

金屬絲規(guī)格表
格式:pdf
大小:27KB
頁數(shù):2P
人氣 :88
 4.4
4.4
鋼絲 銅絲 鋁絲 銀絲 鎳絲 鎢絲 鉻絲 0.1 0.12 0.13 0.04 0.16 0.13 0.29 0.16 0.2 0.25 0.27 0.09 0.34 0.27 0.60 0.22 4 0.4 0.99 1.07 0.34 1.37 1.04 2.40 0.87 6 0.5 1.54 1.67 0.53 2.08 1.63 3.76 1.36 8 0.6 2.22 2.40 0.76 3.00 2.32 5.40 1.94 10 0.7 3.02 3.27 1.05 4.07 3.19 7.35 2.65 12 0.8 3.95 4.27 1.53 5.34 4.16 9.61 3.47 13 0.9 4.99 5.41 1.72 6.74 5.29 12.13 4.40 14 1.0 6.17 6.68 2.12 8.32 6.52 3.00 5.42 15 1.2 8.



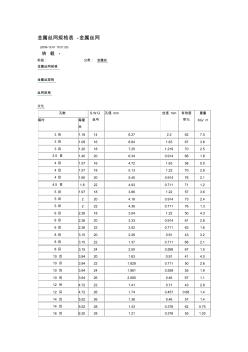
金屬絲網(wǎng)規(guī)格表
格式:pdf
大小:35KB
頁數(shù):2P
金屬絲網(wǎng)規(guī)格表-金屬絲網(wǎng) (2009-12-0110:21:20) 轉(zhuǎn)載▼ 標(biāo)簽: 金屬絲網(wǎng)規(guī)格 金屬絲規(guī)格 絲網(wǎng)規(guī)格 文化 分類:金屬絲 孔數(shù)s.w.g 絲號 孔徑mm絲徑mm有效面 積% 重量 kg/㎡每吋每厘 米 3目1.18146.272.2627.0 3目1.08166.841.63673.8 3目1.20187.251.219702.5 3.5目1.40206.340.914661.8 4目1.57164.721.63585.0 4目1.57185.131.22702.9 4目1.60205.450.914762.1 4.5目1.8224.930.711711.2 5目1.97183.861.22573.6
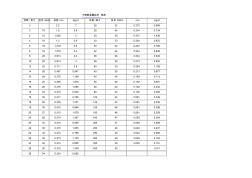
不銹鋼金屬絲網(wǎng)規(guī)格
格式:pdf
大小:28KB
頁數(shù):1P
不銹鋼金屬絲網(wǎng)規(guī)格 目數(shù)/英寸絲號swg絲徑mmkg/m2目數(shù)/英寸絲號swgmmkg/m2 32.2728320.2730.999 3161.63.828340.2340.734 4161.626530300.3151.438 4181.22.930330.2540.870 5181.2193.630340.2340.789 6181.2194.332340.2340.839 8200.9143.236340.2340.943 10200.914438350.2130.833 12220.7112.940330.2541.159 14260.4570.94740350.2130.877 14280.3761.1484
編輯推薦下載
金屬絲拉拔工藝
格式:pdf
大小:38KB
頁數(shù):2P
4.5
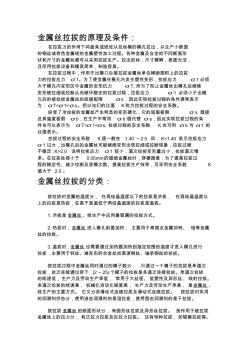
