行。 非元器件類按照gb2828-87正常檢
編輯推薦下載
包材進料檢驗標準格式
格式:pdf
大小:27KB
頁數:2P
4.6
包材進料檢驗標準 適用產品文件版本/版次 文件編號文件頁碼 材質/rohs要求□rohs□非rohs抽樣方法抽樣管理辦法 一、適用范圍 適用于我司各種卡通箱、彩盒、吸塑、紙隔等包材的來料檢驗。 二、缺陷判定的詳細標準: 1、卡通箱、吸塑、紙隔類缺陷判定的詳細標準: a.包材的紙質不符。(重缺陷) b.切邊(割)粗糙、鋒利。(重缺陷) c.顏色不符。(重缺陷) d.絲印不良。(重缺陷) e.殘缺不齊、變形。(重缺陷) f.厚薄不均勻。(輕缺陷) g.尺寸不符。(重缺陷) h.外觀不潔。(重缺陷) 2、彩盒類缺陷判定的詳細標準: 彩盒類缺陷判定需包含以上“卡通箱、吸塑、紙隔類缺陷判定的詳細標準”,外,還需以下判定: a.瑕庇(污點、起皺)(m

塑膠件進料檢驗標準
格式:pdf
大小:37KB
頁數:2P
4.4
深圳市微宏實業發展有限公司 塑膠件進料檢驗標準 文件編號wi-001-001 工作文件版次v1.0 生效日期2006年8月1日頁次第1頁共2頁 編制:張勇祥審批: 1.0目的: 此文件確認塑膠來料標準,以確保公司品質均能滿足客戶要求。 2.0范圍: 此標準適用各種塑膠來料的品質審查。 3.0定義 無 4.0權責 品質部根據此標準對塑膠來料在制品進行外觀和包裝判定。 5.0內容: 5.1外觀檢查 5.1.1方法:在距40w熒光燈1m-1.2m光線內,眼睛距物20-30cm,視物約3-5秒. 5.1.2成品表面缺陷判定(下表中缺陷同一幾何面允許1pcs) 缺陷項目 一級產品接收標準二級產品接收標準三級產品接收標準 (不噴油) 刮花 正面長度ll≤0.2mml≤0.2mml≤0.1mm 側面長度ll≤1
木方進料檢驗標準熱門文檔

進料檢驗標準(僅供參考)
格式:pdf
大小:487KB
頁數:19P
4.5
xxx電子有限公司 原材料 進廠檢驗文件 編號xx--xx--01 頁次/版號1/19a版 生效日期 文件修改記錄 版次修訂日期更改前內容更改后內容制/修訂者 a 2012-xx-x x xxx電子有限公司 原材料 進廠檢驗文件 編號xx--xx--01 頁次/版號2/19a版 生效日期 1.應用范圍 凡公司生產車間所使用之原材料、零組件及外包加工品之供方來料均屬之。 2.抽樣計劃及aql標準 2.1.全數檢驗與抽樣檢驗 2.1.1.全數檢驗 又叫百分之百檢驗,也就是對交驗批的每一件產品進行檢驗,根據檢驗的結果 對每件產品作出合格與否的判定。下列情況不適合進行全數檢驗,或不可能進 行全數檢驗: 2.1.1.1.當檢驗具有破壞性時,如微動開關壽命 2.1.1.2.交驗批量很大時,就不宜實施全數檢驗 2.
