

kx鋼結構栓釘焊接施工工藝標準
格式:pdf
大小:89KB
頁數(shù):7P
人氣 :88
 4.8
4.8
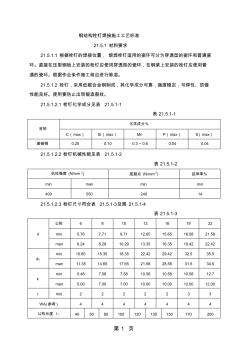
鋼結構栓釘焊接施工工藝標準 21.5.1 材料要求 21.5.1.1 根據(jù)栓釘?shù)暮附游恢茫? 熔焊栓釘適用的瓷環(huán)可分為穿透型的瓷環(huán)和普通瓷 環(huán)。直接在壓型鋼板上安裝的栓釘應使用穿透型的瓷環(huán),在鋼梁上安裝的栓釘應使用普 通的瓷環(huán)。根據(jù)作業(yè)條件施工前應進行除濕。




kx鋼結構栓釘焊接施工工藝標準
格式:pdf
大小:88KB
頁數(shù):7P
鋼結構栓釘焊接施工工藝標準 21.5.1材料要求 21.5.1.1根據(jù)栓釘?shù)暮附游恢茫酆杆ㄡ斶m用的瓷環(huán)可分為穿透型的瓷環(huán)和普通瓷 環(huán)。直接在壓型鋼板上安裝的栓釘應使用穿透型的瓷環(huán),在鋼梁上安裝的栓釘應使用普 通的瓷環(huán)。根據(jù)作業(yè)條件施工前應進行除濕。 21.5.1.2栓釘,采用低碳合金鋼制成,其化學成分可靠,強度穩(wěn)定,可焊性、頂鍛 性能良好。使用要防止出現(xiàn)鍛造裂紋。 21.5.1.2.1栓釘化學成分見表21.5.1-1 表21.5.1-1 材料 化學成分% c(max)si(max)mnp(max)s(max) 普碳鋼0.200.100.3~0.60.040.04 21.5.1.2.2栓釘機械性能見表21.5.1-2 表21.5.1-2 抗拉強度(n/mm2)屈服點(n/mm2)延伸率% minmanminmin 400550
ur鋼結構栓釘焊接施工工藝標準
格式:pdf
大小:131KB
頁數(shù):8P
精編資料 21.5.1材料要求21.5.1.1根據(jù)栓釘?shù)暮附游恢?熔焊栓釘適用的瓷環(huán)可分為穿透型的瓷 環(huán)和普通瓷環(huán).直接在壓型鋼板上安裝的栓釘應使用穿透型的瓷環(huán),在鋼梁... 結構,工藝 鋼結構栓釘焊接施工工藝標準
編輯推薦下載

鋼結構栓釘焊接施工工藝標準
格式:pdf
大小:92KB
頁數(shù):7P
4.7
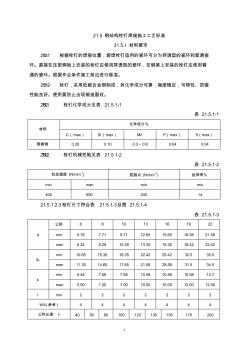
1 21.5鋼結構栓釘焊接施工工藝標準 21.5.1材料要求 21.5.1.1根據(jù)栓釘?shù)暮附游恢茫酆杆ㄡ斶m用的瓷環(huán)可分為穿透型的瓷環(huán)和普通瓷 環(huán)。直接在壓型鋼板上安裝的栓釘應使用穿透型的瓷環(huán),在鋼梁上安裝的栓釘應使用普 通的瓷環(huán)。根據(jù)作業(yè)條件施工前應進行除濕。 21.5.1.2栓釘,采用低碳合金鋼制成,其化學成分可靠,強度穩(wěn)定,可焊性、頂鍛 性能良好。使用要防止出現(xiàn)鍛造裂紋。 21.5.1.2.1栓釘化學成分見表21.5.1-1 表21.5.1-1 化學成分% 材料 c(max)si(max)mnp(max)s(max) 普碳鋼0.200.100.3~0.60.040.04 21.5.1.2.2栓釘機械性能見表21.5.1-2 表21.5.1-2 抗拉強度(n/mm2)屈服點(n/mm2)延伸率% minmanmin