金屬絲拉拔的原理及條件: 在拉拔力的作用下將盤條或線坯從拉絲模的模孔拉出,以生產(chǎn)小斷面 的鋼絲或有色金屬線的金屬塑性加工過程。各種金屬及合金的不同斷面形 狀和尺寸的金屬絲都可以采用拉拔生產(chǎn)。拉出的絲,尺寸精確,表面光潔, 且所用拉拔設(shè)備和模具簡單,制造容易。 在拉拔過程中,作用于出模口處被拉拔金屬絲單位橫斷面積上的拉拔 力的拉拔應(yīng)力σ1。為了使金屬在模孔內(nèi)發(fā)生塑性變形,拉拔應(yīng)力σ1必須 大于模孔內(nèi)變形區(qū)中金屬的變形抗力σt;而為了防止金屬絲出模孔后繼續(xù) 變形被拉細(xì)或拉斷從而破壞穩(wěn)定的拉拔過程,拉拔應(yīng)力σ1必須小于出模 孔后的被拉拔金屬絲的屈服極限σs,因此實現(xiàn)拉拔過程的條件通常表示 為:σt<σ1<σs。把以與們的比值k稱為拉拔過程的安全系數(shù)。 經(jīng)受了冷拉拔的金屬絲產(chǎn)生明顯的變形硬化,它的屈服極限σs值接 近其強(qiáng)度極限σb,在生產(chǎn)中常用σb值代替σs,因此實

金屬絲印工藝
格式:pdf
大小:24KB
頁數(shù):4P
4.5
金屬絲印的前處理工藝 在金屬表面上進(jìn)行絲網(wǎng)印刷,其表面必須經(jīng)過前處理。金屬表面的前處理工藝,也稱為印前加工。金屬表 面的前處理有多種方式,如除油、拋光、拉絲、氧化、砂面處理、噴漆等。這些工藝可以按照產(chǎn)品的不同 要求,根據(jù)底層材料的情況,單獨或配合使用,以達(dá)到預(yù)期的效果。 鋁合金標(biāo)牌是絲網(wǎng)印刷業(yè)接觸最多的產(chǎn)品,下面以鋁合金表面處理為代表,簡要介紹金屬絲印的前處理工 藝。鋁合金標(biāo)牌前處理的目的主要有兩個:一是裝飾性,即去除鋁板材料的一些缺陷增加其表面的美觀程 度;二是工藝性,即借助與一些前處理工藝改變材料表面光潔程度,以增強(qiáng)印刷涂料在其上面的附著力。 鋁合金板材的前處理方法很多,簡介如下: 一、除油處理 除油屬于工藝性前處理。為了使鋁板表面對印刷涂料有一定的親和性,要求把板材表面的油污去除。一般 封裝油污可用細(xì)軟鋸末擦除,機(jī)械加工中的油污則可以用有機(jī)溶劑擦洗或用堿性溶液化學(xué)除油。常用的
金屬絲規(guī)格表熱門文檔


金屬指標(biāo)查詢表刺鋼絲規(guī)格和重量
格式:pdf
大小:11KB
頁數(shù):1P
4.6
656.4156 757.2139 1007.9127 1258.6116 6510.991.8 7511.586.9 10013.076.9 12514.071.4 (2)表列刺鋼絲的“每kg長度”和“重量”,僅供參考。 刺鋼絲又名刺鐵絲,俗 稱“花園鉛絲”(因常 作花園圍墻籬笆之用, 故名),系以鍍鋅鋼絲 經(jīng)機(jī)器鉸纏而成(一般 用#12或 # 14鋼絲制作) 。適于作各種圍墻(尤 其是公園圍墻和臨時建 筑場地的圍墻)籬 笆或障礙物用。 12 14 注(1)刺鋼絲規(guī)格的注寫方法為“鋼絲直徑(號數(shù))x尖數(shù)x刺間距離 ”,或“鋼絲直徑(號數(shù))x刺間距離”。 刺鋼絲規(guī)格和重量 說明和用途 鋼絲劃號 (號) 刺間距離 (mm) 每kg長度 (m) 重量 (kg/km)

金屬絲網(wǎng)進(jìn)口商名錄
格式:pdf
大小:163KB
頁數(shù):29P
4.3
金屬絲網(wǎng)國際進(jìn)口商名錄_郵箱 1.prosep,ltd. prosep@prosep-ltd.com 國家(地區(qū))美國 雇員人數(shù)8成立時間1991年 數(shù)據(jù)來源展覽會更新時間2010年5月13日 已被購買次數(shù) 99查看購買記錄 是否有對華貿(mào)易否 企業(yè)類型進(jìn)口商 主要進(jìn)口國(地區(qū))世界各國 主要進(jìn)口商品水處理設(shè)備廢水處理設(shè)備資本設(shè)備離子交換器雷達(dá)測距器澄清器壓濾機(jī)金屬絲網(wǎng)篩 主要進(jìn)口商品英文watertreatment,wastewatertreatment,capitalequipment,ionexchange,ro systems,clarifiers,filterpresses,wirescreens 2.texasstonedesigns