H型鋼進料檢驗標準 (2)
格式:pdf
大小:469KB
頁數:10P
4.5
吳江市xx機械有限公司 編號jlq-bz-54 版本a/0 首版日期2015/10/12 第1頁共10頁 h型鋼進料檢驗標準 發行章: 制訂日期:2015/10/12 文件編號:jlq-bz-54 版本版次:a/0 制訂單位:質量管理部 制成:姚曉慧 審核: 批準: 吳江市xx機械有限公司 編號jlq-bz-54 版本a/0 首版日期2015/10/12 第2頁共10頁 修訂日期版次修訂內容修訂人核準 2015/10/12a文
進料檢驗標準(塑膠類)
格式:pdf
大小:56KB
頁數:2P
4.6
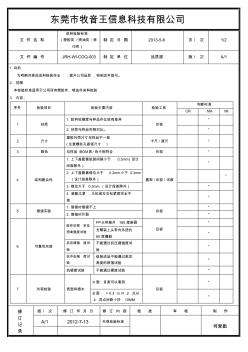
東莞市牧音王信息科技有限公司 文件名稱 進料檢驗標準 (塑膠類/噴油類/移 印類) 制定日期2013-5-6頁/次1/2 文件編號jrh-wi-coq-003制定單位品質部版/次a/1 1.目的 為明確并規范進料檢驗作業,提升公司品質,特制定本指引。 2.范圍 本檢驗標準適用于公司所有塑膠件、噴油件來料檢驗 3.內容: 序號檢驗項目檢驗主要內容檢驗工具 判斷標準 crmami 1材質 1.膠料軟硬度與樣品作比較有差異 目視 * 2.材質與樣品實物對比。* 2尺寸 塑膠外殼尺寸與樣品不一致 (注意螺絲孔直徑尺寸) 卡尺/直尺* 3顏色與樣品/bom表/色卡相符合目視* 4結構配合性 1.上下蓋配套組裝間隙小于0.3mm(設計 間隙除外) 塞規/目視/試裝 *
木方進料檢驗標準精華文檔
塑料件進料檢驗標準
格式:pdf
大小:183KB
頁數:12P
4.6
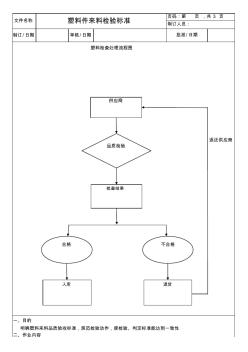
制訂/日期審核/日期 返還供應商 批準/日期 文件名稱塑料件來料檢驗標準 頁碼:第頁,共3頁 制訂人員: 塑料檢查處理流程圖 明確塑料來料品質驗收標準,規范檢驗動作,使檢驗、判定標準能達到一致性 一、目的 二、作業內容 供應商 品質檢驗 檢查結果 合格 入庫 不合格 退貨 制訂/日期審核/日期批準/日期 文件名稱塑料件來料檢驗標準 頁碼:第頁,共3頁 制訂人員: 檢測項目判定 異色點mi 點缺陷mi 縮水mi 劃痕ma 絲印不良ma 色差、 亮斑 ma 邊拖花mi 裂紋ma 多膠點ma 燒焦ma 熔接線mi 流紋ma 變形ma 其它mi crmami √ 實測尺寸大于要求±0.5mm,但組裝后 不影響產品的使用性能和外觀 檢驗 項目
公司品質部IQC進料檢驗標準(9頁)優質版
格式:pdf
大小:137KB
頁數:8P
4.6
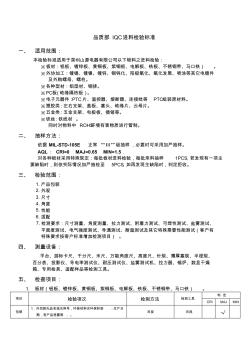
品質部iqc進料檢驗標準 一、適用范圍: 本檢驗標準適用于深圳山源電器有限公司以下物料之進料檢驗: ※板材:鋁板、鍍鋅板、黃銅板、紫銅板、電解板、鐵板、不銹鋼帶、馬口鐵)。 ※外協加工:鍍錫、鍍鎳、鍍鋅、銅鈍化、陽極氧化、氧化發黑、噴涂等其它電鍍件 及外購螺母、螺柱。 ※各種型材:鋁型材、銅排。 ※pc板(絕緣隔熱板)。 ※電子元器件:ptc片、溫控器、熔斷器、連接線等ptc組裝原材料。 ※塑膠類:左右支架、蓋板、塞頭、絕緣片、云母片。 ※五金類:五金支架、電極板、插銷等。 ※鐵絲:鐵線材。 同時對物料中rohs環境有害物質進行管制。 二、抽樣方法: 依據mil-std-105e正常“ⅱ”級抽樣,必要時可采用加嚴抽樣。 aql:cri=0maj=0.65min=1.5. 對各種板材采用特殊規定:每批板材進料檢驗,每批來料抽樣1pcs,若發現有一項
