

機(jī)械制造工藝學(xué)小抄
格式:pdf
大小:37KB
頁數(shù):5P
人氣 :53
 4.5
4.5
工藝過程: 在生產(chǎn)過程中凡屬直接改變生產(chǎn)對象的形狀、 尺寸、性能和相對位置關(guān)系的過程。 工藝過程中的機(jī)械加工、裝配與調(diào)試稱為 機(jī)械制造工藝過程 。 基準(zhǔn) 是指用以確定生產(chǎn)對象幾何要素間的幾何關(guān)系所依據(jù)的點(diǎn)、 線、面。 基準(zhǔn)分為設(shè)計(jì) 基準(zhǔn)、工藝基準(zhǔn)。 工藝基準(zhǔn)又分為工序基準(zhǔn)、定位基準(zhǔn)、測量基準(zhǔn)和裝配基準(zhǔn)。 定位 基準(zhǔn) :用以確定工件在機(jī)床上或夾具中的正確位置所采用的基準(zhǔn)。 工序基準(zhǔn) :用以確定本 工序被加工表面加工后的尺寸、形狀、位置所采用的基準(zhǔn)。 基面: 因?yàn)樽鳛榛鶞?zhǔn)的點(diǎn)、線、面在工件上不一定具體的存在(例如中心線、軸心線) ,而 由某些具體的表面來變現(xiàn)出來,這些表面稱為 基面 。 裝夾: 為了保證工件加工表面的尺寸、 幾何形狀和相互位置精度的要求, 需要解決一個重要 的問題:使工件在加工前相對于刀具和機(jī)床占有正確的加工位置, 并且在加工過程中始終保 持加工位置的穩(wěn)定可靠,這一工藝過程稱為



機(jī)械制造工藝學(xué)概念總結(jié)
格式:pdf
大小:37KB
頁數(shù):5P
機(jī)械制造工藝學(xué)知識點(diǎn)(考點(diǎn))總結(jié) 材料成型機(jī)理:人為地將零件的加工過程分為熱加工和冷加工兩個階段,而且是以冷去初加工和熱變形 加工為主。從加工成型機(jī)理分類,加工工藝分為去除加工、結(jié)合加工和變形加工。 機(jī)械產(chǎn)品生產(chǎn)過程:是指從原材料開始到成品出廠的全部勞動過程。它由直接生產(chǎn)過程和輔助聲場過程 組成。 機(jī)械加工工藝過程:是機(jī)械產(chǎn)品生產(chǎn)過程的一部分,是直接生產(chǎn)過程。其原意是指采用金屬切削刀具或 磨具來加工工件,使之達(dá)到所要求的形狀、尺寸、表面粗糙度和力學(xué)物理性能,成為合格零件的成產(chǎn)過 程。 生產(chǎn)綱領(lǐng):在計(jì)劃期內(nèi),應(yīng)當(dāng)生產(chǎn)的產(chǎn)品 產(chǎn)量和進(jìn)度計(jì)劃稱為生產(chǎn)綱領(lǐng)。計(jì)劃期一年的生產(chǎn)綱領(lǐng)稱為年生產(chǎn)綱領(lǐng)。 根據(jù)工廠生產(chǎn)專業(yè)化程度不同,可將它們按大量成產(chǎn)、成批生產(chǎn)和單件生產(chǎn)3種生產(chǎn)類型來分類。其中, 成批生產(chǎn)又可分為大批生產(chǎn)、中批生產(chǎn)和小批生產(chǎn)。 六點(diǎn)定位原理:采用6個按一定規(guī)則布置的約束點(diǎn)
機(jī)械制造工藝學(xué)知識點(diǎn)
格式:pdf
大小:9KB
頁數(shù):1P
1,工序:一個工人在一個工作地點(diǎn)對同一個(或同時對幾個)工件連續(xù)完成的那部分工藝 過程。2,安裝3,工位4,工步:加工表面,切削工具,切削速度和進(jìn)給量都不變的情況 下所完成的工位內(nèi)容5,走刀 工件的裝夾1,夾具中裝夾(精度穩(wěn)定性好)2,直接找正裝夾(工人直接在機(jī)床上利用百分表, 劃線盤等工具進(jìn)行工件定位,效率低)3,劃線找正裝夾,事先在工件上劃出位置線,找正 線和加工線 主軸回轉(zhuǎn)誤差:1)徑向圓跳動2)軸向圓跳動{導(dǎo)致1,工件端面與軸線不垂直2,加工螺 紋時產(chǎn)生螺距周期誤差)3)傾角擺動 影響主軸回轉(zhuǎn)精度的原因:軸承的誤差,軸承間隙,與軸承配合零件的誤差及主軸系統(tǒng)的徑 向不等剛度和熱變形,主軸轉(zhuǎn)速也有影響 提高主軸回轉(zhuǎn)精度的措施:1)提高主軸部件的制造精度2)對滾動軸承進(jìn)行預(yù)緊,以消除間 隙3)使主軸回轉(zhuǎn)誤差不反映到工件上 切削力作用點(diǎn)位置變化引起