kx鋼結構栓釘焊接施工工藝標準6頁
格式:pdf
大小:68KB
頁數(shù):5P
4.3
第1頁 鋼結構栓釘焊接施工工藝標準 21.5.1材料要求 21.5.1.1根據(jù)栓釘?shù)暮附游恢茫酆杆ㄡ斶m用的瓷環(huán)可分為穿透型的瓷環(huán)和普通 瓷環(huán)。直接在壓型鋼板上安裝的栓釘應使用穿透型的瓷環(huán),在鋼梁上安裝的栓釘應使用 普通的瓷環(huán)。根據(jù)作業(yè)條件施工前應進行除濕。 21.5.1.2栓釘,采用低碳合金鋼制成,其化學成分可靠,強度穩(wěn)定,可焊性、頂 鍛性能良好。使用要防止出現(xiàn)鍛造裂紋。 21.5.1.2.1栓釘化學成分見表21.5.1-1 表21.5.1-1 材料 化學成分% c(max)si(max)mnp(max)s(max) 普碳鋼0.200.100.3~0.60.040.04 21.5.1.2.2栓釘機械性能見表21.5.1-2 表21.5.1-2 抗拉強度(n/mm2)屈服點(n/mm2)延伸率% minmanminmin
kx鋼結構栓釘焊接施工工藝標準熱門文檔
鋼結構栓釘焊接施工工藝
格式:pdf
大小:89KB
頁數(shù):7P
4.8
1 鋼結構栓釘焊接施工工藝標準 21.5.1材料要求 21.5.1.1根據(jù)栓釘?shù)暮附游恢茫酆杆ㄡ斶m用的瓷環(huán)可分為穿透型的瓷環(huán)和普通瓷 環(huán)。直接在壓型鋼板上安裝的栓釘應使用穿透型的瓷環(huán),在鋼梁上安裝的栓釘應使用普 通的瓷環(huán)。根據(jù)作業(yè)條件施工前應進行除濕。 21.5.1.2栓釘,采用低碳合金鋼制成,其化學成分可靠,強度穩(wěn)定,可焊性、頂鍛 性能良好。使用要防止出現(xiàn)鍛造裂紋。 21.5.1.2.1栓釘化學成分見表21.5.1-1 表21.5.1-1 材料 化學成分% c(max)si(max)mnp(max)s(max) 普碳鋼0.200.100.3~0.60.040.04 21.5.1.2.2栓釘機械性能見表21.5.1-2 表21.5.1-2 抗拉強度(n/mm2)屈服點(n/mm2)延伸率% minmanminmin 400
鋼結構栓釘焊接施工工藝-6頁精選文檔
格式:pdf
大小:69KB
頁數(shù):6P
4.4
第1頁 鋼結構栓釘焊接施工工藝標準 21.5.1材料要求 21.5.1.1根據(jù)栓釘?shù)暮附游恢茫酆杆ㄡ斶m用的瓷環(huán)可分為穿透型的瓷環(huán)和普通瓷 環(huán)。直接在壓型鋼板上安裝的栓釘應使用穿透型的瓷環(huán),在鋼梁上安裝的栓釘應使用普 通的瓷環(huán)。根據(jù)作業(yè)條件施工前應進行除濕。 21.5.1.2栓釘,采用低碳合金鋼制成,其化學成分可靠,強度穩(wěn)定,可焊性、頂鍛 性能良好。使用要防止出現(xiàn)鍛造裂紋。 21.5.1.2.1栓釘化學成分見表21.5.1-1 表21.5.1-1 材料 化學成分% c(max)si(max)mnp(max)s(max) 普碳鋼0.200.100.3~0.60.040.04 21.5.1.2.2栓釘機械性能見表21.5.1-2 表21.5.1-2 抗拉強度(n/mm2)屈服點(n/mm2)延伸率% minmanminmin