品質部線路板進料檢驗標準
格式:pdf
大小:51KB
頁數:3P
4.7
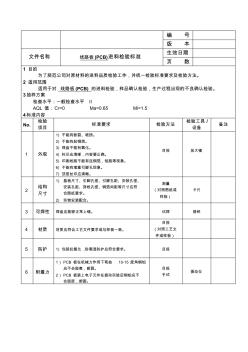
編號 版本 文件名稱線路板(pcb)進料檢驗標準 生效日期 頁數 1目的 為了規范公司對原材料的進料品質檢驗工作,并統一檢驗標準要求及檢驗方法。 2適用范圍 適用于對線路板(pcb)的進料檢驗,樣品確認檢驗,生產過程出現的不良確認檢驗。 3抽樣方案 檢查水平:一般檢查水平ii aql值:cr=0ma=0.65mi=1.5 4標準內容 no. 檢驗 項目 標準要求檢驗方法 檢驗工具/ 設備 備注 1外觀 1)不能有斷裂、破損。 2)不能有起銅箔。 3)焊盤不能有氧化。 4)標識應清晰,內容要正確。 5)印刷線路不能有連銅箔,短路等現象。 6)不能有堵塞引腳孔現象。 7)頂層絲印應清晰。 目視放大鏡 2 結構 尺寸 1)基板尺寸、引腳孔徑、引腳孔距、安裝孔徑、 安裝孔距、穿線孔徑、銅箔間距等尺寸應符 合圖紙要求。 2)實物安裝配合。

【實用借鑒】電鍍件進料檢驗標準
格式:pdf
大小:8KB
頁數:1P
4.7
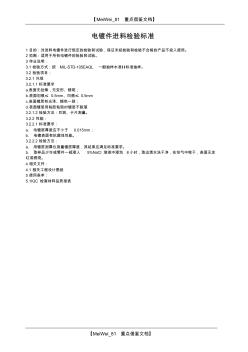
優質參考文檔 優質參考文檔 電鍍件進料檢驗標準 1目的:對進料電鍍件進行規定的檢驗和試驗,保證未經檢驗和檢驗不合格的產品不投入使用。 2范圍:適用于所有電鍍件的檢驗和試驗。 3作業說明: 3.1檢驗方式:按mil-std-105eaql一般抽樣水準ⅱ標準抽樣。 3.2檢驗項目: 3.2.1外觀 3.2.1.1標準要求 a.表面無批鋒,無變形、銹斑; b.表面劃痕≤0.5mm、凹痕≤0.5mm c.表面鍍層有光澤、顏色一致; d.表面鍍層用粘膠粘取時鍍層不脫落 3.2.1.2檢驗方法:目測、卡尺測量。 3.2.2性能: 3.2.2.1標準要求: a.電鍍層厚度應不小于0.015mm; b.電鍍表面有抗腐蝕性能。 3.2.2.2檢驗方法: a.用鍍層測厚儀測量鍍層厚度,其結果應滿足標準要求。 b.取樣品少許或零件一部浸入5%nacl溶液中浸泡8小
不銹鋼板進料檢驗標準
格式:pdf
大小:35KB
頁數:2P
4.7
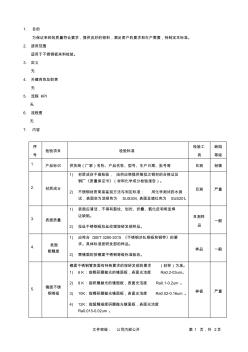
文件密級:公司內部公開第1頁,共2頁 1.目的 為保證來料的質量符合要求,提供良好的物料,滿足客戶的要求和生產需要,特制定本標準。 2.適用范圍 適用于不銹鋼板來料檢驗。 3.定義 無 4.關鍵角色及職責 無 5.流程kpi 無 6.流程圖 無 7.內容 序 號 檢驗項目檢驗標準 檢驗工 具 缺陷 等級 1.產品標識供貨商(廠家)名稱、產品名稱、型號、生產日期、批號等目測輕微 2.材質成分 1)材質成份不做檢驗,由供應商提供每批次鋼材的合格證及 鋼廠《質量保證書》(材料化學成分檢驗報告)。 2)不銹鋼材質簡易鑒別方法與判定標準:用化學測試藥水測 試,表面變為淡綠色為sus304,表面呈暗紅色為sus201。 目測嚴重 3.表面質量 1)表面應清潔,不得有裂紋、劃傷、折疊、氧化皮和明顯焊 邊缺陷。 2)拉絲不銹鋼板拉絲紋理按研發部
