




第一線材廠線二車間工技術改造
格式:pdf
大小:94KB
頁數:3P
本文簡介了首鋼第一線材廠線二車間工藝技術改造情況。粗軋機由3輥橫列式軋機改為9架連軋機組;精整工序由線材卷取自然堆冷改為輥式散卷冷卻。實現了一火成材,提高了產品質量。
蘭州鋼廠線材車間的技術改造
格式:pdf
大小:311KB
頁數:2P
蘭州鋼廠線材車間是于1980年底由老三軋車間經改造而建成的,由于當時施工時間緊迫,改造費用不足等原因,有些問題沒有解決。遺留問題給生產帶來隱患。到82年底,年產量僅為24858.64t,尚未達到年產量3萬噸的設計指標,年利潤11萬元,雖勉強結束了連年虧損的局面,但仍面臨著產品銷路不暢、產量低、質量不穩定、消耗高、經濟效率差的局面。近兩年來,我們堅持走專業性的技術攻關和群眾性的小改小革相結
編輯推薦下載
唐鋼第四軋鋼廠二車間一火成材節能改造
格式:pdf
大小:144KB
頁數:2P
 4.5
4.5
介紹了"一火成材"節能改造工程的方案和實施過程,重點論述了工程規劃、工藝流程、舊設備的利用及設備改造.
連鑄坯一火成材軋制Φ6.5mm線材粗軋工藝改造實踐
格式:pdf
大小:64KB
頁數:2P
4.6
52江蘇冶金2000年第2期 連鑄坯一火成材軋制06.5ram線材粗軋工藝改造實踐 蘭 (武進大眾鋼鐵有限公司常州市213011) l前言 武進 3ot電弧爐)一精煉(1×40tlf爐)一全連 鑄(r6m弧形三機三流小方坯連鑄機)連 續式軋機軋翩(g盯短應力線軋機)的“四 位一體”全國產設備的短流程生產線.屬國 內第一條,已被原冶金部列為工業性試驗項 目之一。 2改造前軋鑭a6.5線材租軋工藝殛存在 問題 2.1改造前軋制6.5線材粗軋工藝現狀 該生產線軋制6.5線材時,120方軋 制6.5粗軋機5go×1/430×4(四連 軋)從l20方軋成42方,其軋制7道次。 四連軋從78方軋4道次軋成42方,孔型系 統選用箱一箱系統。由于整個工藝委托馬鞍 山鋼鐵公司專業技術人員負責設計,所以該 工藝即使存
開坯車間一火成材線材技術改造熱門文檔
連鑄坯一火成材軋制φ6.5mm線材粗軋工藝改造實踐
格式:pdf
大小:320KB
頁數:2P
4.4
主要通過介紹線材生產線工藝改造過程及改造前后的生產技術經濟指標對比,論述在連續式軋機上軋制線材時,工藝設計合理與否對線材生產過程的影響程度。
中型鋼材“一火成材”的設備改造
格式:pdf
大小:35KB
頁數:1P
4.6
\"一火成材\"是中型鋼材軋制的一種先進工藝,經濟效益顯著.柳鋼中型軋鋼廠現有設備不具備\"一火成材\"條件,必須進行設備改造.增加了一列φ450×2軸承式軋機,改造原φ400×2膠木瓦勞特式軋機機列為φ400×2軸承式軋機,并對廠房、其他輔助設備和電氣系統進行了相應地改造,\"一火成材\"成功,年創效益可達4340萬元。

開坯車間一火成材線材技術改造精華文檔
涂裝車間混線生產技術改造
格式:pdf
大小:709KB
頁數:2P
4.5
為實現產品結構調整,華晨公司實現系列產品的拓展和延伸,通過改造吊具的公用定位點實現海獅涂裝線混線生產以平衡海獅、中華兩工廠的產量,提高生產設備的使用效率,為可持續發展打下了良好的基礎。
 小軋一火成材改造工程竣工試產
小軋一火成材改造工程竣工試產 小軋一火成材改造工程竣工試產
格式:pdf
大小:109KB
頁數:1P
4.4
小軋一火成材技術改造工程是1996年我公司重點技改攻關項目,是公司降成本增效益的重要措施。在各單位的努力與協作下,工程已于4月5日竣工試產。
寶鋼高速線材車間設計簡介
格式:pdf
大小:1.6MB
頁數:5P
4.7
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
開坯車間一火成材線材技術改造最新文檔