鋼結構焊釘焊接施工工藝標準
格式:pdf
大小:61KB
頁數(shù):5P
4.8
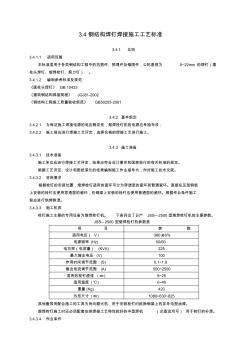
3.4鋼結構焊釘焊接施工工藝標準 3.4.1總則 3.4.1.1適用范圍 本標準適用于各類鋼結構工程中的抗剪件、預埋件及錨固件,公稱直徑為6~22mm的焊釘(圓 柱頭焊釘、熔焊栓釘、剪力釘)。 3.4.1.2編制參考標準及規(guī)范 《圓柱頭焊釘》gb10433 《建筑鋼結構焊接規(guī)程》jgj81-2002 《鋼結構工程施工質(zhì)量驗收規(guī)范》gb50205-2001 3.4.2基本規(guī)定 3.4.2.1為保證施工焊接電源的電壓穩(wěn)定性,熔焊栓釘機的電源應單獨布設; 3.4.2.2施工前應進行焊接工藝評定,選擇合格的焊接工藝進行施工。 3.4.3施工準備 3.4.3.1技術準備 施工單位應進行焊接工藝評定,結果應符合設計要求和國家現(xiàn)行的有關標準的規(guī)定。 根據(jù)工藝評定、設計和圖紙深化的結果編制施工作業(yè)指導書,作好施工技術交底。 3.4.3.2材料要求 根據(jù)栓釘?shù)陌惭b位置
4鋼結構焊釘焊接施工工藝標準
格式:pdf
大小:68KB
頁數(shù):10P
4.8
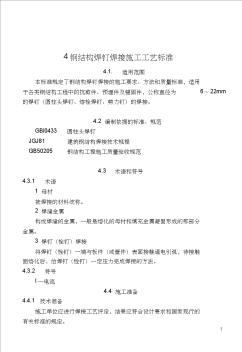
4鋼結構焊釘焊接施工工藝標準 4.1.適用范圍 本標準規(guī)定了鋼結構焊釘焊接的施工要求、方法和質(zhì)量標準,適用 于各類鋼結構工程中的抗剪件、預埋件及錨固件,公稱直徑為6~22mm 的焊釘(圓柱頭焊釘、熔栓焊釘、剪力釘)的焊接。 4.2編制依據(jù)的標準、規(guī)范
kx鋼結構栓釘焊接施工工藝標準精華文檔

鋼結構焊釘焊接施工工藝標準則
格式:pdf
大小:245KB
頁數(shù):9P
4.4
鋼結構焊釘焊接施工工藝標準則 3.4.1總則 3.4.1.1適用范圍 本標準適用于各類鋼結構工程中的抗剪件、預埋件及錨固件,公 稱直徑為6~22mm的 焊釘(圓柱頭焊釘、熔焊栓釘、剪力釘)。 3.4.1.2編制參考標準及規(guī)范 (1)《圓柱頭焊釘》gb10433 (2)《建筑鋼結構焊接技術規(guī)程》jgj81—2002 (3)《鋼結構工程施工質(zhì)量驗收規(guī)范》gb50205—2001 3.4.2基本規(guī)定 3.4.2.1為保證施工焊接電源的電壓穩(wěn)定性,熔焊栓釘機的電源 應單獨布設; 3.4.2.2施工前應進行焊接工藝評定,選擇合格的焊接工藝進行 施工。 3.4.3施工準備 3.4.3.1技術準備 施工單位應進行焊接工藝評定,結果應符合設計要求和國家現(xiàn)行 的有關標準的規(guī)定。 根據(jù)工藝評定、設計和圖紙深化的結果編制施工作業(yè)指導書,做 好施工技術交底。 3.
