

xxx螺旋鋼管GBT9711企業(yè)內(nèi)控標(biāo)準(zhǔn)2
格式:pdf
大小:4.7MB
頁數(shù):16P
人氣 :66
 4.4
4.4
xxx螺旋鋼管GBT9711企業(yè)內(nèi)控標(biāo)準(zhǔn)2




螺旋鋼管
格式:pdf
大小:39KB
頁數(shù):1P
編號: 到站: 車號: 4根48米 合同號: amount4lengths48meterstons. 鋼號標(biāo)準(zhǔn)規(guī)格水壓壓力合格 steelspeci-size(mpa)項數(shù) grodefication屈服點抗拉強(qiáng)度伸長率正彎反彎hydrostaticqualified 根米csimnps(mpa)(mpa)δ%faceroottestitems lengthsmeteryieldtensileelonga-bendbendpressures pointstrengthtion180°180° q235bsy/t5037-2000529*84480.150.180.480.0210.02528040533合格合格4.212 0 0 0 0 0 0 0 說明

螺旋鋼管的性能
格式:pdf
大小:9KB
頁數(shù):1P
河北德昊管道制造有限公司www.***.*** 1)彎曲功能 按下表規(guī)則的彎心直徑彎曲180度后,鋼筋受彎曲部位外表不得發(fā)生裂紋。 商標(biāo)公稱直徑a mm彎曲實驗 彎心直徑 hrb3356-25 28-503a 4a hrb4006-25 28-504a 5a hrb5006-25 28-506a 7a 2)反向彎曲功能 依據(jù)需方要求,鋼筋可進(jìn)行反向彎曲功能實驗。 反向彎曲實驗的彎心直徑比彎曲實驗響應(yīng)添加一個鋼筋直徑。先正向彎曲45度,后反向彎曲23度, 后反向彎曲23度。經(jīng)反向彎曲實驗后,鋼筋受彎曲部位外表不得發(fā)生裂紋。 4.外表質(zhì)量: 鋼筋外表答應(yīng)不得有裂紋、結(jié)疤和折疊。 鋼筋外表答應(yīng)有凸塊,但不得超越橫肋的高度,鋼筋外表上其他缺陷的深度和高度不得大于地點部位 尺寸的答應(yīng)偏向。 5.尺寸、外形
編輯推薦下載
螺旋鋼管知識
格式:pdf
大小:448KB
頁數(shù):9P
4.4
螺旋埋弧焊鋼管公稱外徑、公稱壁厚和單位長度重量 公稱外徑公稱壁厚 6.07.08.09.010.011.012.013.014.015.016.018.020.022.0 mmin 219.18-5/831.5336.6141.65 273.110-3/439.5245.9452.30 323.912-3/447.0454.7162.3269.8977.41 (325)47.2054.9062.5470.1477.68 355.61451.7360.1868.5876.9385.23 (377.0)54.8963.8772.8081.6790.50 406.41659.2568.9578.6088.2097.76107.26116.72 (426.0