編輯推薦下載
機(jī)械制造工藝學(xué)課程設(shè)計(jì) (2)
格式:pdf
大小:1019KB
頁數(shù):35P
4.7
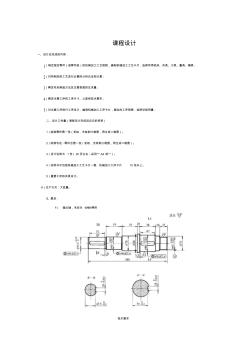
1 機(jī)械制造工藝學(xué) 課程設(shè)計(jì) 設(shè)計(jì)題目:撥叉機(jī)械加工工藝規(guī)程制定及 孔直徑42mm專用夾具設(shè)計(jì) 學(xué)生姓名劉艷娜 班級2014秋 學(xué)號1451001255806 指導(dǎo)教師孫偉 2 學(xué)號1451001255806學(xué)生姓名劉艷娜專業(yè)(班級) 設(shè)計(jì) 題目 拔叉工藝規(guī)程編制及孔直徑42mm夾具設(shè)計(jì) 設(shè) 計(jì) 技 術(shù) 參 數(shù) 圖一所示是ca6140車床撥叉型號831002的簡圖。毛坯材料為鑄鋼。中批量生產(chǎn),采用通用機(jī)床進(jìn) 行加工。試完成該零件的機(jī)械加工工藝設(shè)計(jì)及加工φ25h7孔鉆床夾具設(shè)計(jì)。 設(shè) 計(jì) 要 求 一、設(shè)計(jì)者必須發(fā)揮獨(dú)立思考能力,禁止抄襲他人成果,不允許雷同。積 極主動與指導(dǎo)教師流,每一進(jìn)展階段至少與指導(dǎo)教師交流二次。 二、設(shè)計(jì)成果: 1、夾具裝配圖一張,a1;
機(jī)械制造工藝學(xué)課程設(shè)計(jì)
格式:pdf
大小:186KB
頁數(shù):15P
4.7
機(jī)械制造工藝學(xué)課程設(shè)計(jì)說明書 第1頁共15頁 機(jī)械制造工藝學(xué)課程設(shè)計(jì)任務(wù)書 題目:齒輪軸零件機(jī)械加工工藝規(guī)程設(shè)計(jì) 內(nèi)容: 1、齒輪軸的零件圖一張 2、機(jī)械加工工藝過程卡片一張 3、齒輪齒面機(jī)械加工工序卡一張 4、課程設(shè)計(jì)說明書一份 班級:13機(jī)械 姓名:吳明其 學(xué)號:1310619022 指導(dǎo)教師:黃寧 機(jī)械制造工藝學(xué)課程設(shè)計(jì)說明書 第2頁共15頁 目錄 序言.......................................................................................................3 零件圖(附圖).............................................................錯誤!未定義書簽。
機(jī)械制造工藝學(xué)小抄熱門文檔
《機(jī)械制造工藝學(xué)》復(fù)習(xí)提要
格式:pdf
大小:378KB
頁數(shù):10P
4.4
《機(jī)械制造工藝學(xué)》綜合學(xué)習(xí)復(fù)習(xí)提要 機(jī)械制造工藝學(xué)是機(jī)械制造與機(jī)電專業(yè)開設(shè)地一門重要地專業(yè)課.為了幫助同學(xué)們進(jìn)行綜 合復(fù)習(xí),現(xiàn)將有關(guān)課程要點(diǎn)及要求以簡要總結(jié)和訓(xùn)練題地形式分述如下: 一、復(fù)習(xí)要點(diǎn) 機(jī)械加工工藝規(guī)程制訂 此乃該課程地重點(diǎn)內(nèi)容之-. 1.基本概念: <1)了解機(jī)械加工工藝過程地組成: a)掌握工序地概念、劃分及構(gòu)成工序地四個要素, b)掌握工步地概念及其劃分. c)掌握走刀、安裝、工位地概念及劃分. d)掌握生產(chǎn)綱領(lǐng)地概念、計(jì)算、生產(chǎn)類型地劃分, e)掌握各生產(chǎn)類型地特點(diǎn)及應(yīng)用. <2)機(jī)械加工工藝規(guī)程 a)了解機(jī)械加工工藝規(guī)程地作用; b)制訂工藝規(guī)程地基本原則. c)所需原始資料及步驟, d)掌握常見工藝文件地類型及各類型地特點(diǎn)及應(yīng)用. 2.零件地工藝分析: 掌握零點(diǎn)件結(jié)構(gòu)工藝性地概念及示例.

