

硫化皮帶接頭標準
格式:pdf
大小:494KB
頁數:17P
人氣 :97
 4.4
4.4
1 平煤股份公司鋼絲繩芯輸送帶 硫化接頭標準﹝試行﹞ 一、為規范公司鋼絲繩芯輸送帶(以下簡稱高強皮帶) 硫化接頭 工藝,提高硫化接頭質量,減少斷帶事故發生,特制定本標準。 二、硫化接頭用設備及材料 (一) 硫化器:硫化接頭用硫化器必須是通過鑒定, 證件齊全的 合格產品(硫化器的性能要求見附一) 。在有瓦斯、煤塵爆炸危險的 場所硫化接頭必須使用具有防爆性能的硫化器, 否則必須有嚴密的安 全措施。 (二) 膠料:膠料包括復蓋膠(面膠) ,芯膠和膠漿。為保證硫 化接頭質量,膠料一般應選用原皮帶廠指定膠料。 若采用其它廠的膠 料,必須事先做一個硫化接頭送權威部門進行抗拉強度測試, 符合要 求后方可使用。 膠料應在使用前到廠家購置新配置生產的。 若存放期不超過三個 月,且存放得當(溫度在 25°以下,避免陽光直射,遠離熱源,無 油脂類物質污染),外觀無異常變化,可直接使用。若存放期超過三 個月,使



 鋼絲繩芯皮帶接頭硫化工藝探討
鋼絲繩芯皮帶接頭硫化工藝探討 鋼絲繩芯皮帶接頭硫化工藝探討
格式:pdf
大小:95KB
頁數:2P
鋼絲繩芯膠帶運輸機強度大,可適應大運量、長距離運輸的要求,并且它運行費用低,故障率低、可滿足安全、連續運輸的需要。鋼絲繩芯膠帶接頭的硫化對于該型運輸機安全運轉起著十分關鍵的作用,煤礦井下環境特殊,皮帶接頭硫化時必須按照嚴格的程序執行,才能確保硫化接頭合格。
鋼絲繩芯皮帶接頭硫化工藝探討 鋼絲繩芯皮帶接頭硫化工藝探討
格式:pdf
大小:70KB
頁數:2P
鋼絲繩芯膠帶運輸機強度可適應大運量、長距離運輸的要求,并且它運行費用低,故障率低、可滿足安全、連續運輸的需要,鋼絲繩芯膠帶接頭的硫化對于該型運輸機安全運轉起著十分關鍵的作用。由于岱莊礦環境特殊,使得硫化工藝不能出現應有的效果,經過我們自己的探討與實踐,結合我礦的實際,摸索出了自己的一套硫化工藝,以供參考。本文對接頭硫化工藝、參數等作了較詳細的分析和研究,并對實際操作過程中有關事項作了說明。
編輯推薦下載
TBM連續皮帶機鋼絲皮帶接頭硫化工藝 TBM連續皮帶機鋼絲皮帶接頭硫化工藝
格式:pdf
大小:136KB
頁數:2P
4.5
連續皮帶機是tbm施工出渣系統的主要設備,連續皮帶機要正常工作就要經常硫化皮帶接頭,以保證其不斷延伸。文章對連續皮帶機皮帶接頭的硫化工藝做了詳細闡述,同時對硫化前的準備工作做了細致介紹,實用性、操作性強,可供類似工程參考。
鋼芯皮帶硫化接頭制作工藝
格式:pdf
大小:11KB
頁數:7P
4.5
鋼芯皮帶硫化接頭制作工藝 ************** 技術資料 ************** dx-2000鋼芯皮帶 整編:吳文忠 2003年10月20日 鋼芯皮帶硫化接頭制作工藝本工藝適用于我礦dx,1000鋼芯膠帶運輸機60芯 和79芯膠的硫化接頭制作。一、準備工作: 進行膠帶接頭前應準備好下列主要器械工具及所需材料: ,,,1、制備膠糊:用175芯膠:苯,1:1.5,2制成或用175芯膠:120溶劑汽油,1: 3制成,在接頭前3天制備。 2、準備好接頭膠料: #(1)、上下覆蓋膠174:用于上、下面覆蓋膠層。 #(2)、芯膠175:用鋼絲繩間隙充填及膠帶邊緣充填和斜坡口墊層。(3)、粘合 劑:列克鈉(聚三異氰酸脂),用于涂刷打毛磨光部分及鋼絲繩表面。 #(4)、溶劑:苯或120溶劑汽油,用于