螺旋鋼管
格式:pdf
大小:12KB
頁數(shù):5P
4.6
廠和貿(mào)易商逐步擴(kuò)大到銀行以及投資公司,鋼廠、貿(mào)易商已從最初的學(xué)習(xí)、了解期貨 轉(zhuǎn)為深度參與,期貨套保已成為企業(yè)經(jīng)營中不可缺少的部分。 黑色系品種前期出現(xiàn)一波大幅上漲行情,近期隨著市場轉(zhuǎn)向淡季,加上商品期貨市場 熱度降溫,黑色系期貨品種又領(lǐng)跌市場。這種劇烈波動行情,讓鋼企的套保操作變得 更加困難。 “現(xiàn)在市場參與主體已經(jīng)發(fā)生了改變,鋼廠用以前的思路來做期貨和現(xiàn)貨,肯定會吃 虧的。”在此次鋼鐵俱樂部活動上,華東地區(qū)一位鋼企人士說。 同時,他表示,現(xiàn)在黑色系價格波動幅度較大,即便整體方向看對了,交易的過程中 也容易出錯。 螺旋鋼管:英文名spiralweldedpipe。美國:apispec5l焊接鋼管標(biāo)準(zhǔn)。國家標(biāo)準(zhǔn) gb/t9711-2011;工業(yè)部標(biāo)準(zhǔn)sy/t5037-2000。 螺旋焊管是將低碳碳素結(jié)構(gòu)鋼或低合金結(jié)構(gòu)鋼鋼帶按一定的螺旋線的角度(叫成型角) 卷成管坯,然后將管
螺旋鋼管GBT9711企業(yè)內(nèi)控標(biāo)準(zhǔn)熱門文檔
螺旋鋼管生產(chǎn)工藝(2017)
格式:pdf
大小:9KB
頁數(shù):1P
4.4
螺旋鋼管生產(chǎn)工藝(2017) 螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊 工藝焊接而成的螺旋縫鋼管. (1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗。 (2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋 弧焊補(bǔ)焊。 (3)成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。 (4)采用電接點壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平 穩(wěn)輸送。 (5)采用外控或內(nèi)控輥式成型。 (6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量 和焊縫間隙都得到嚴(yán)格的控制。 (7)內(nèi)焊和外焊均采用美國林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而獲 得穩(wěn)定的焊接質(zhì)量。 (8)焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了100%的螺旋 焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標(biāo)記,生產(chǎn)工人依此隨時調(diào)
219×6螺旋鋼管價格單
格式:pdf
大小:12KB
頁數(shù):1P
4.6
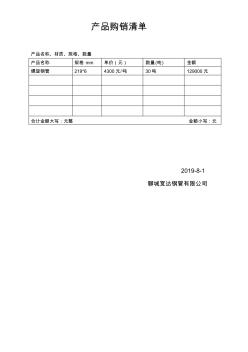
產(chǎn)品購銷清單 產(chǎn)品名稱、材質(zhì)、規(guī)格、數(shù)量 產(chǎn)品名稱規(guī)格mm單價(元)數(shù)量(噸)金額 螺旋鋼管219*64300元/噸30噸129000元 合計金額大寫:元整金額小寫:元 2019-8-1 聊城寬達(dá)鋼管有限公司
 螺旋鋼管尾端螺旋縫焊接推進(jìn)裝置
螺旋鋼管尾端螺旋縫焊接推進(jìn)裝置 螺旋鋼管尾端螺旋縫焊接推進(jìn)裝置
格式:pdf
大小:522KB
頁數(shù):1P
4.4
本實用新型公開了一種螺旋鋼管尾端螺旋縫焊接推進(jìn)裝置,屬于焊接機(jī)械的附屬設(shè)備。該螺旋鋼管尾端螺旋縫焊接推進(jìn)裝置,其特征是:安裝在兩個軸承座之間的橡膠托輥通過聯(lián)軸器與帶有變速裝置的電機(jī)相連固
橋梁打樁用螺旋鋼管
格式:pdf
大小:10KB
頁數(shù):6P
4.6
第1頁共6頁 橋梁打樁用螺旋鋼管 特征碼標(biāo)簽特征碼] 橋梁打樁用螺旋鋼管?以下帶來關(guān)于橋梁打樁用螺旋鋼管的運用, 具體內(nèi)容供以參考。 橋梁打樁多選用厚壁螺旋管道,管道介質(zhì)的輸送壓力近幾年逐漸 升高,在輸氣管線上尤為明顯。這是因為在一定范圍內(nèi)提高輸送壓力 會增加經(jīng)濟(jì)效益,以輸氣管線管道為例,在輸量不變的條件下,隨著 輸送壓力的提高氣體的密度增加而流速減小,從而使摩阻下降。生產(chǎn) 的需求促進(jìn)了鋼材等級的提高。所謂壓比指進(jìn)站壓力與出站壓力之比, 壓比減少意味著全線均在較高的壓力下運行,這樣也可使能耗減小。 早期壓力多為1.6,后來降至1.4,近年國外有些輸氣管線取壓比為 1.25。當(dāng)然,壓比減小,壓縮機(jī)站數(shù)要增加,從而投資會增加。 螺旋管的通用優(yōu)越性就在于此。但是它在許多的實際應(yīng)用方面還 有其他的特殊作用。您知道橋梁打樁用螺旋鋼管和無縫方管有什么區(qū) 第2頁共
螺旋鋼管GBT9711企業(yè)內(nèi)控標(biāo)準(zhǔn)精華文檔