鋼結構栓釘焊接施工工藝標準(20201015105233)
格式:pdf
大小:86KB
頁數(shù):7P
4.7
1 21.5鋼結構栓釘焊接施工工藝標準 21.5.1材料要求 21.5.1.1根據(jù)栓釘?shù)暮附游恢茫酆杆ㄡ斶m用的瓷環(huán)可分為穿透型的瓷環(huán)和普通瓷 環(huán)。直接在壓型鋼板上安裝的栓釘應使用穿透型的瓷環(huán),在鋼梁上安裝的栓釘應使用普 通的瓷環(huán)。根據(jù)作業(yè)條件施工前應進行除濕。 21.5.1.2栓釘,采用低碳合金鋼制成,其化學成分可靠,強度穩(wěn)定,可焊性、頂鍛 性能良好。使用要防止出現(xiàn)鍛造裂紋。 21.5.1.2.1栓釘化學成分見表21.5.1-1 表21.5.1-1 材料 化學成分% c(max)si(max)mnp(max)s(max) 普碳鋼0.200.100.3~0.60.040.04 21.5.1.2.2栓釘機械性能見表21.5.1-2 表21.5.1-2 抗拉強度(n/mm2)屈服點(n/mm2)延伸率% minmanminmi

壓型鋼板栓釘焊接施工工藝標準
格式:pdf
大小:23KB
頁數(shù):3P
4.4
壓型鋼板栓釘焊接施工工藝標準 q/ahhl-fjgy-13-010-2010 1、適用范圍 本工藝標準適用于鋼結構中的組合樓蓋剪力連接件的栓釘焊接及勁性鋼筋混凝土結構中鋼構件 與混凝土間的剪力連接件的栓釘焊接工程。 2、施工準備 2.1技術準備及要求 2.1.1圖紙會審已完成。 2.1.2施工單位應進行焊接工藝評定,結果應符合設計要求和國家現(xiàn)行的有關標準的規(guī)定。 2.1.3根據(jù)工藝評定、設計和圖紙深化的結果編制施工作業(yè)指導書,做好施工技術交底。 2.1.4樓蓋主次梁已安裝好,壓型板已鋪設完畢,并辦理預檢手續(xù)。 2.1.5對不同材質(zhì)、不同規(guī)格、不同廠家、不同批號生產(chǎn)的栓釘,采用不同型號的焊機及焊槍 進行嚴格的、與現(xiàn)場同條件的工藝參數(shù)試驗,經(jīng)試驗合格的工藝術參數(shù),方可在工程中使用。 2.1.6在已安裝好的壓型板上測量放線,確定栓釘位置。 2.1.7抽檢栓釘和瓷杯,潮濕的瓷杯、

筑鋼結構栓釘焊焊接工藝評定報告
格式:pdf
大小:250KB
頁數(shù):14P
4.7
建筑鋼結構焊接(栓釘焊)工藝評定報告 編號:jgjpqr- 編制: 焊接責任 技術人員: 批準: 單位:山東萊蕪煤礦機械有限公司 日期:2016年10月20日 焊接工藝評定報告目錄 序號報告名稱報告編號頁數(shù) 1焊接工藝評定報告封面1 2焊接工藝評定報告目錄1 3焊接工藝評定報告1 4焊接工藝評定指導書1 5焊接工藝評定記錄表1 6焊接工藝評定檢驗結果1 附錄 1栓釘材料質(zhì)量證明書1 2焊絲材質(zhì)證明書1 3理化檢驗報告1 4外觀檢驗報告1 栓釘焊焊接工藝評定報告 共1頁第1頁 工程(產(chǎn)品)名稱評定報告編號jgjpqr- 委托單位工藝指導書編號jgjwps- 項目負責人依據(jù)標準《建筑鋼結構焊接技術規(guī) 程》(jgj81) 試件焊接單位山東萊蕪煤