 X射線照相法測量超細(xì)金屬絲直徑
X射線照相法測量超細(xì)金屬絲直徑 X射線照相法測量超細(xì)金屬絲直徑
格式:pdf
大小:436KB
頁數(shù):2P
4.4
本文基于x射線照相技術(shù)與數(shù)字圖像處理方法,實現(xiàn)了對超細(xì)金屬絲直徑的測量。與掃描電鏡測量結(jié)果對比分析表明,該方法對超細(xì)金屬絲直徑的測量具有較高的置信度,測量不確定度分析表明,其合成測量不確定度在0.27μm左右。

金屬絲規(guī)格表精華文檔
淺談金屬絲網(wǎng)印刷
格式:pdf
大小:320KB
頁數(shù):5P
4.6
淺談金屬絲網(wǎng)印刷 【天意數(shù)字快印】金屬絲印的范圍很廣,可印刷各類標(biāo)志根、面板、標(biāo)牌 及金屬成型品等。它們大都用直接印刷來裝飾,在絲印技巧上無多大差別,只是 金屬制品都屬耐用品,表面裝飾性要求更高、更耐用,因此印前多進(jìn)行表面處理, 如表面涂層、電鍍、陽極氧化或機(jī)械打毛(旅紋、拉絲)等。印刷時,要保證表 面的潔凈,因此作業(yè)時務(wù)必戴手套。若處理過的表面上積有油脂、指紋及灰塵等 污跡,必須用三氯乙烯、稀釋劑和汽油等溶劑洗除。另外,根據(jù)金屬的表面性能 選用適當(dāng)?shù)挠∷⒂湍绨被酒峒碍h(huán)氧烤漆的涂層面上,要用氨基及環(huán)氧樹脂 類熱固油墨;硝基清漆等自然干燥型的涂層上,可用溶劑揮發(fā)型或氧化干燥型油 墨,但必須慎用溶劑或稀釋劑,以防止破壞漆面,且在印刷后增涂一層罩光油, 以提高光澤和保護(hù)整個表面;金屬的電鍍表面也可用熱固油墨印刷,但須注意電 鍍層與金屬的熱膨脹系數(shù)之差,以控制加熱溫度,避免膨脹系數(shù)
燒結(jié)金屬絲網(wǎng)除塵技術(shù)的研究 燒結(jié)金屬絲網(wǎng)除塵技術(shù)的研究
格式:pdf
大小:1.1MB
頁數(shù):5P
4.4
建立燒結(jié)金屬絲網(wǎng)過濾器的二維結(jié)構(gòu)模型,定義了多孔介質(zhì)邊界條件,利用fluent6.1對過濾元件內(nèi)的二維氣體流動進(jìn)行數(shù)學(xué)模擬計算。由此分析了絲網(wǎng)過濾體內(nèi)的過濾狀況,闡述了燒結(jié)金屬絲網(wǎng)過濾除塵機(jī)理,將過濾過程分為4個階段;分析了過濾參數(shù)等對過濾壓降的影響。為金屬絲網(wǎng)過濾器的設(shè)計和優(yōu)化提供了一定的參考依據(jù)。
多層燒結(jié)金屬絲網(wǎng)在風(fēng)洞中的應(yīng)用 多層燒結(jié)金屬絲網(wǎng)在風(fēng)洞中的應(yīng)用
格式:pdf
大小:377KB
頁數(shù):4P
4.3
在跨超聲速風(fēng)洞中常采用在穩(wěn)定段上游安裝阻性消聲器或諧振腔式消聲器來降低暫沖式風(fēng)洞主回路的主調(diào)壓閥門、引射器或連續(xù)式風(fēng)洞的壓縮機(jī)等驅(qū)動風(fēng)洞的動力源所產(chǎn)生的氣流噪聲強(qiáng)度,達(dá)到抑制這些噪聲下傳影響風(fēng)洞試驗段流場動態(tài)品質(zhì)的效果。隨著技術(shù)的不斷更新特別是降噪技術(shù)的不斷發(fā)展,采用多層燒結(jié)金屬絲網(wǎng)作為一種新型的消聲裝置代替原有消聲器成為可能。