硫化皮帶接頭標準熱門文檔
強力皮帶接頭硫化安全技術措施
格式:pdf
大小:37KB
頁數:6P
4.7
-1- 采三區行人斜井強力皮帶更換皮帶安全技術措施 一、工程名稱:采三區行人斜井更換強力皮帶 二、施工地點:采三區行人斜井 三、施工時間:2011年12月29——2011年12月31日 四、組織措施 安全負責人:李剛 施工負責人:劉合敏 技術員:林泉佛 施工隊組:采三區保運隊 五、施工目的 由于我采區主井強力皮帶局部磨損、有兩處撕裂現象,為確保1232采面產煤正 常運輸,現需將撕裂、局部磨損段截斷更換,并進行搭接硫化處理,為保證施工工 程質量及施工過程中人身及設備的安全,特編制如下措施: 六、施工責任落實措施 1、施工負責人職責:對本次施工的安全、進度負主要責任。 1)負責向措施編制人提出正確完備的工作所需的安全措施。 2)結合實際布置全體施工人員進行施工前安全技術措施學習。 3)檢查核實已完成的安全措施是否符合施工要求。 4)按照施工方案(或要求)進行各人員具體
皮帶硫化技術要點
格式:pdf
大小:338KB
頁數:15P
4.4
3、什么是硫化 生料膠是一種近似于粘土狀的可塑體,粘結強度和彈性均較小, 但是生料體在加硫磺,加熱進行混煉后,經過化學變化而成為具有彈 性的橡膠。即硫磺原子在橡膠分子和分子之間起了架起一座橋梁的作 用,使橡膠分子結合在一起,這一過程叫硫化 4、硫化膠接原理 (1)帆布芯、尼龍芯膠帶 帆布芯、尼龍芯膠帶的硫化膠接,是將膠帶接頭部的膠層和芯層 按一定的形式和角度,剖剝成階梯,涂以膠漿使其粘合。然后在一定 的壓力、溫度和時間條件下,經過硫化反應,把接頭部膠粘在一起, 使接頭獲得最佳的粘著強度。 (2)鋼絲繩芯膠帶 鋼絲繩膠帶接頭依靠鋼絲繩以橡膠的粘著力來實現。此粘著力以 抽出力表示,就是將埋入橡膠中的單位長度鋼絲繩抽出來所需要的力。 抽出力下鋼絲繩埋入橡膠中的長度成正比,埋入長度愈大,抽出鋼絲 所需的力愈大。當埋入長度增至一定值后,抽出力就超過鋼絲繩本身 的破斷強度,此時鋼絲繩不能抽出
井下傾角膠帶機膠帶接頭硫化 井下傾角膠帶機膠帶接頭硫化
格式:pdf
大小:143KB
頁數:1P
4.6
目前國內煤礦井下煤炭運輸主要采用鋼繩芯帶式輸送機,花紋膠帶運輸機。與花紋膠帶運輸機相比,鋼繩芯帶式輸送機強度可適應大運量、長距離運輸的要求,鋼絲繩芯膠帶具有高強度、小伸長量、好成槽性、使用壽命長等優點。因此井下膠帶機主要采用鋼繩芯帶式運輸機。膠帶接頭硫化是輸送機安裝和維護中的關鍵環節,其質量的好壞直接影響作業中的安全與經濟。

鋼絲繩芯膠帶接頭硫化技術
格式:pdf
大小:115KB
頁數:11P
4.5