栓釘焊接施工工藝 (2)
格式:pdf
大小:220KB
頁數(shù):8P
4.5
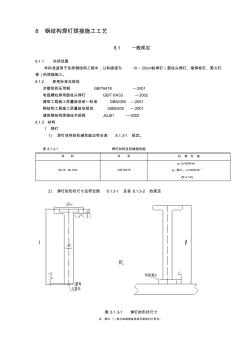
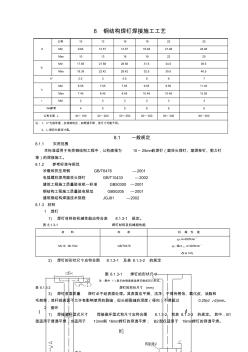
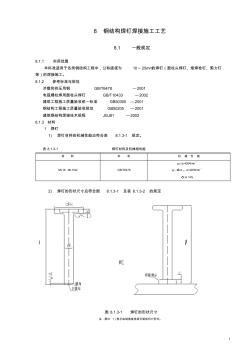
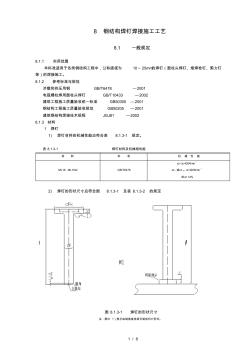
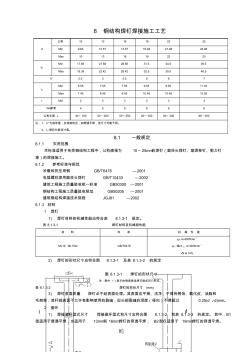
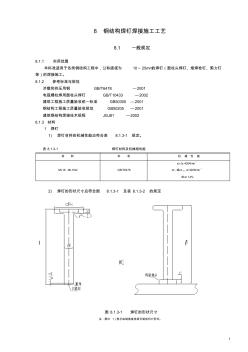
8鋼結構焊釘焊接施工工藝 8.1一般規(guī)定 8.1.1實用范圍 本標準適用于各類鋼結構工程中,公稱直徑為10~25mm的焊釘(圓柱頭焊釘、熔焊栓釘、剪力釘 等)的焊接施工。 8.1.2參考標準與規(guī)范 冷鐓和擠壓用鋼gb/t6478—2001 電弧螺柱焊用圓柱頭焊釘gb/t10433—2002 建筑工程施工質(zhì)量驗收統(tǒng)一標準gb50300—2001 鋼結構工程施工質(zhì)量驗收規(guī)范gb50205—2001 建筑鋼結構焊接技術規(guī)程jgj81—2002 8.1.3材料 1焊釘 1)焊釘材料的機械性能應符合表8.1.3-1規(guī)定。 表8.1.3-1焊釘材料及機械相性能 材料標準機械性能 ml15、ml15algb/t6
kx鋼結構栓釘焊接施工工藝標準最新文檔
栓釘焊接施工工藝 (4)
格式:pdf
大小:201KB
頁數(shù):7P
4.3
8鋼結構焊釘焊接施工工藝 8.1一般規(guī)定 8.1.1實用范圍 本標準適用于各類鋼結構工程中,公稱直徑為10~25mm的焊釘(圓柱頭焊釘、熔焊栓釘、剪力釘 等)的焊接施工。 8.1.2參考標準與規(guī)范 冷鐓和擠壓用鋼gb/t6478—2001 電弧螺柱焊用圓柱頭焊釘gb/t10433—2002 建筑工程施工質(zhì)量驗收統(tǒng)一標準gb50300—2001 鋼結構工程施工質(zhì)量驗收規(guī)范gb50205—2001 建筑鋼結構焊接技術規(guī)程jgj81—2002 8.1.3材料 1焊釘 1)焊釘材料的機械性能應符合表8.1.3-1規(guī)定。 表8.1.3-1焊釘材料及機械相性能 材料標準機械性能 ml15、ml15algb/t6
栓釘焊接施工工藝
格式:pdf
大小:220KB
頁數(shù):8P
4.7