螺旋鋼管成型輥參數(shù)計算
格式:pdf
大小:37KB
頁數(shù):4P
4.7
螺旋管機(jī)組成型參數(shù)計算 一號輥三號輥 二號輥 d l1l 3 h3 a3a1 h1 h 一、成型參數(shù)計算 大橋成型角: β=arccon(b/πd中) ——b-板寬、d-管徑; h-2#輥至地基面距 h-1#\3#輥旋轉(zhuǎn)中心至地面距 a-1#\3#輥旋轉(zhuǎn)中心至管中心方向的基面 成型內(nèi)外輥角度: β內(nèi)=arctg〔πd內(nèi)sinβ/b〕 β外=arctg〔πd外sinβ/b〕 鋼管螺距: l螺=b/sinβ(mm) 鋼管周長范圍: π(d外+δ正)≥s≥π(d外+δ負(fù)) δ正、δ負(fù)由執(zhí)行標(biāo)準(zhǔn)決定。 1#\3#輥仰角α: α=arccos〔(h-h+d/2)/l+d/2〕 1#\3#輥距基準(zhǔn)距離x: x=sinα(l+d/2)-a k值=1#輥與中心距離+3#輥與中心距離 二、各機(jī)組實際參數(shù) φ170成型輥(φ1620機(jī)組): h=59