機(jī)械制造工藝學(xué)實(shí)驗(yàn)指導(dǎo)書
格式:pdf
大小:1.5MB
頁數(shù):22P
4.7
機(jī)械制造工藝學(xué)實(shí)驗(yàn)指導(dǎo)書 李蔚余朋編 中南大學(xué)機(jī)電學(xué)院制造系 目錄 實(shí)驗(yàn)一、加工誤差的統(tǒng)計(jì)分析????????????????????2 實(shí)驗(yàn)二、組合夾具的設(shè)計(jì)、組裝與調(diào)整????????????????7 實(shí)驗(yàn)一加工誤差的統(tǒng)計(jì)分析 一、實(shí)驗(yàn)的任務(wù)、性質(zhì)和目的 1、任務(wù):在調(diào)整好的無心磨床上連續(xù)加工一批同樣尺寸的試件,測量其加工尺寸,對 測得的數(shù)據(jù)進(jìn)行不同的處理,以鞏固機(jī)制工藝學(xué)課程中所學(xué)到的有關(guān)加工誤差統(tǒng)計(jì)分析方法 的基本理論知識,并用來分析此工序的加工精度。 2、性質(zhì):綜合性實(shí)驗(yàn)。 3、目的: (1)掌握加工誤差統(tǒng)計(jì)分析方法的基本原理和應(yīng)用。 (2)掌握樣本數(shù)據(jù)的采集與處理方法,要求:能正確地采集樣本數(shù)據(jù),并能通過對樣本 數(shù)據(jù)的處理,正確繪制出加工誤差的實(shí)驗(yàn)分布曲線和圖。 (3)能對實(shí)驗(yàn)分布曲線和圖進(jìn)行正確地分析,對加工誤差的性質(zhì)、工序能力及工藝
機(jī)械制造工藝學(xué)課程設(shè)計(jì)
格式:pdf
大小:385KB
頁數(shù):34P
4.5
1 撫順電大 機(jī)械制造專業(yè)(本科) 《機(jī)械制造工藝學(xué)》課程設(shè)計(jì) 教學(xué)班∶******(本) 姓名∶** 學(xué)號∶**** 指導(dǎo)老師∶張琳琳 2011年5月15日 2 目錄 目錄....................................................................2 1緒論.................................................................3 2零件分析..............................................................2 3工藝規(guī)程設(shè)計(jì)..........................................................3

機(jī)械制造工藝學(xué)知識點(diǎn)
格式:pdf
大小:29KB
頁數(shù):4P
4.4
機(jī)械制造工藝學(xué)復(fù)習(xí)資料 第1頁 機(jī)械制造工藝學(xué)知識點(diǎn)總結(jié) 1.在車床中頂尖定位屬于精基準(zhǔn)。 2.淬火處理一般放置在半精加工之后。 3.工序余量的公差等于上道工序與本道工序之和。 4.裝配占總成本的百分比(未找到,自己找) 5.夾具在機(jī)床上的安裝誤差為常值誤差。 6.對滾動軸承施加預(yù)緊力的目的是提高其剛度。 7.通常用什么來表示機(jī)床對某種加工方法的勝任能力(工序能力系數(shù)) 8.誤差的復(fù)映所影響的加工誤差為變值誤差。 9.制造從廣義上理解為離散型生產(chǎn)。 10.隨行夾具的含義: 11.通用機(jī)床通常用于單件小批量生產(chǎn)。 12.竟可能采用不完全定位這一說法是錯誤的。 13.粗加工定位基準(zhǔn)的概念: 14.零件的生產(chǎn)綱領(lǐng):在計(jì)劃期內(nèi),應(yīng)當(dāng)生產(chǎn)的產(chǎn)品產(chǎn)量和進(jìn)度計(jì)劃為生產(chǎn)綱領(lǐng)。 15.通常而言,粗基準(zhǔn)只能使用一次。 16.誤差復(fù)映系數(shù)與剛度成反比。 17.普通車床加工