鋼絲繩芯膠帶接頭硫化技術 安裝到輸送帶上的有段輸送帶,需要進行連接形成環帶。這種連接必須盡量 保持輸送帶的最大強度,而且要求操作容易。現行的輸送帶連接方法有:機械連 接法、熱硫化粘接法及冷粘合法三種。 鋼絲繩芯膠帶接頭硫化是膠帶輸送機安裝工程中決定膠帶質量的關鍵工序。 膠帶接頭硫化過程中使橡膠發生化學結構變化,從而使膠帶接頭達到原設計的物 理機械性能。準確合理地掌握硫化工藝及操作要領,是保證接頭強度和接頭壽命 的關鍵環節。膠帶接頭硫化過程技術條件的三大要素,即膠帶接頭硫化的溫度、 時間、壓力。硫化過程的技術條件控制得不嚴或不當,就會造成欠硫、過硫、脫 層、起泡和重皮、鋼絲繩抽千,從而導致皮帶跑偏、帶面磨損嚴重,嚴重者導致 斷帶等質量缺陷和事故。對日后膠帶輸送機的運行和維護帶來不良后果。 鋼絲繩芯膠帶硫化接頭搭接形式可分為:一級、二級、三級和四級。其中一、 二級適用于鋼絲繩根
鋼絲繩芯膠帶接頭的硫化研究 鋼絲繩芯膠帶接頭的硫化研究
格式:pdf
大小:974KB
頁數:1P
4.6
一、改造項目情況概述江西豐城礦務局坪湖礦箕斗井井筒斜長740m,坡度30°,2010年該礦對其原煤主提升系統進行了全面的技術改造,將2jk-3/20型提升絞車改造為大傾角dtl100/22/450帶式輸送機,采用了10卷各150m長的st/s2500阻燃人字形花紋鋼絲繩芯膠帶,膠帶接頭采用熱硫化連接。將10卷膠帶分2次在井口空地上集中硫化,然后將皮帶放在托輥面上從井口整體下放,并在井底硫化最后1個
硫化皮帶接頭標準精華文檔

鋼絲皮帶熱硫化的膠接方案 (2)
格式:pdf
大小:138KB
頁數:6P
4.5
鋼絲皮帶熱硫化膠接方案 一、概述 通常情況下,運輸皮帶按照膠帶材料可分為帆布膠帶和 鋼絲膠帶。一般在礦石輸送中多采用鋼絲皮帶,因為它在同 等情況下,其輸送距離長、輸送量大。在膠帶機運輸過程中 膠帶接頭質量的好壞,直接影響到膠帶機的正常使用和使用 壽命,為保證鋼絲皮帶膠接時施工順利進行和施工質量,特 制定鋼絲皮帶熱膠接硫化方案。 二、主要工機具 水壓電熱硫化機、1米鋼板尺、角尺、銼刀、活扳手、扁嘴 鉗、皮帶刀、鋼鋸、鋼絲刷、毛刷、砂輪機、手電鉆、皮帶 卡子、200度溫度計2支。 三、膠接程序及要點 1、施工準備 硫化材料準備:皮帶填充膠、膠漿(溶劑)等。膠漿 制作:用芯膠膠片與120#航空汽油侵泡,比例為1:4.。制 作方法:將膠片剪成小塊放在溶劑內,經常攪拌,直至完 全溶解為均勻糊狀為止,制作后放在密封容器內。 2、膠帶定心 根據皮帶寬度找出皮帶中心點,用同樣
鋼絲皮帶熱硫化的膠接方案
格式:pdf
大小:138KB
頁數:6P
4.6
鋼絲皮帶熱硫化膠接方案 一、概述 通常情況下,運輸皮帶按照膠帶材料可分為帆布膠帶和 鋼絲膠帶。一般在礦石輸送中多采用鋼絲皮帶,因為它在同 等情況下,其輸送距離長、輸送量大。在膠帶機運輸過程中 膠帶接頭質量的好壞,直接影響到膠帶機的正常使用和使用 壽命,為保證鋼絲皮帶膠接時施工順利進行和施工質量,特 制定鋼絲皮帶熱膠接硫化方案。 二、主要工機具 水壓電熱硫化機、1米鋼板尺、角尺、銼刀、活扳手、扁嘴 鉗、皮帶刀、鋼鋸、鋼絲刷、毛刷、砂輪機、手電鉆、皮帶 卡子、200度溫度計2支。 三、膠接程序及要點 1、施工準備 硫化材料準備:皮帶填充膠、膠漿(溶劑)等。膠漿 制作:用芯膠膠片與120#航空汽油侵泡,比例為1:4.。制 作方法:將膠片剪成小塊放在溶劑內,經常攪拌,直至完 全溶解為均勻糊狀為止,制作后放在密封容器內。 2、膠帶定心 根據皮帶寬度找出皮帶中心點,用同樣