針對這種新技術(shù)是否能達(dá)到降低風(fēng)洞氣流噪聲強(qiáng)度的目的,開展了試驗研究方法,通過引導(dǎo)性試驗證明,采用多層燒結(jié)金屬絲網(wǎng)的消聲效果優(yōu)于常規(guī)的消聲器,且出口氣流品質(zhì)得到較大改善,湍流度大幅度降低,可將這一技術(shù)運用到某超聲速風(fēng)洞中。通過性能測試,達(dá)到了預(yù)期目的,拓展了風(fēng)洞的降噪技術(shù)。


金屬絲網(wǎng)基礎(chǔ)知識
格式:pdf
大小:3.0MB
頁數(shù):10P
4.4
金屬絲網(wǎng)基礎(chǔ)知識 1.絲網(wǎng) 概述 絲網(wǎng)是絲和網(wǎng)的合稱,絲主要是指以金屬、非金屬為材質(zhì)加工成的絲;網(wǎng)是以絲為原 料,根據(jù)需求編織成不同形狀、密度和規(guī)格的網(wǎng)。絲指線材,如不銹鋼絲、鐵絲、鍍 鋅絲、黃銅絲、pvc絲等。網(wǎng)指用線材(絲)采用某種工藝加工而成的網(wǎng)狀制品,如 窗紗、鋼板網(wǎng)、沖孔網(wǎng)、護(hù)欄網(wǎng)、過濾網(wǎng)、輸送網(wǎng)帶、輸送帶,pvc網(wǎng)等。絲網(wǎng)是我 國傳統(tǒng)的工業(yè)品,在科研、生產(chǎn)和生活等許多領(lǐng)域具有廣泛的用途。隨著科學(xué)技術(shù)的 高速發(fā)展,目前絲網(wǎng)用途及石油、化工、汽車、造紙、食品、建筑、航空、航天等產(chǎn) 業(yè)和高科技領(lǐng)域。 絲網(wǎng)分類 絲網(wǎng)是對一類絲織品的大的歸類,又叫篩網(wǎng)。從材質(zhì)分類可分為:鐵絲網(wǎng),不銹鋼絲網(wǎng), 銅絲網(wǎng),稀有金屬網(wǎng)等。從編織方式分類可分為:平紋編織網(wǎng)。斜紋編織網(wǎng)。從生產(chǎn)工藝分 類可分為:編織網(wǎng),電焊網(wǎng),沖孔網(wǎng),沖拉網(wǎng)。從功能上分類就更廣泛了:過濾網(wǎng),護(hù)欄網(wǎng), 公路護(hù)
金屬絲規(guī)格表最新文檔

金屬絲網(wǎng)目的定義
格式:pdf
大小:6KB
頁數(shù):2P
4.4
在1英寸(25.41mm)長度內(nèi)的網(wǎng)孔數(shù)就是目數(shù)mesh,其單位是目/英寸,如: 在1英寸(25.41mm)長度內(nèi)的網(wǎng)孔數(shù)為100個,即經(jīng)度、緯度方向上各有100 個孔組成的1平方英寸的網(wǎng),有10000個網(wǎng)孔,其目數(shù)就是100目。 由于網(wǎng)孔是網(wǎng)面上絲間的開孔,每英寸上網(wǎng)孔數(shù)與絲的根數(shù)應(yīng)相等,所以也可以 這樣解釋:在1英寸(25.41mm)長度內(nèi)的經(jīng)線(或緯線)有100根絲,即經(jīng)度、 緯度方向上各有100根絲組成的1平方英寸的網(wǎng),有10000個網(wǎng)孔,其目數(shù)就是 100目。 由于歷史的原因,我國沿用了美國泰勒標(biāo)準(zhǔn)篩,國際標(biāo)準(zhǔn)篩也大致沿用的是這個 標(biāo)準(zhǔn),而法國、前蘇聯(lián)的篩制則是以厘米做為長度單位的,區(qū)別很大。英國和美 國的篩制小有區(qū)別,大致相同,日本的篩制又自成體系,很容易理解,由于每個 國家的鋼絲直徑不同,單位制不同(比如美國,至今對國際單位制

非常好的金屬絲網(wǎng)類產(chǎn)品分類介紹.