螺旋鋼管重量計算表
格式:pdf
大小:29KB
頁數(shù):2P
4.6
目前鋼管每噸價格4600元/噸 序號項目名稱外徑-厚每米重單價(元)備注 1螺旋鋼管dn529*99520115.4088530.88 2螺旋鋼管dn325*7731854.89316252.51 3螺旋鋼管dn426*1010416102.5856471.89 4螺旋鋼管dn630*1212618182.87856841.24 5螺旋鋼管dn820*1414806278.263441280.01 6螺旋鋼管dn1020*12121008298.287361372.12 7螺旋鋼管dn1420*18181402622.319762862.67 8螺旋鋼管dn1420*16161404553.962242548.23 9螺旋鋼管dn1620*14141604553.76
螺旋鋼管內(nèi)外壁防腐
格式:pdf
大小:344KB
頁數(shù):21P
4.6
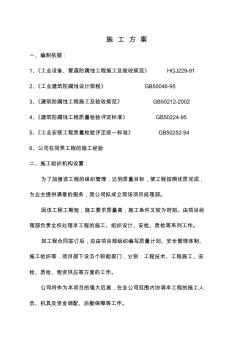
施工方案 一、編制依據(jù): 1、《工業(yè)設(shè)備、管道防腐蝕工程施工及驗收規(guī)范》hgj229-91 2、《工業(yè)建筑防腐蝕設(shè)計規(guī)程》gb50046-95 3、《建筑防腐蝕工程施工及驗收規(guī)范》gb50212-2002 4、《建筑防腐蝕工程質(zhì)量檢驗評定標(biāo)準(zhǔn)》gb50224-95 5、《工業(yè)安裝工程質(zhì)量檢驗評定統(tǒng)一標(biāo)準(zhǔn)》gb50252-94 6、公司在同類工程的施工經(jīng)驗 二、施工組織機(jī)構(gòu)設(shè)置: 為了加強(qiáng)該工程的組織管理,達(dá)到質(zhì)量目標(biāo),使工程按期優(yōu)質(zhì)完成, 為業(yè)主提供滿意的服務(wù),我公司擬成立現(xiàn)場項目經(jīng)理部。 因該工程工期短,施工要求質(zhì)量高,施工條件又較為苛刻。由項目經(jīng) 理部負(fù)責(zé)全權(quán)處理本工程的施工、組織設(shè)計、安檢、質(zhì)檢等系列工作。 如工程合同簽
樁用螺旋鋼管簡介
格式:pdf
大小:851KB
頁數(shù):2P
4.5
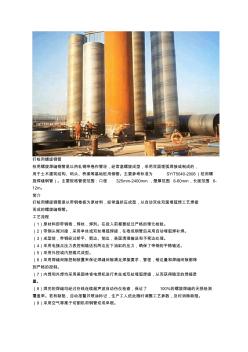
打樁用螺旋鋼管 樁用螺旋焊縫鋼管是以熱軋鋼帶卷作管坯,經(jīng)常溫螺旋成型,采用雙面埋弧焊接或制成的, 用于土木建筑結(jié)構(gòu)、碼頭、橋梁等基礎(chǔ)樁用鋼管。主要參考標(biāo)準(zhǔn)為sy/t5040-2008(樁用螺 旋焊縫鋼管)。主要規(guī)格管徑范圍:口徑325mm-2400mm,壁厚范圍8-60mm,長度范圍6- 12m。 簡介 打樁用螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接 而成的螺旋縫鋼管。 工藝流程 (1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗。 (2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補(bǔ)焊。 (3)成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。 (4)采用電接點壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。 (5)采用外控或內(nèi)控輥式成型。 (6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要
打樁用螺旋鋼管
格式:pdf
大小:14KB
頁數(shù):2P
4.4
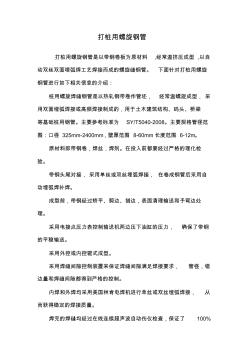
打樁用螺旋鋼管 打樁用螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自 動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。下面針對打樁用螺旋 鋼管進(jìn)行如下相關(guān)信息的介紹: 樁用螺旋焊縫鋼管是以熱軋鋼帶卷作管坯,經(jīng)常溫螺旋成型,采 用雙面埋弧焊接或高頻焊接制成的,用于土木建筑結(jié)構(gòu)、碼頭、橋梁 等基礎(chǔ)樁用鋼管。主要參考標(biāo)準(zhǔn)為sy/t5040-2008。主要規(guī)格管徑范 圍:口徑325mm-2400mm,壁厚范圍8-60mm長度范圍6-12m。 原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢 驗。 帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自 動埋弧焊補(bǔ)焊。 成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處 理。 采用電接點壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼 的平穩(wěn)輸送。 采用外控或內(nèi)控輥式成型。 采用焊縫間隙控制裝置來保證焊縫間隙滿足焊
螺旋鋼管GBT9711企業(yè)內(nèi)控標(biāo)準(zhǔn)最新文檔

螺旋鋼管公稱重量表
格式:pdf
大小:69KB
頁數(shù):3P
4.7
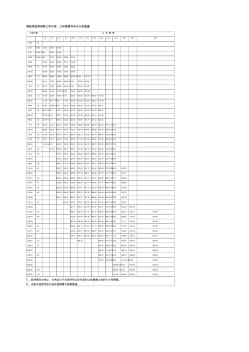
聊城寬達(dá)鋼管有限公司提供-螺旋鋼管公稱重量表 公稱外徑 5. 0 5. 5 6. 0 7. 0 8. 0 9.010.011.012.013.014.015.016.0 273 3 3. 04 3 6. 28 3 9. 51 4 5. 92 323.9 3 9. 32 4 3. 18 4 7. 04 5 4. 70 6 2. 32 69.89 (325) 3 9. 46 4 3. 33 4 7. 26 5 4. 90 6 2. 54 70.13 355.6 4 3. 23 4 7. 48 5 1. 73 6 0. 18 6 8. 57 76.92 (377) 4 5. 88 5 0. 39 5 4. 89 6 3. 87 7 2. 80 81.67 406.4 4 9. 44 5 4. 32