1 8鋼結構焊釘焊接施工工藝 8.1一般規(guī)定 8.1.1實用范圍 本標準適用于各類鋼結構工程中,公稱直徑為10~25mm的焊釘(圓柱頭焊釘、熔焊栓釘、剪力釘 等)的焊接施工。 8.1.2參考標準與規(guī)范 冷鐓和擠壓用鋼gb/t6478—2001 電弧螺柱焊用圓柱頭焊釘gb/t10433—2002 建筑工程施工質(zhì)量驗收統(tǒng)一標準gb50300—2001 鋼結構工程施工質(zhì)量驗收規(guī)范gb50205—2001 建筑鋼結構焊接技術規(guī)程jgj81—2002 8.1.3材料 1焊釘 1)焊釘材料的機械性能應符合表8.1.3-1規(guī)定。 表8.1.3-1焊釘材料及機械相性能 材料標準機械性能 ml15、ml15algb
栓釘焊接施工工藝 (3)
格式:pdf
大小:220KB
頁數(shù):8P
4.7
1/8 8鋼結構焊釘焊接施工工藝 8.1一般規(guī)定 8.1.1實用范圍 本標準適用于各類鋼結構工程中,公稱直徑為10~25mm的焊釘(圓柱頭焊釘、熔焊栓釘、剪力釘 等)的焊接施工。 8.1.2參考標準與規(guī)范 冷鐓和擠壓用鋼gb/t6478—2001 電弧螺柱焊用圓柱頭焊釘gb/t10433—2002 建筑工程施工質(zhì)量驗收統(tǒng)一標準gb50300—2001 鋼結構工程施工質(zhì)量驗收規(guī)范gb50205—2001 建筑鋼結構焊接技術規(guī)程jgj81—2002 8.1.3材料 1焊釘 1)焊釘材料的機械性能應符合表8.1.3-1規(guī)定。 表8.1.3-1焊釘材料及機械相性能 材料標準機械性能 ml15、ml15a
栓釘焊接施工工藝
格式:pdf
大小:201KB
頁數(shù):7P
4.4
8鋼結構焊釘焊接施工工藝 8.1一般規(guī)定 8.1.1實用范圍 本標準適用于各類鋼結構工程中,公稱直徑為10~25mm的焊釘(圓柱頭焊釘、熔焊栓釘、剪力釘 等)的焊接施工。 8.1.2參考標準與規(guī)范 冷鐓和擠壓用鋼gb/t6478—2001 電弧螺柱焊用圓柱頭焊釘gb/t10433—2002 建筑工程施工質(zhì)量驗收統(tǒng)一標準gb50300—2001 鋼結構工程施工質(zhì)量驗收規(guī)范gb50205—2001 建筑鋼結構焊接技術規(guī)程jgj81—2002 8.1.3材料 1焊釘 1)焊釘材料的機械性能應符合表8.1.3-1規(guī)定。 表8.1.3-1焊釘材料及機械相性能 材料標準機械性能 ml15、ml15algb/t6
鋼結構栓釘施工工藝
格式:pdf
大小:244KB
頁數(shù):8P
4.7
1 8鋼結構焊釘焊接施工工藝 8.1一般規(guī)定 8.1.1實用范圍 本標準適用于各類鋼結構工程中,公稱直徑為10~25mm的焊釘(圓柱頭焊釘、熔焊栓釘、剪力釘 等)的焊接施工。 8.1.2參考標準與規(guī)范 冷鐓和擠壓用鋼gb/t6478—2001 電弧螺柱焊用圓柱頭焊釘gb/t10433—2002 建筑工程施工質(zhì)量驗收統(tǒng)一標準gb50300—2001 鋼結構工程施工質(zhì)量驗收規(guī)范gb50205—2001 建筑鋼結構焊接技術規(guī)程jgj81—2002 8.1.3材料 1焊釘 1)焊釘材料的機械性能應符合表8.1.3-1規(guī)定。 表8.1.3-1焊釘材料及機械相性能 材料標準機械性能 ml15、ml15algb