格式:pdf
大小:11.9MB
頁數(shù):33P
4.7
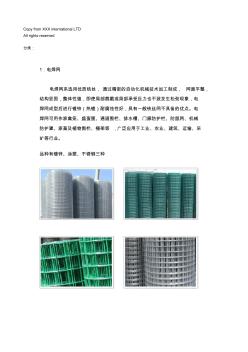
copyfromxxxinternationalltd allrightsreserved 分類: 1.電焊網(wǎng) 電焊網(wǎng)系選用優(yōu)質(zhì)鐵絲,通過精密的自動化機(jī)械技術(shù)加工制成,網(wǎng)面平整, 結(jié)構(gòu)堅固,整體性強(qiáng),即使局部裁截或局部承受壓力也不致發(fā)生松勁現(xiàn)象,電 焊網(wǎng)成型后進(jìn)行鍍鋅(熱鍍)耐腐蝕性好,具有一般鐵絲網(wǎng)不具備的優(yōu)點。電 焊網(wǎng)可用作家禽籠、盛蛋筐、通道圍欄、排水槽、門廊防護(hù)欄、防鼠網(wǎng)、機(jī)械 防護(hù)罩、家畜及植物圍欄、柵架等,廣泛應(yīng)用于工業(yè)、農(nóng)業(yè)、建筑、運輸、采 礦等行業(yè)。 品種有鍍鋅、涂塑、不銹鋼三種 (標(biāo)準(zhǔn)網(wǎng))30米卷寬度0.5米-1.8米 網(wǎng)眼 絲徑 英寸毫米 1/4"x1/4"6.4mmx6.4mm22,23,24 3/8"x3/8"10.6mmx10.6mm19,20,21,22 1/2"x1/2"12.7
最新金屬絲拉拔工藝
格式:pdf
大小:7KB
頁數(shù):3P
4.5
最新拉絲技術(shù)------干法拉絲 1.介紹: 現(xiàn)今,拉絲行業(yè)需要轉(zhuǎn)變生產(chǎn)方式:更低的成本,更好的質(zhì)量。此種加工方式的改變提供了更 好的產(chǎn)品質(zhì)量,優(yōu)勢如下: 拉絲速度增大; 拉絲效能,例如更長的拉絲模壽命; 縮減拉絲預(yù)處理,例如不需要機(jī)械除銹、不需要預(yù)涂層; 減少拉絲過程中的處理步驟,例如不需退火步驟; 根據(jù)產(chǎn)品質(zhì)量重復(fù)性的重要性,必須在拉絲過程中達(dá)到高的可靠性。 在金屬拉絲及其它金屬成型過程中,潤滑油對于產(chǎn)品質(zhì)量、加工效能和加工條件非常重要,具 有穩(wěn)定性能的潤滑油在拉絲模和金屬絲間有潤滑油膜,潤滑油壓力要求達(dá)到拉拔材料的拉緊力。 假定模具的平均壓力限制在0,5-2.5.在拉絲過程中,這一限制描述了拉絲模、金屬絲及材料 流動的復(fù)雜性之間潤滑油膜層上的摩擦學(xué)條件。 拉絲中用到的潤滑引帶劑,主要是磷酸鋅、硼砂和石灰。潤滑劑的基本元素一般來說是鈉、鈣 和鋁發(fā)泡劑。潤滑引帶劑和粉末金屬發(fā)泡
剛性燒結(jié)金屬絲網(wǎng)的孔徑計算 剛性燒結(jié)金屬絲網(wǎng)的孔徑計算
格式:pdf
大小:131KB
頁數(shù):未知
4.3
由于過濾介質(zhì)材料、結(jié)構(gòu)上的差異,過濾精度的確定多按國際標(biāo)準(zhǔn)astmf795(液固分離法)。其測試手段較繁,且易受試驗條件的影響。本文針對剛性燒結(jié)金屬絲網(wǎng)采用高精密織機(jī)編制成形的微孔結(jié)構(gòu)特點,提出了相應(yīng)的孔徑計算公式,其結(jié)果與實際過濾試驗數(shù)據(jù)吻合。利用該式可有效計算單層平紋、斜紋濾網(wǎng)的有效孔徑,可保證一定的過濾精度,同時該式對更高精度絲網(wǎng)的研制提供了理論依據(jù)。
金屬絲網(wǎng)目數(shù)與粒徑(微米)對照表
格式:pdf
大小:20KB
頁數(shù):1P
4.3