木方進料檢驗標準最新文檔
【AAA】電鍍件進料檢驗標準
格式:pdf
大小:8KB
頁數:1P
4.7
【meiwei_81重點借鑒文檔】 【meiwei_81重點借鑒文檔】 電鍍件進料檢驗標準 1目的:對進料電鍍件進行規定的檢驗和試驗,保證未經檢驗和檢驗不合格的產品不投入使用。 2范圍:適用于所有電鍍件的檢驗和試驗。 3作業說明: 3.1檢驗方式:按mil-std-105eaql一般抽樣水準ⅱ標準抽樣。 3.2檢驗項目: 3.2.1外觀 3.2.1.1標準要求 a.表面無批鋒,無變形、銹斑; b.表面劃痕≤0.5mm、凹痕≤0.5mm c.表面鍍層有光澤、顏色一致; d.表面鍍層用粘膠粘取時鍍層不脫落 3.2.1.2檢驗方法:目測、卡尺測量。 3.2.2性能: 3.2.2.1標準要求: a.電鍍層厚度應不小于0.015mm; b.電鍍表面有抗腐蝕性能。 3.2.2.2檢驗方法: a.用鍍層測厚儀測量鍍層厚度,其結果應滿足標準要求。 b.取樣品少
進料與出入庫檢驗標準(10頁)優質版
格式:pdf
大小:13KB
頁數:7P
4.6
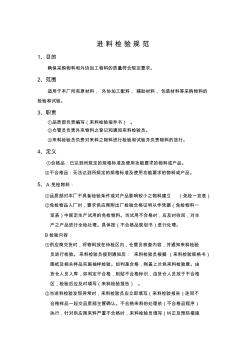
進料檢驗規范 1、目的 確保采購物料和外協加工物料的質量符合規定要求。 2、范圍 適用于本廠所有原材料,外協加工配料,輔助材料,包裝材料等采購物料的 檢驗和試驗。 3、職責 ①品質部負責編寫(來料檢驗指導書)。 ②倉管員負責外來物料之登記和通知來料檢驗員。 ③來料檢驗員負責對來料之物料進行檢驗和試驗并負責物料的放行。 4、定義 ①合格品:已達到所規定的規格標準及使用功能要求的物料或產品。 ②不合格品:無法達到所規定的規格標準及使用功能要求的物料或產品。 5、a免檢物料: ①品質部對本廠不具備檢驗條件或對產品影響較小之物料建立(免檢一覽表) ②免檢物品入廠時,要求供應商附出廠檢驗合格證明以作憑據(免檢物料一 覽表)中規定生產試用的免檢物料。當試用不合格時,應及時收回,對生 產之產品進行全檢處理。具體按(不合格品規劃書)進行處理。 b檢驗內容: ①供應商交貨時,將物料放在待檢區內
進料檢驗標準(20200814190359)
格式:pdf
大小:305KB
頁數:4P
4.7
進料檢驗標準 1.目的 為保證進料及外協加工的質量、數量、規格等符合本公司的要求,提供良好的物料,滿 足客戶的要求和生產需要,特制定本標準。 2.范圍 本檢驗標準適用于所有原材料、外協加工料、外協oem產品、包裝材料和輔料等進入 公司的所有物料。 3.職責 3.1倉管員收到物料后,核對物料型號、數量、包裝等是否與訂單相符,將物料放置于 待檢區域并通知iqc檢驗。 3.2iqc接到通知后到待檢區抽取物料。按照進料檢驗標準和相關工程圖紙及訂單要求, 對來料進行檢驗與判定,填寫《進料檢驗記錄》,并對檢驗結果的正確性負責。 4.內容 4.1檢驗方式 抽樣檢驗,具體實施辦法參見抽樣標準。 4.2缺陷定義 a致命缺陷(cr):指根據判斷或經驗認為對使用或依賴產品的人有發生生命危險人 身不安全之結果的缺陷。 b嚴重缺陷(maj):指致命缺陷外產品的使用性能不能達

進料檢驗標準流程(精)
格式:pdf