皮帶機硫化膠接工程施工方案
格式:pdf
大小:690KB
頁數:16P
4.7
大唐淮北發電廠2×660mw建筑安裝工程c標段皮帶機硫化膠接作業指導書 目錄 一、編制依據,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,2 二、項目概況及施工條件,,,,,,,,,,,,,,,,,,,,,,,,,,2 三、施工組織策劃,,,,,,,,,,,,,,,,,,,,,,,,,,,,,3 四、分層輸送帶膠接硫化操作(程序),,,,,,,,,,,,,,,,,,,,5 五、鋼絲繩芯輸送帶現場膠接硫化操作說明,,,,,,,,,,,,,,,,,,10 六、文明施工安全保證措施,,,,,,,,,,,,,,,,,,,,,,,,,13 七、輸送膠帶接頭注意事項及質量保障措施,,,,,,,,,,,,,,,,,,13 八、危險點、危險源辨識與評價結果及控制措施清單,,,,,,,,,,,,,,15 大唐淮北發電廠
硫化皮帶接頭標準最新文檔
硫化皮帶安全技術措施
格式:pdf
大小:45KB
頁數:5P
4.5
硫化皮帶安全技術措施 一、工作時間:年月日 二、工作地點 三工作負責人 四、工作內容: 五、安全技術措施內容: 1、工作前區隊負責人必須向所有參與工作人員認真貫徹本措 施相關內容。 2、工作所需一切設備、工具和原料由機修工帶全備齊。 3、工作前將皮帶上的煤放完,將工作地點前后20米范圍內煤 塵雜物清理干凈,并撒水降塵。以保證硫化時有一個良好的工作環 境。 4、工作前將待硫化部位開至皮帶機尾滾筒附近適當位置處, 然后將機尾重砣重量減輕,使張緊鋼絲繩處于松弛狀態。此時可點 動開動皮帶,使機尾滾筒朝機頭方向前移,并使膠帶處于松弛狀態。 5、膠帶松弛后,派專職電工切斷強力皮帶電源,并加鎖懸掛 “有人工作禁止送電”警示牌。 6、用手拉葫蘆將硫化部位兩端的膠帶對拉施力,使待硫化部 位膠帶處于絕對松弛狀態。并保證原接頭截斷后,新接頭有足夠的 余量。 7、在待硫化部位前安設一套膠帶卡緊
硫化皮帶安全技術措施
格式:pdf
大小:233KB
頁數:9P
4.7
硫化皮帶技術措施 一、概況: 界溝煤礦井下一部皮帶機、三部皮帶機由于長期運轉,近期 矸石量較大,許多地方局部被矸石砸壞露出鋼絲繩,一部皮帶機 有一處被撕裂。為確保強力皮帶的安全運轉,定于10月初大修 期間對井下一部皮帶機、三部皮帶機多處進行局部硫化。為保證 此項工作的順利進展,特制定本措施指導現場施工。 二、勞動組織: 安全負責人:戴長明措施編制人:任東海、武奎 施工負責人:劉建技術指導:任東海 施工人員:電工2人硫化皮帶人員:10人 施工時間:2011年10初大修期間 1、勞動準備: (1)、硫化皮帶所需的設備及材料:施工過程中所需材料、工具 提前一個班運到施工地點,并設專人看護,具體如下:硫化機2 臺、磨光機1臺、割皮刀4把、刀片5盒、膠糊10公斤、膠皮 5平方米、隔離膜5平方米、120#汽油10公斤、卡板3塊、5t 手拉葫
強力皮帶硫化安全措施
格式:pdf
大小:5KB
頁數:2P
4.4