目數(shù),就是孔數(shù),就是每平方英寸上的孔數(shù)目。目數(shù)越大,孔徑越小。 一般來說,目數(shù)×孔徑(微米數(shù))=15000。 由于存在開孔率的問題,也就是因為編織網(wǎng)時用的絲的粗細(xì)的不同,不同的 國家的標(biāo)準(zhǔn)也不一樣,目前存在美國標(biāo)準(zhǔn)、英國標(biāo)準(zhǔn)和日本標(biāo)準(zhǔn)三種,其中英國 和美國的相近,日本的差別較大。我國使用的是美國標(biāo)準(zhǔn),也就是可用上面給出 的公式計算。 由此定義可以看出,目數(shù)的大小決定了篩網(wǎng)孔徑的大小。而篩網(wǎng)孔徑的大小 決定了所過篩粉體的最大顆粒dmax。所以,我們可以看出,400目篩網(wǎng)的孔徑是 38微米左右。400目的粉完全有可能非常細(xì),比如只有1-2微米,也完全有可 能是10微米、20微米 目數(shù)(mesh)微米(μm)目數(shù)(mesh)微米(μm) 28000100150 36700115125 44750120120 540001
金屬絲網(wǎng)建設(shè)項目商業(yè)計劃書
格式:pdf
大小:542KB
頁數(shù):66P
4.3
i 金屬絲網(wǎng)建設(shè)項目商業(yè)計劃書 (此文檔為word格式,下載后您可任意修改編輯!) ii 目錄 第一章總論...............................................................................................1 1.1項目概況............................................................................................1 1.2項目承辦單位概況...........................................................................2 1.3研究工作的依據(jù)、內(nèi)容及范圍.............................
金屬軟管規(guī)格表
格式:pdf
大小:9KB
頁數(shù):6P
4.4
金屬軟管為了方便查閱選用方便我們按結(jié)構(gòu)型式不同把金屬軟管分為: 1、通用螺紋連接式。 2、通用法蘭連接式。 3、兩端接管連接式。 4、快速接頭連接式。 5、幾種典型行業(yè)的結(jié)構(gòu)形式。 注意:在選用所需金屬管總成時,一般應(yīng)首先弄清以下四大要素: 1、尺寸:即軟管的通徑和長度,確定長度時注意軟管彎曲半徑,一般靜態(tài)彎曲半徑rj=(5-8)dn,動態(tài) 彎曲半徑rd=10dn。 2、壓力:選用承壓能力合適的軟管,并把工作壓力注明。注意:溫度對軟管承壓能力的影響。 3、介質(zhì):據(jù)介質(zhì)的腐蝕性選擇管體及接頭材質(zhì)。 4、安裝:據(jù)安裝條件選擇方便的軟管接頭,并注意:配置時使軟管運動方向合理,不扭曲。 通用型金屬軟管接頭形式一覽表 快速接頭式金屬軟管性能表 法蘭式金屬軟管性能表 兩端鋼管焊接金屬軟管性能表 螺紋式金屬軟管性能表 通用金屬軟管標(biāo)注方法: 吹氧波紋金屬軟管 在煉鋼行業(yè)中,轉(zhuǎn)爐氧槍與供氧管道之
金屬絲規(guī)格表相關(guān)
文輯推薦
知識推薦
百科推薦


職位:總監(jiān)理工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