$$$$$$機(jī)械制造工藝學(xué)典型習(xí)題集
格式:pdf
大小:916KB
頁數(shù):48P
4.3
機(jī)械制造工藝學(xué)典型習(xí)題集 第1頁共48頁 一、填空 1.獲得形狀精度的方法有_軌跡法_、成形法、_展成法_。 2.主軸回轉(zhuǎn)作純徑向跳動及漂移時,所鏜出的孔是_橢圓__形。 3.零件的加工質(zhì)量包括_加工精度_和_加工表面質(zhì)量__。 4.表面殘余_拉_(拉或壓)應(yīng)力會加劇疲勞裂紋的擴(kuò)展。 5.車削加工時,進(jìn)給量增加會使表面粗糙度_變大_。 6.切削液的作用有冷卻、_潤滑__、清洗及防銹等作用。 7.磨削加工的實(shí)質(zhì)是磨粒對工件進(jìn)行_刻劃_、__滑擦(摩擦拋光)和切削三種作用的綜合過程。 8.產(chǎn)品裝配工藝中對“三化”程度要求是指結(jié)構(gòu)的標(biāo)準(zhǔn)化、通用化和系列化。 9.尺寸鏈的特征是_關(guān)聯(lián)性和_封閉性_。 10.零件光整加工的通常方法有_珩磨_、研磨、超精加工及_拋光_等方法。 11.機(jī)械加工工藝規(guī)程實(shí)際上就是指規(guī)定零件機(jī)
機(jī)械制造工藝學(xué)小抄精華文檔
 機(jī)械制造工藝學(xué)課程教改嘗試
機(jī)械制造工藝學(xué)課程教改嘗試 機(jī)械制造工藝學(xué)課程教改嘗試
格式:pdf
大小:302KB
頁數(shù):3P
4.7
分析制造工藝學(xué)的教學(xué)內(nèi)容、教學(xué)方法、教學(xué)手段的改進(jìn),探討了科技迅猛發(fā)展的今天,機(jī)械制造工藝學(xué)教學(xué)改革的方向。

機(jī)械制造工藝學(xué)實(shí)驗(yàn)指導(dǎo)書
格式:pdf
大小:225KB
頁數(shù):15P
4.4
1 機(jī)械制造工藝學(xué) 實(shí)驗(yàn)指導(dǎo)書 福州大學(xué)機(jī)械工程及自動化學(xué)院機(jī)電工程系 2007.2 2 實(shí)驗(yàn)一定位原理、定位元件及夾具組成觀摩實(shí)踐 1.實(shí)驗(yàn)?zāi)康?(1)通過具體實(shí)物觀摩實(shí)踐,加深學(xué)生對定位原理的理解,直觀地 認(rèn)識完全定位和不完全定位方式的實(shí)際應(yīng)用。 (2)了解常用夾具的構(gòu)造和組成,增強(qiáng)對夾具構(gòu)造的感性認(rèn)識。 (3)熟悉常用的定位方式和定位元件,加深對常用定位元件結(jié)構(gòu)和 功能的認(rèn)識。 (4)熟悉“一面兩銷”定位方案的特點(diǎn)。 (5)鞏固課堂所學(xué)理論知識,培養(yǎng)學(xué)生分析問題、解決問題的能力。 2.實(shí)驗(yàn)所用設(shè)備或模型 各種定位元件、各種典型夾具實(shí)物模型。 3.要求 (1)學(xué)生在觀摩實(shí)踐之前,應(yīng)復(fù)習(xí)或預(yù)習(xí)教材或課堂筆記上的相關(guān) 內(nèi)容,帶著若干相關(guān)問題在實(shí)踐中求答案。 (2)學(xué)生在實(shí)踐
機(jī)械制造工藝學(xué)課程設(shè)計(jì) (2)
格式:pdf
大小:271KB
頁數(shù):18P
4.4
機(jī)械制造工藝學(xué)30天課程設(shè)計(jì) 題目:車床主軸機(jī)械加工工藝設(shè)計(jì) 內(nèi)容: 1、車床主軸的零件圖1張 2、機(jī)械加工工藝過程綜合卡片2張 3、機(jī)械加工工序卡25張 4、課程設(shè)計(jì)說明書1份 班級: 姓名: 指導(dǎo)教師: 序言 機(jī)械制造工藝及設(shè)備畢業(yè)設(shè)計(jì)是我們完成本專業(yè)教學(xué)計(jì)劃的一 個極為重要的實(shí)踐性教學(xué)環(huán)節(jié),是使我們綜合運(yùn)用所學(xué)過的基本課 程,基本知識與基本技能去解決專業(yè)范圍內(nèi)的工程技術(shù)問題而進(jìn)行的 一次基本訓(xùn)練。 