暗斜井強力皮帶硫化安全措施 工作時間:2007年1月21日16:00—22日16:00 工作地點:暗斜井皮帶巷機尾20米處 工作負責人: 本次安裝計劃硫化接頭2個,為保證硫化接頭質量和安全,特制 定安全措施如下: 1、做頭地點必須選擇在巷道寬敞,沒有淋水的地點,并搭建作 業平臺,確保作業條件足備。 2、接頭硫化時,必須有專人現場指揮,機電科、安全科跟班到 位,通風工區瓦檢員專人盯到現場,確保回風流瓦斯不超過0.5%時 方可工作。保證措施貫徹到人,施工作業安全。 3、在工作前,必須準備不少于兩個干粉滅火器到現場,工作地 點前后20米內的雜物清理干凈,防塵工進行灑水滅塵處理,確保無 煤塵堆積。 4、工作前負責人要安排專人準備落實整個工作中可能用到的一 切設備、工具、材料,包括硫化機檢查搭建平臺所需要的一切材料等 等,盡可能準備充分,不能影響硫化作業。 5、按硫化工藝要求
硫化皮帶安全措施
格式:pdf
大小:7KB
頁數:4P
4.8
作業名稱:硫化強力皮帶安全技術措施 作業地點:下組煤強力皮帶 施工負責人:隊長、書記 起止時間:檢修時間 安全監護:班長指派 施工組織及安全措施 1、由皮帶隊負責落實整個施工中可能用到的硫化機等一切 設備、工具、材料,盡可能準備充分并運送到位,不能影響施工 作業。人員抬運設備時,要口號一致,行動有序,提高自保、互 保的安全意識,防止人員滑倒、跌倒、拉傷。 2、施工過程中,所有人員必須聽從施工負責人的統一安排, 任何人不得干與工作無關的事情。施工過程中由調度室、安全科、 機電科、通風科派專人跟班到現場做好協調、監督、指導、檢查 相關工作及措施執行情況,保證施工作業安全有序進行。 3、施工前由皮帶隊負責對3#強力皮帶停電閉鎖開關,掛停 電牌,并派專人看護。 4、施工作業前皮帶隊負責拆掉更換區段內的所有護板和護 欄并放置安全地點,不準影響行人和施工的安全。 七、施工工藝 1、斷帶前,將
皮帶硫化安全技術措施
格式:pdf
大小:13KB
頁數:8P
4.6
第1頁共8頁 22盤區皮帶機膠帶硫化 安全技術措施 為了保證22盤區集中皮帶機的安全運行和服務礦井生產需要,在日常維 護過程中,發現膠帶接頭老化、出現裂紋。需重新硫化接頭1個,為了保證其硫 化期間施工的順利進行和施工中的安全,特制定如下措施: 一、施工組織機構 組長:穆永福 成員:邢建明、任文、張晉平 技術指導:劉艷軍 施工人員:皮帶隊機工、電工 督查單位:安監站、機電科 施工地點:南皮下山(2#皮帶機尾以上約100米處) 施工單位:皮帶隊負責施工 施工項目:硫化強力膠帶接頭 施工時間:2016年3月日——2016年3月日 二、職責分工: 1、組長職責:穆永福 (1)對本次硫化皮帶人員進行合理安排。 (2)對本次硫化工作進行監督及工作指導。 (3)審核本次硫化皮帶方案及技術規范和質量標準。 (4)核實已完成的安全措施是否符合工作要求。 (5)監督
鋼絲繩芯皮帶接頭硫化工藝應用 鋼絲繩芯皮帶接頭硫化工藝應用
格式:pdf
大小:209KB
頁數:未知
4.6
隨著科技的不斷進步,現在各行各業都改用了鋼絲繩芯帶式輸送機,鋼絲繩芯帶式輸送機的皮帶接頭在安全生產中起了重要的作用,因此接頭硫化工藝對于我們來說非常重要,直接影響著企業的安全生產和經濟效益。本文以平煤股份二礦己二鋼絲繩芯帶式輸送機接頭硫化為例,談談接頭硫化工藝。