寶鋼高速線材車間設計簡介
格式:pdf
大小:110KB
頁數:11P
4.7
寶鋼高速線材車間設計簡介 摘要:描述了具有當今世界一流水平的寶鋼高速線材車間的工藝、設備情況及 主要技術參數,并對其擁有的處于世界領先水平的線材tekisun減定徑機、電氣 傳動全交流化、優質高碳鋼步進梁式加熱爐、探傷測徑裝置、閉環冷卻控溫系統 等技術及設備進行了進一步闡述。 關鍵詞:高速線材軋機;工藝特點;設備特點 中圖分類號:tg335.6文獻標識碼:a introductiononhigh-speedwiremillofbaosteel yangxiao-ming (chongqingiron&steeldesigninginstitute,chongqing400013,china) abstract:thepaperintroducedtheprocess,equipmentandmaintechnology
小軋廠“一火成材”改造后的達產提產措施
格式:pdf
大小:654KB
頁數:6P
4.6
1概述柳鋼小軋廠原使用大軋開坯的60~2、75~2坯進行棒材生產,產品主要有φ12mm~φ30mm的螺紋鋼筋、圓鋼。1996年4月"一火
 8號槽鋼一火成材工藝改造
8號槽鋼一火成材工藝改造 8號槽鋼一火成材工藝改造
格式:pdf
大小:156KB
頁數:4P
4.5
中軋廠在進行一火成材設備改造的同時,對8號槽鋼孔型系統也進行了改造,將原來中等外側壁斜度孔型系統改為彎腰大斜度孔型系統。改造后,技術經濟指標明顯改善,取得良好效果。
8號槽鋼一火成材工藝改造 8號槽鋼一火成材工藝改造
格式:pdf
大小:94KB
頁數:未知
4.7
中軋廠在進行一火成材設備改造的同時,對8號槽鋼孔型系統也進行了改造,將原來中等外側壁斜度孔型系統改為彎腰大斜度孔型系統,改造后,技術經濟指標明顯改善,取得良好效果。
價值工程在鑄造車間技術改造中的應用
格式:pdf
大小:808KB
頁數:5P
4.3
如何使鑄造車間機械化改造工程投資省,見效快,在較短的時間內,使投資發揮應有的經濟效益,這是歷年來鑄造工程技術人員和經濟工作者所關心的問題。我們通過運用價值工程技術,使金具車間技術改造的功能分析、方案評價和成果總評等一系列技術經濟活動,達到了提高改造工程實用價值的目的,在較短的時間內完成了改造任務,使投資發揮了經濟效益。
價值工程在鑄造車間技術改造中的應用
格式:pdf
大小:560KB
頁數:6P
4.5
如何使鑄造車間機械化改造工程以投資省、見效快,在較短的時間內,使投資發揮應有的經濟效益,這是歷年來鑄造工程技術人員和經濟工作者所關心的問題。我們通過運用價值工程技術,對金具車間技術改造的功能分析、方案評價和成果總評等一系列技術經濟活動,達到了提高改造工程實用價值的目的。在
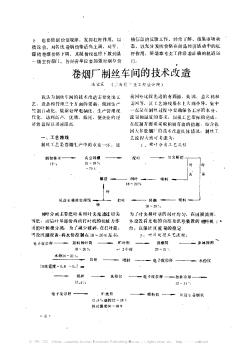
卷煙廠制絲車間的技術改造
格式:pdf
大小:428KB
頁數:3P
4.5
我認為制絲車間的技術改造需要突出工藝、設備和管理三個方面的更新,做到生產控制自動化、數據處理電腦化、生產管理現代化、達到高產、優質、低耗,使企業的經濟效益得以迅速提高。一、工藝路線制絲工藝是卷煙生產中的重要一環,目
開坯車間一火成材線材技術改造相關
文輯推薦
知識推薦
百科推薦


職位:水電安裝工程師
擅長專業:土建 安裝 裝飾 市政 園林