鋼結構埋弧自動焊焊接施工工藝標準準則
格式:pdf
大小:22KB
頁數(shù):10P
4.4
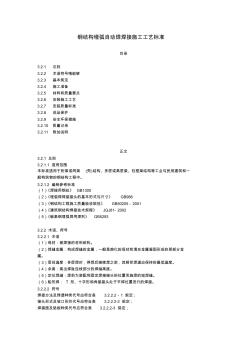
鋼結構埋弧自動焊焊接施工工藝標準 目錄 3.2.1總則 3.2.2術語符號哦能夠 3.2.3基本規(guī)定 3.2.4施工準備 3.2.5材料和質(zhì)量要點 3.2.6安裝施工工藝 3.2.7安裝質(zhì)量標準 3.2.8成品保護 3.2.9安全環(huán)保措施 3.2.10質(zhì)量記錄 3.2.11附加說明 正文 3.2.1總則 3.2.1.1適用范圍 本標準適用于桁架或網(wǎng)架(殼)結構、多層或高層梁、柱框架結構等工業(yè)與民用建筑和一 般構筑物的鋼結構工程中。 3.2.1.2編制參考標準 (1)《焊接用鋼絲》gb1300 (2)《埋弧焊焊接接頭的基本形式與尺寸》gb986 (3)《鋼結構工程施工質(zhì)量驗收規(guī)范》gb50205-2001 (4)《建筑鋼結構焊接技術規(guī)程》jgj81-2002 (5)《碳素鋼埋弧焊用焊劑》gb5293 3.2.2術語、符號 3.2.2.1術
鋼結構自動焊焊接施工工藝標準
格式:pdf
大小:95KB
頁數(shù):5P
4.7
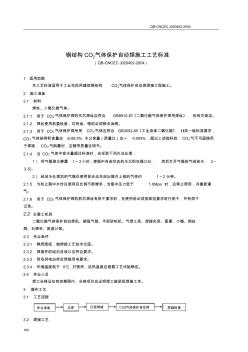
qb-cncecj020402-2004 164 鋼結構co2氣體保護自動焊施工工藝標準 (qb-cncecj020402-2004) 1適用范圍 本工藝標準適用于工業(yè)與民用建筑鋼結構co2氣體保護自動焊焊接工程施工。 2施工準備 2.1材料 焊絲、二氧化碳氣體。 2.1.1用于co2氣體保護焊的實芯焊絲應符合gb8910-87《二氧化碳氣體保護焊用焊絲》的有關規(guī)定。 2.1.2焊絲使用前要檢查,對有油、銹的必須除去油銹。 2.1.3用于co2氣體保護焊所用co2氣體應符合gb3052-85《工業(yè)液體二氧化碳》ⅱ類一級標準要求, co2氣體按容積含量應≥99.5%,水分含量(質(zhì)量比)應<0.005%,超過上述指標的co2氣不可直接用 于焊接,co2氣購置時,應隨帶質(zhì)量證明書。 2.1.4當co2氣體中含水量超過標準時,應采取下列辦法處理: 1
鋼結構栓釘焊接技術交底 (2)
格式:pdf
大小:143KB
頁數(shù):6P
4.4
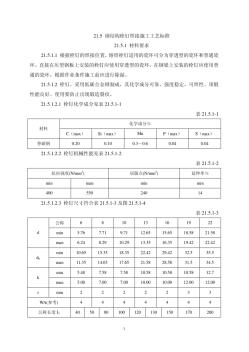
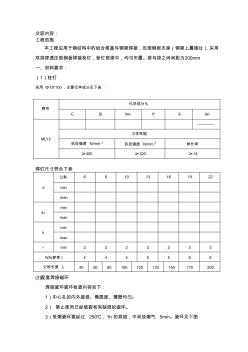