14采東邊界皮帶機硫化施工措施
格式:pdf
大小:36KB
頁數:6P
4.4
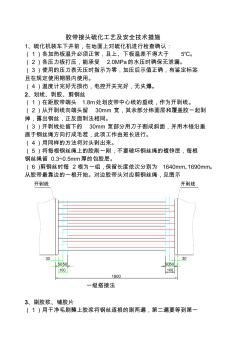
膠帶接頭硫化工藝及安全技術措施 1、硫化機裝車下井前,在地面上對硫化機進行檢查確認: (1)各加熱板溫升必須正常,且上、下板溫差不得大于5℃。 (2)各壓力板打壓,能承受2.0mpa的水壓時確保無泄漏。 (3)使用的壓力表無壓時指示為零,加壓后示值正確,有鑒定標簽 且在規定使用期限內使用。 (4)溫度計完好無損傷,電控開關完好,無失爆。 2、劃線、剝膠、剪鋼絲 (1)在距膠帶端頭1.8m處劃皮帶中心線的垂線,作為開剝線。 (2)從開剝線向端頭留30mm寬,其余部分緯面層和覆蓋膠一起剝 掉,露出鋼絲,正反面剝法相同。 (3)開剝線處留下的30mm寬部分用刀子割成斜面,并用木銼沿垂 直于鋼絲繩方向打成毛茬,此項工作由班長進行。 (4)用同樣的方法將對頭剝出來。 (5)將每根鋼絲繩上的膠剮一剮,不要破壞鋼絲繩的鍍鋅層,每根 鋼絲繩留0.3~0.5mm厚的包膠層。 (6)剪鋼絲時每
皮帶更換及硫化安全技術措施
格式:pdf
大小:82KB
頁數:10P
4.5
僅供參考[整理] 第1頁共10頁 安全管理文書 皮帶更換及硫化安全技術措施 日期:__________________ 單位:__________________ 僅供參考[整理] 第2頁共10頁 皮帶更換及硫化安全技術措施 一、工程概況 蔣家河礦井上倉皮帶截至2009年投入運行以來至今,由于磨損嚴 重,經常在運行過程中出現皮帶撕扯、撕裂現象。為了確保設備正常運 轉,避免因上倉皮帶撕扯造成礦井停產,決定利用工作面搬遷期間對原 有皮帶更換。更換皮帶長度750m。 二、施工方案 將皮帶打運至上倉底部(沉淀池附近),用10t倒鏈拉起皮帶,起 吊于原吸鐵器位置,將新皮帶硫化至舊皮帶,啟動皮帶機向上拉,拉至 吸鐵器位置后用皮帶夾子夾住皮帶,并與地面固定。在原吸鐵器位置掛 導向輪,將舊皮帶從皮帶機架子底部拉出。待舊帶全部拉出后進行硫化 接頭。 三、工程量 1
皮帶硫化安全技術措施方案
格式:pdf
大小:46KB
頁數:8P
4.3
word格式 完美整理 22盤區皮帶機膠帶硫化 安全技術措施 為了保證22盤區集中皮帶機的安全運行和服務礦井生產需要,在日常維 護過程中,發現膠帶接頭老化、出現裂紋。需重新硫化接頭1個,為了保證其硫 化期間施工的順利進行和施工中的安全,特制定如下措施: 一、施工組織機構 組長:穆永福 成員:邢建明、任文、張晉平 技術指導:劉艷軍 施工人員:皮帶隊機工、電工 督查單位:安監站、機電科 施工地點:南皮下山(2#皮帶機尾以上約100米處) 施工單位:皮帶隊負責施工 施工項目:硫化強力膠帶接頭 施工時間:2016年3月日——2016年3月日 二、職責分工: 1、組長職責:穆永福 (1)對本次硫化皮帶人員進行合理安排。 (2)對本次硫化工作進行監督及工作指導。 (3)審核本次硫化皮帶方案及技術規范和質量標準。 (4)核實已完成的安全措施是否符合工作要
硫化皮帶接頭標準相關
文輯推薦
知識推薦
百科推薦


職位:給水排水工程師
擅長專業:土建 安裝 裝飾 市政 園林