大小:54KB
頁數:4P
4.6
進料檢驗流程 1.目的通過對進料的檢驗,嚴格控制進料質量,滿足規定的質量要求。 2.適用范圍適用于公司的分供方提供的物料檢驗工作及客戶提供的物料檢 驗工作 3.進料檢驗流程/職責和工作要求 流程職責工作要求 相關文件 /記錄 iqc組長 檢驗員 檢驗員 iqc主管 檢驗員 采購員 采購員/采購主管 工程部pie 與收料員交接“進料檢驗入庫單”,根據 緊急缺料通知單安排相關檢驗員檢驗 按料號查找相應物料的樣品、規格書、 物料檢驗標準、檢驗指導書、《產品抽樣檢 驗規定》,到收料組待檢區借料準備檢驗 將檢驗結果填入“進料檢驗入庫單”,合 格物料填“ok”,不合格物料填寫“進料不 良處理單”單號 iqc主管在“進料檢驗入庫單”和“進 料不良處理單”上簽字確認 檢驗合格物料貼綠色允收貼紙 生產不急需,iqc主管在“進料不良處 理單”上簽署退貨 生產
五金件塑料件進料檢驗標準IQC
格式:pdf
大小:48KB
頁數:3P
4.6
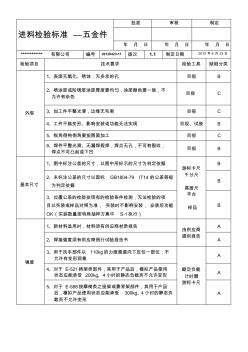
進料檢驗標準—五金件 批準審核制定 年月日年月日年月日 ************有限公司編號20120423-11版次1.1制定日期2012年4月23日 檢驗項目技術要求檢驗工具缺陷分類 外觀 1、表面無氧化、銹蝕,無多余的孔目視b 2、噴涂層或防銹層涂層厚度要均勻,涂層顏色要一致,不 允許有雜色 目視c 3、加工件平整光滑,邊緣無毛刺目視c 4、工件不能變形、影響安裝或功能無法實現目視、試裝b 5、銳角倒鈍倒角要按圖面加工目視c 6、焊件平整光滑、無漏焊假焊,焊點無孔,不可有裂紋, 焊點不可凸起或下凹 目視b 基本尺寸 1、圖中標注公差的尺寸,以圖中所標示的尺寸為判定依據 游標卡尺 千分尺 高度尺 平臺 樣品 b 2、未標注公差的尺寸以國標gb1804-79it14的公差等級 為判定依據 b 3、
機械五金模具廠進料檢驗標準
格式:pdf
大小:58KB
頁數:3P
4.8
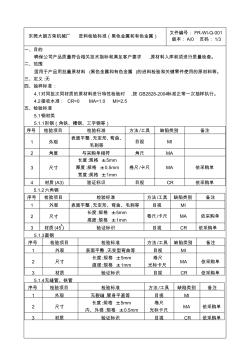
東莞大朗方榮機械廠進料檢驗標準(黑色金屬和有色金屬) 文件編號:fr-wi-q-001 版本:a/0頁碼:1/3 一、目的 確保公司產品質量符合相關技術指標和滿足客戶要求,原材料入庫前須進行質量檢查。 二、范圍 適用于產品用批量原材料(黑色金屬和有色金屬)的進料檢驗和關鍵零件使用的原材料等。 三、定義:無 四、抽樣標準: 4.1對同批次同材質的原材料進行特性檢驗時,按gb2828-2004標準正常一次抽樣執行。 4.2接收水準:cr=0ma=1.0mi=2.5 五、檢驗標準 5.1鋼材類 5.1.1形鋼(角鐵、槽鋼、工字鋼等) 序號檢驗項目檢驗標準方法/工具缺陷類別備注 1外觀 表面平整,無變形、彎曲、 毛刺等 目視mi 2角度與采購單相符角尺ma 3尺寸 長度:規格±5mm 厚度:規格±0.5mm 寬度
 國家木材檢驗標準圓木檢驗問題談
國家木材檢驗標準圓木檢驗問題談 國家木材檢驗標準圓木檢驗問題談
格式:pdf
大小:14KB
頁數:1P
4.8