螺旋鋼管水壓表
格式:pdf
大小:63KB
頁數(shù):2P
4.3
(sy/t5037-2000q235) 厚度mm規(guī)格 水壓值mpa 6789101112131415161718 ?2197.79.010.311.612.9 ?2736.27.28.39.310.3 ?3255.26.16.97.88.7 ?3774.55.26.06.77.5 ?4264.04.65.36.06.6 ?4783.54.14.75.35.96.6 ?5293.23.74.34.85.35.9 ?6302.73.13.64.04.54.9 ?7202.42.73.13.53.94.3 ?8202.12.42.83.13.43.84.14.5 ?9201.82.12.52.73.13.43.7

螺旋鋼管成型工藝
格式:pdf
大小:40KB
頁數(shù):3P
4.8
河北金鎖螺旋鋼管制造有限公司生產(chǎn)工藝規(guī)程 文件編號hbjs/zy-003 版次a/0頁次1/3 工序名稱成型班次 1、技術(shù)要求 1.1成型器使用方法:利用熱軋鋼帶在常溫下經(jīng)成型器螺旋成型為管坯,管坯成型縫間隙應(yīng)保持在0~0.4mm之間。 1.2成型器生產(chǎn)能力:管徑在d219~d1620mm之間,壁厚范圍為6~14mm。可使用的鋼帶的最高材質(zhì)為l450。 1.3管體外徑用周長法測量,其極限偏差應(yīng)符合表1的規(guī)定。 表1管體外徑極限偏差單位:mm 公稱外徑管體外徑極限偏差 d508nn時,距鋼管管端101.6
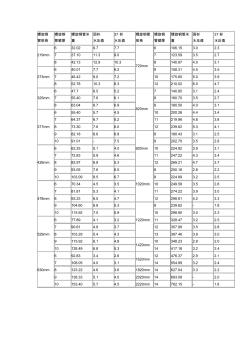
螺旋鋼管規(guī)格
格式:pdf
大小:36KB
頁數(shù):1P
4.5
螺旋鋼 管規(guī)格 螺旋鋼 管壁厚 螺旋鋼管米 重 國標(biāo) 水壓值 37標(biāo) 水壓值 螺旋鋼管 規(guī)格 螺旋鋼 管壁厚 螺旋鋼管米 重 國標(biāo) 水壓值 37標(biāo) 水壓值 219mm 632.029.77.7 720mm 6106.153.02.3 737.1011.39.07123.593.52.7 842.1312.910.38140.974.03.1 273mm 640.017.76.29158.314.53.5 746.429.07.210175.605.03.9 852.7810.38.312210.026.04.7 325mm 647.76.55.2 820mm 7140.853.12.4 755.407.66.18160.703.52.7 863.048.76.99180
螺旋鋼管規(guī)格(20200928210435)
格式:pdf
大小:51KB
頁數(shù):2P
4.5
螺旋鋼管規(guī)格及其理論重量表 公稱壁厚nominalwallthicknessmm 公稱外徑 nominal o.d mm 5.05.56.07.08.09.010.011.012.013.014.015.016.018.020.022.0 27333.0436.2839.5145.92 323.939.3243.1847.0454.7062.3269.89 (325)39.4643.3347.2654.9062.5470.13 355.643.2347.4851.7360.1868.5776.92 (377)45.8850.3954.8963.8772.8081.67 406.449.4454.3259.2468.9478.6088.2097.75 (426)
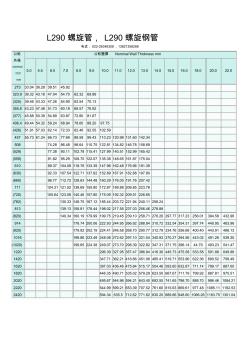
L290螺旋管,L290螺旋鋼管
格式:pdf
大小:53KB
頁數(shù):1P
4.6
l290螺旋管,l290螺旋鋼管 電話:022-26346308,13821358288 公稱 外徑 nominal o.d mm 公稱壁厚nominalwallthicknessmm 5.05.56.07.08.09.010.011.012.013.014.015.016.018.020.022.0 27333.0436.2839.5145.92 323.939.3243.1847.0454.7062.3269.89 (325)39.4643.3347.2654.9062.5470.13 355.643.2347.4851.7360.1868.5776.92 (377)45.8850.3954.8963.8772.8081.67 406.449.4454.3259.2468.9