我們在完成課程設(shè)計(jì)的同時,也培養(yǎng)了我們正確使用技術(shù)資料, 國家標(biāo)準(zhǔn),有關(guān)手冊,圖冊等工具書,進(jìn)行設(shè)計(jì)計(jì)算,數(shù)據(jù)處理,編 寫技術(shù)文件等方面的工作能力,也為我們以后的工作打下堅(jiān)實(shí)的基 礎(chǔ),所以我們要認(rèn)真對待這次綜合能力運(yùn)用的機(jī)會! 其主要目的是: 1.培養(yǎng)學(xué)生綜合分析和解決本專業(yè)的一般工程問題的獨(dú)立能力, 拓寬和深化所學(xué)的知識。 2.培養(yǎng)學(xué)生樹立正確的設(shè)計(jì)思想,
《船舶機(jī)械制造工藝學(xué)》
格式:pdf
大小:291KB
頁數(shù):11P
4.5
1 《船舶機(jī)械制造工藝學(xué)》復(fù)習(xí)題 一.填空題 1.加工誤差可分為:系統(tǒng)誤差及隨機(jī)誤差。 2.系統(tǒng)誤差可分為:常值系統(tǒng)誤差及變值系統(tǒng)誤差。 3.加工誤差的統(tǒng)計(jì)方法主要有分布曲線法及點(diǎn)圖法。 4.機(jī)械制造系統(tǒng)一般由物質(zhì)子系統(tǒng)、信息子系統(tǒng)與能量子系統(tǒng)等組成。 5.工藝過程由鑄鍛造、機(jī)械加工、熱處理、裝配等工藝過程組成。 6.機(jī)械加工過程由工序、安裝、工位、工步、走刀組成。 7.生產(chǎn)類型可分為單件生產(chǎn)、成批生產(chǎn)和大量生產(chǎn)。 8.機(jī)械零件的加工質(zhì)量包括:加工精度及表面質(zhì)量。 9.影響加工精度的機(jī)床誤差主要有以下幾個方面:機(jī)床主軸的誤差;機(jī)床導(dǎo)軌 的誤差;機(jī)床軸線與導(dǎo)軌的平行度誤差;機(jī)床傳動鏈誤差。 10.機(jī)床主軸的回轉(zhuǎn)誤差可以分為三種基本形式:純徑向跳動、純角度
《機(jī)械制造工藝學(xué)》課程教學(xué)探討 《機(jī)械制造工藝學(xué)》課程教學(xué)探討
格式:pdf
大小:436KB
頁數(shù):3P
4.3
教學(xué)過程是由教師的“教”和學(xué)生的“學(xué)”所組成的雙邊活動。在這一過程中,教師起主導(dǎo)作用,學(xué)生居主體地位,二者互相聯(lián)系,互相依存,互相促進(jìn)。但教學(xué)效果的好壞,教學(xué)任務(wù)的完成,最終要通過學(xué)生智能的增進(jìn)和提高表現(xiàn)出來。因此教師的主導(dǎo)作用在于將學(xué)生正確、巧妙地引導(dǎo)到各學(xué)科的知識海洋中去,努力為學(xué)生創(chuàng)造出良好的情境,授以思維方法,激發(fā)其求知欲望,使他們充分發(fā)揮提高自身智能水平的主體作用。
機(jī)械制造工藝學(xué)小抄最新文檔

機(jī)械制造工藝學(xué)課程設(shè)計(jì)-工藝設(shè)計(jì)
格式:pdf
大小:538KB
頁數(shù):28P
4.3
1 目錄 第一章零件的工藝分析及生產(chǎn)類型的確定...............................................................................4 一、技術(shù)要求...........................................................................................................................4 二、審查零件的工藝性...........................................................................................................4 三、確定零件的生產(chǎn)類型..........................