交底內(nèi)容: 工程范圍 本工程應用于鋼結構中的組合樓蓋與鋼梁焊接,壓型鋼板支座(鋼梁上翼緣處),采用 雙排穿透壓型鋼板焊接栓釘,栓釘居梁中,均勻布置。排與排之間間距為200mm 一、材料要求: (1)栓釘 采用ф19*100,主要化學成分見下表 牌號 化學成分% csimnpsah ml15 ———— 力學性能 抗拉強度n/mm2抗拉強度n/mm2伸長率 ≥400≥320≥14 焊釘尺寸符合下表 d 公稱681013161922 min man dk min man k min man rmin2222233 wa(參考)4445566 公稱長度i1405080100120130150170200 (2)配套焊接磁環(huán) 焊接瓷環(huán)瓷環(huán)檢查內(nèi)容如下: 1)中心孔的內(nèi)外直徑、橢圓度、薄壁均勻。 2)禁
建筑鋼結構栓釘焊焊接工藝評定報告 (3)
格式:pdf
大小:157KB
頁數(shù):9P
4.6
建筑鋼結構焊接(栓釘焊)工藝評定報告 編號:jgjpqr- 編制: 焊接責任 技術人員: 批準: 單位:山東萊蕪煤礦機械有限公司 日期:2016年10月20日 焊接工藝評定報告目錄 序號報告名稱報告編號頁數(shù) 1焊接工藝評定報告封面1 2焊接工藝評定報告目錄1 3焊接工藝評定報告1 4焊接工藝評定指導書1 5焊接工藝評定記錄表1 6焊接工藝評定檢驗結果1 附錄 1栓釘材料質(zhì)量證明書1 2焊絲材質(zhì)證明書1 3理化檢驗報告1 4外觀檢驗報告1 栓釘焊焊接工藝評定報告 共1頁第1頁 工程(產(chǎn)品)名稱評定報告編號jgjpqr- 委托單位工藝指導書編號jgjwps- 項目負責人依據(jù)標準 《建筑鋼
建筑鋼結構栓釘焊焊接工藝評定報告
格式:pdf
大小:135KB
頁數(shù):8P
4.6
建筑鋼結構焊接(栓釘焊)工藝評定報告 編號:jgjpqr- 編制: 焊接責任 技術人員: 批準: 單位:山東萊蕪煤礦機械有限公司 日期:2016年10月20日 焊接工藝評定報告目錄 序號報告名稱報告編號頁數(shù) 1焊接工藝評定報告封面1 2焊接工藝評定報告目錄1 3焊接工藝評定報告1 4焊接工藝評定指導書1 5焊接工藝評定記錄表1 6焊接工藝評定檢驗結果1 附錄 1栓釘材料質(zhì)量證明書1 2焊絲材質(zhì)證明書1 3理化檢驗報告1 4外觀檢驗報告1 栓釘焊焊接工藝評定報告 共1頁第1頁 工程(產(chǎn)品)名稱評定報告編號jgjpqr- 委托單位工藝指導書編號jgjwps- 項目負責人依據(jù)標準《建筑鋼結構焊接技術規(guī)程》(jgj81) 試件焊接單位山東萊蕪煤礦機械有限公司施焊日期 焊工呂德學資格代號級別 焊接材料牌
kx鋼結構栓釘焊接施工工藝標準相關
文輯推薦
知識推薦
百科推薦


職位:巖土工程師現(xiàn)場負責人
擅長專業(yè):土建 安裝 裝飾 市政 園林