螺旋鋼管焊接區(qū)的常見缺陷
格式:pdf
大小:19KB
頁數(shù):2P
4.6
螺旋鋼管焊接區(qū)的常見缺陷 在埋弧焊焊接區(qū)易產(chǎn)生的缺陷有氣孔、熱裂紋、和咬邊等。 1、氣泡。氣泡多發(fā)生在焊道中央,其主要原因是氫氣依舊以氣泡的形式隱藏 在焊縫金屬內(nèi)部,所以,消除這種缺陷的措施是首先必須清除焊絲和焊縫的銹、 油、水分及濕氣等物質(zhì),其次是必須很好地烘干焊劑除去濕氣。此外,加大電流、 降低焊接速度、減慢熔化金屬的凝固速度也是很有效的除這種缺陷的措施是首先 必須清除焊絲和焊縫的銹、油、水分及濕氣等物質(zhì),其次是必須很好地烘干焊劑 除去濕氣。此外,加大電流、降低焊接速度、減慢熔化金屬的凝固速度也是很有 效的。 2、硫裂(硫引起的裂紋)。焊接硫偏析帶很強(qiáng)的板材(特別是軟沸騰鋼)時 硫偏析帶中的硫化物進(jìn)入焊縫金屬而產(chǎn)生的裂紋。其原因是在硫偏析帶中含有低 熔點的硫化鐵和鋼中存在氫氣。所以,為防止這情況產(chǎn)生,使用含硫偏析帶少的 半鎮(zhèn)靜鋼或鎮(zhèn)靜鋼還明效的。其次,焊縫表面和焊劑的

螺旋鋼管理論重量表 (4)
格式:pdf
大小:49KB
頁數(shù):3P
4.4
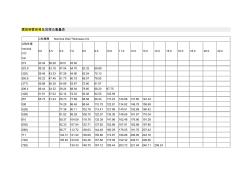
螺旋鋼管規(guī)格表|螺旋鋼管每米理論重量表|螺旋鋼管理論重量表 公稱外徑 nominal mm 公稱壁厚nominalwallthicknessmm 219 273 325 377 426 457 508 529 559 610 630 660 720 820 914 920 1016 1020 1220 1420 1620 1820 2020 2220 單位:kg/m公式:重量w=(管徑-壁厚)*壁厚*

螺旋鋼管理論重量表 (6)
格式:pdf
大小:49KB
頁數(shù):3P
4.5
螺旋鋼管規(guī)格表|螺旋鋼管每米理論重量表|螺旋鋼管理論重量表 公稱外徑 nominal mm 公稱壁厚nominalwallthicknessmm 219 273 325 377 426 457 508 529 559 610 630 660 720 820 914 920 1016 1020 1220 1420 1620 1820 2020 2220 單位:kg/m公式:重量w=(管徑-壁厚)*壁厚*
螺旋鋼管GBT9711企業(yè)內(nèi)控標(biāo)準(zhǔn)相關(guān)
文輯推薦
知識推薦
百科推薦


職位:工程質(zhì)量安全員
擅長專業(yè):土建 安裝 裝飾 市政 園林