機(jī)械制造工藝學(xué)實(shí)驗(yàn)指導(dǎo)書 (3)
格式:pdf
大小:1.3MB
頁數(shù):16P
4.6
實(shí)驗(yàn)一、沖壓模具拆裝實(shí)驗(yàn) 一、實(shí)驗(yàn)注意事項(xiàng): 1、在拆裝過程中必須注意安全,以免手被化傷、壓傷。 2、每次在模具拆裝之前,必須檢查模具上、下表面以及桌面,看他們是否干凈 或有贓物,并將其處理干凈。 3、裝拆沖壓模具零部件時,要保證位置正確,牢固可靠,重要的是要保證一定 的垂直度。在拆、裝過程中,只能用銅棒或木錘輕擊,以防損壞模具。 4、實(shí)驗(yàn)完畢,要把沖壓模具安裝復(fù)原、放回原處。收拾工具,打掃實(shí)驗(yàn)臺,經(jīng) 指導(dǎo)老師同意后,方可離開實(shí)驗(yàn)室。 二、實(shí)驗(yàn)?zāi)康募耙螅?實(shí)驗(yàn)?zāi)康模?1、了解沖壓模具的結(jié)構(gòu)與工作原理,各零部件的功能與作用。 2、掌握沖壓模具的拆裝過程,了解拆裝步驟與沖壓工藝,提高動手能力。 3、通過沖壓模具的拆裝實(shí)驗(yàn),對模具及各部件進(jìn)行實(shí)測,掌握模具設(shè)計(jì)及各部 件的計(jì)算方法。 4、了解模具各零部件在模具中的位置,掌握其調(diào)整方法。 實(shí)驗(yàn)要求: 1、根據(jù)所給模具,分析并
機(jī)械制造工藝學(xué)課程設(shè)計(jì)題目剖析
格式:pdf
大小:1.3MB
頁數(shù):8P
4.6
課程設(shè)計(jì) 一、設(shè)計(jì)應(yīng)完成的內(nèi)容: )制定指定零件(或零件組)的機(jī)械加工工藝規(guī)程,編制機(jī)械加工工藝卡片,選擇所用機(jī)床、夾具、刀具、量具、輔具; )對所制定的工藝進(jìn)行必要的分析論證和計(jì)算; )確定毛坯制造方法及主要表面的總余量; )確定主要工序的工序尺寸、公差和技術(shù)要求; )對主要工序進(jìn)行工序設(shè)計(jì),編制機(jī)械加工工序卡片,畫出的工序簡圖,選擇切削用量; 二、設(shè)計(jì)工作量(課程設(shè)計(jì)完成后應(yīng)交的資料) 1)繪制零件圖一張(機(jī)繪,先繪制三維圖,再生成二維圖)。 2)繪制毛坯-零件合圖一張(機(jī)繪,先繪制三維圖,再生成二維圖)。 3)設(shè)計(jì)說明書1份(20頁左右--采用“a4紙”)。 4)說明書中包括機(jī)械加工工藝卡片一套、機(jī)械加工工序卡片10張以上。 5)重要工序的夾具設(shè)計(jì)。 6)生產(chǎn)方式:大批量。 3、題目: 1)輸出軸,毛坯為φ90棒料 技術(shù)要求 1.調(diào)質(zhì)處理28~32hrc。3
機(jī)械制造工藝學(xué)實(shí)驗(yàn)指導(dǎo)書(WORD07)
格式:pdf
大小:646KB
頁數(shù):8P
4.6
1 機(jī)械制造工藝學(xué)實(shí)驗(yàn) 實(shí)驗(yàn)一車床靜剛度測量 一、實(shí)驗(yàn)?zāi)康?1.通過本實(shí)驗(yàn),熟悉車床靜剛度測量的原理方法和步驟 2.通過對車床靜剛度的實(shí)測和分析,對機(jī)床的靜剛度和工藝系統(tǒng)的靜剛度的基本概念加深 認(rèn)識 3.了解實(shí)驗(yàn)儀器的布置和調(diào)整,熟悉其使用方法 二、基本概念 工藝系統(tǒng)的靜剛度是指車床在靜止?fàn)顟B(tài)下,垂直主軸的切削力py與工件在y向的位移的比 值: 三、實(shí)驗(yàn)原理 1.由于靜剛度儀和模擬車刀的剛度很大,在實(shí)驗(yàn)的加載范圍內(nèi)所產(chǎn)生的變形很小可以忽略 不計(jì)。這樣所測得的變形可以完全是車床各部的變形,這樣就可以把工藝系統(tǒng)的靜剛度 和車床的靜剛度等同起來。 2.為模擬車床實(shí)際切削狀態(tài),使之在xyz三個方向都有切削力載荷,并可以調(diào)整到一般切 削條件下的px、py、pz三個力的比值,采用三向剛度測定儀。該儀器是通過加載機(jī)構(gòu)和 測力環(huán),再經(jīng)過弓形體和模擬車刀,對車床施加載荷,模