目前,我國是一個木材生產和使用的大國,相關檢驗標準就具有很重要的作用。然而,木材檢驗標準不一,盡管國家標準最為重要,但行業內仍存在很多問題。以圓木檢驗為例,首先是方向存在偏差;其次檢驗方法存在問題,操作性較差;最后是標準不夠明確,對結果評判造成影響。鑒于木材檢驗在我國社會生產中的突出地位,結合目前我國在這方面的發展情況,我們有必要進行探討,特別是圓木檢驗方面,這是具有重大的實際意義。
木門產品(系列)檢驗標準(1)
格式:pdf
大小:49KB
頁數:4P
4.4
精品資料 可編輯修改 木門產品(系列)檢驗標準 、原材料一般檢驗標準: (1)木門原材料主要包括; a、密度板、多層板、刨花板、大芯板、集成材、木皮、實木等。 b、合頁、木螺絲釘、馬釘、直釘、壁紙刀片、門鎖、插銷、門吸等。 c、聚脂漆、硝基漆、聚脂希料、硝基希料、刮涂寶、色精、色漿、大白粉、各類顏色粉料 等;白乳膠、脲醛樹脂膠、萬能膠、玻璃膠、發泡膠、高強度膠等。 (2)木門原材料一般檢驗標準; a、將(密度板、多層板、刨花板、大芯板、集成材)開包抽出幾張,用鋼卷尺測量長、寬的尺寸是否一 至、或與進貨單尺寸對比是否相符。 抽取的一張板材,厚度在9mm以下,放平之后,看平整度,對比一下同類產品,或拿以前使用過的 沒有出問題的同類板材對比一下,如平整度接近或類似,就可以認定平整度合格,如果有明顯區別, 就可以斷定平整度不合格。 抽
木工工藝檢驗標準
格式:pdf
大小:8KB
頁數:3P
4.3
木工流程檢驗標準 一、下料 ①工作范圍,所有從設計部所下料單,以及在生產過程中出現的部件損壞 需補料的板件。 ②工作權利,從核設計部所下料單,對料單有疑問可以直接與設計部溝通, 對不合理之處提出合理化建議。看材料是否有質量問題及色差,發現問 題及時上報。 ③工作職責,輕拿輕放,按時完成所接收的生產任務,下料順序根據料單 上的交貨時間先后下料,同一天交貨產品按先下大件后下小件的順序下 料,下料時注意板件紋理方向,將板件分為兩部分。正常的板件放在一 起,需銑型(開槽、銑異型等特殊工藝)的部件放在在一起。整件產品 所有部件完成后,如果沒有任何部件需要銑型的直接給封邊組,由封邊 組簽字驗收。有銑型的部件交給木工部由木工部簽字驗收。 ④工作義務,詳細記錄每個人的生產量,妥善保管領導交給的生產任務單, 不得丟失。在將下完料的產品交給下工序時,自己做好記錄。記清簽收 人,防止出現糾紛時相互糾纏。
IQC來料檢驗標準
格式:pdf
大小:616KB
頁數:37P
4.4
中山大方圓電器有限公司 iqc規范來料檢驗 1.目的: 文件編號:20121003004 編制:陳威 版本號:a1頁碼:1 本頁修改序號: 對本公司的pcba半成品按規定進行檢驗和試驗,確保產品的最終質量。 2.范圍: 適用于本公司對原材料的入庫檢驗。 3.職責: 檢驗員按檢驗手冊對原材料進行檢驗與判定,并對檢驗結果的正確性負責。 4.檢驗: 4.1檢驗方式:抽樣檢驗。 4.2抽樣方案:元器件類:按照gb2828-87正常檢查一次抽樣方案一般檢查水 平ⅱ進行。 非元器件類:按照gb2828-87正常檢查一次抽樣方案特殊檢查 水平ⅲ進行。 盤帶包裝物料按每盤取3只進行測試。 替代法檢驗的物料其替代數量依據本公司產品用量的2~3倍進 行替代測試。 4.3合格質量水平:a類不合格aql=0.4b類不合格aql=1.
木方進料檢驗標準相關
文輯推薦
知識推薦
百科推薦


職位:安全消防培訓講師
擅長專業:土建 安裝 裝飾 市政 園林