機(jī)械制造工藝學(xué)試卷及答案01
格式:pdf
大小:195KB
頁數(shù):6P
4.7
試題名稱:機(jī)械制造工藝學(xué) 一、是非題(10分) 1.只增加定位的剛度和穩(wěn)定性的支承為可調(diào)支承。(×) 2.機(jī)械加工中,不完全定位是允許的,而欠定位則不允許。(√) 3.一面雙銷定位中,菱形銷長軸方向應(yīng)垂直于雙銷連心線。(√) 4.裝配精度要求不高時,可采用完全互換法。(×) 5.車削細(xì)長軸時,工件外圓中間粗兩頭細(xì),產(chǎn)生此誤差的主要原因是工藝系統(tǒng)剛度差。 (√) 6.機(jī)床的熱變形造成的零件加工誤差屬于隨機(jī)性誤差。(×) 7.機(jī)床的傳動鏈誤差是產(chǎn)生誤差復(fù)映現(xiàn)象的根本原因。(×) 8.工序集中則使用的設(shè)備數(shù)量少,生產(chǎn)準(zhǔn)備工作量小。(×) 9.工序余量是指加工內(nèi)、外圓時加工前后的直徑差。(×) 10.工藝過程包括生產(chǎn)過程和輔助過程兩個部分。(×) 二、填空(30分) 1.機(jī)械加工中,加工階段劃分為(粗加工)、(半精加工)
《機(jī)械制造工藝學(xué)》實(shí)驗(yàn)報(bào)告(10頁)優(yōu)質(zhì)版
格式:pdf
大小:66KB
頁數(shù):5P
4.4
中北大學(xué) 《機(jī)械制造工藝學(xué)》實(shí)驗(yàn)報(bào)告 姓名: 學(xué)號: 學(xué)院(系): 專業(yè): 2011年12月 實(shí)驗(yàn)一剛度實(shí)驗(yàn) 一.實(shí)驗(yàn)?zāi)康?1.了解機(jī)床(包括夾具)—工件—刀具所組成的工藝系統(tǒng)是一彈性系統(tǒng); 2.了解機(jī)床剛度對加工精度的影響; 3.熟悉機(jī)床動剛度的測定方法; 4.鞏固和驗(yàn)證所學(xué)工藝系統(tǒng)剛度和誤差復(fù)映的概念。 二.實(shí)驗(yàn)內(nèi)容 用動載荷測定法測定機(jī)床部件剛度。 三.實(shí)驗(yàn)記錄 1.實(shí)驗(yàn)條件: 機(jī)床名稱、型號及規(guī)格:c620-1普通車床。 刀具名稱及材料:硬質(zhì)合金外圓車刀。幾何形狀及參數(shù):kr=45°,r0=10°,λs=0° 走刀量:0.1 量具:175-200千分尺、游標(biāo)卡 毛坯(試件)材料:45號鋼 2.實(shí)驗(yàn)記錄及結(jié)果: 表1 尺 寸 及 位置 毛坯零件 =零件 毛坯 d1(mm)d2(mm)12dd毛坯d1(mm)d2(mm)d1
《機(jī)械制造工藝學(xué)》課程設(shè)計(jì)改革嘗試 《機(jī)械制造工藝學(xué)》課程設(shè)計(jì)改革嘗試
格式:pdf
大小:225KB
頁數(shù):1P
4.7
《機(jī)械制造工藝學(xué)》是一門與生產(chǎn)實(shí)踐有著密切聯(lián)系的課程,其實(shí)踐性強(qiáng),且涉及知識面廣,是我院機(jī)電專業(yè)的主要專業(yè)課,課程設(shè)計(jì)是該課重要的實(shí)踐環(huán)節(jié)之一,直接關(guān)系著學(xué)生學(xué)習(xí)該課的效果。
機(jī)械制造工藝學(xué)精品資源共享課建設(shè)探索 機(jī)械制造工藝學(xué)精品資源共享課建設(shè)探索
格式:pdf
大小:49KB
頁數(shù):未知
4.7
高校進(jìn)行精品資源共享課程建設(shè)對于高等教育界來說意義深遠(yuǎn),不僅有利于國內(nèi)的高等教育建設(shè),同時也很大程度上提高了學(xué)生素質(zhì),且教學(xué)效果已經(jīng)初步展現(xiàn)出來。經(jīng)過中北大學(xué)的機(jī)械制造工藝學(xué)的精品資源共享建設(shè)表明教學(xué)內(nèi)容的優(yōu)化可以提高授課質(zhì)量,與此同時給課堂教學(xué)內(nèi)容添加了視頻文字以及一些具體的方法。

機(jī)械制造工藝學(xué)實(shí)驗(yàn)指導(dǎo)書 (2)
格式:pdf
大小:8KB
頁數(shù):4P
4.6
《機(jī)械制造工藝學(xué)》 實(shí)驗(yàn)指導(dǎo)書 總體要求: 《機(jī)械制造工藝學(xué)》為機(jī)械類專業(yè)非常重要的專業(yè)基礎(chǔ)課程。 本實(shí)驗(yàn)指導(dǎo)書結(jié)合該課程中的關(guān)鍵內(nèi)容機(jī)床——工件——刀具——夾具為核 心,按照當(dāng)前學(xué)校的具體條件,比較精煉地設(shè)計(jì)了“加工方法及加工裝備的歸納 與調(diào)研”、“重點(diǎn)夾具的使用”和“加工質(zhì)量測量與分析”三個實(shí)驗(yàn)。 完成這些實(shí)驗(yàn)的目的是:通過實(shí)驗(yàn),使課程中涉及到的基本概念及基本理論 得到實(shí)際而形象化的鞏固與提高,努力做到以“深刻領(lǐng)會透徹理解主動思考” 的模式進(jìn)行專業(yè)課的學(xué)習(xí),杜絕“死記硬背”甚至“窮于應(yīng)付”的狀態(tài)。 為使學(xué)生能通過自己主動學(xué)習(xí)、不斷提出和解決問題、漸次深入、較高質(zhì)量 完成實(shí)驗(yàn),在實(shí)驗(yàn)時間安排上采取比較機(jī)動的方式——在明確實(shí)驗(yàn)要求、達(dá)到實(shí) 驗(yàn)?zāi)康牡那疤嵯拢瑑H建議應(yīng)該完成實(shí)驗(yàn)的時間段,由學(xué)生與教師共同商定具體實(shí) 施的時間,并沒有次數(shù)的限制。 學(xué)生可以3~4人自由組成實(shí)驗(yàn)小組(小組組成成

機(jī)械制造工藝學(xué)課程設(shè)計(jì)任務(wù)書
格式:pdf
大小:1.0MB
頁數(shù):10P
4.4
機(jī)械制造工藝學(xué) 課程設(shè)計(jì)指導(dǎo)書 山東建筑大學(xué) 2011.12 機(jī)械制造工藝學(xué)課程設(shè)計(jì)指導(dǎo) 一、設(shè)計(jì)目的 機(jī)械制造工藝學(xué)課程設(shè)計(jì)的目的是讓學(xué)生在學(xué)習(xí)了機(jī)械制造工藝學(xué)和 進(jìn)行了校內(nèi)外的生產(chǎn)實(shí)習(xí)之后讓學(xué)生獲得綜合運(yùn)用過去所學(xué)過的全部課程 進(jìn)行工藝及結(jié)構(gòu)設(shè)計(jì)的基本能力。同時,課程設(shè)計(jì)也是為了畢業(yè)設(shè)計(jì)進(jìn)行一 次綜合訓(xùn)練和準(zhǔn)備。機(jī)械制造工藝學(xué)的課程設(shè)計(jì)可以使學(xué)生在下述三方面得 到鍛煉: (1)能把機(jī)械制造工藝學(xué)課程中的基本理論和在校內(nèi)外生產(chǎn)實(shí)習(xí)中學(xué) 到的實(shí)踐知識有機(jī)的相結(jié)合,從而解決零件在加工中的定位、夾緊以及工藝 路線安排、工藝尺寸確定等問題,從而確保零件的加工質(zhì)量。 (2)提高學(xué)生的機(jī)械結(jié)構(gòu)設(shè)計(jì)能力。通過針對某一典型零件的夾具(或量 具)的設(shè)計(jì),從而使學(xué)生能夠通過所給出的被加工零件的加工要求,設(shè)計(jì)出 高效率、低成本、裝夾簡單、省力、省時而能保證加工質(zhì)量的夾具的能力。 (3)鍛煉學(xué)生使用手冊及圖
機(jī)械制造工藝學(xué)小抄相關(guān)
文輯推薦
知識推薦
百科推薦


職位:工藝工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


