

金橋牌MG50-6二保焊絲
格式:pdf
大小:37KB
頁數:2P
人氣 :91
 4.6
4.6
JQ.MG50-6 符合 GB ER50-6 相當 AWS ER70S-6 JIS YGW12 船級社認可 : 該產品獲得了 美國船級社 (ABS) 、法國船級社 (BV) 、中國船級社 (CCS) 、中國船級社 (CCS) 、挪威船級社 (DNV) 、德國勞氏船級社 (GL) 、韓國船級社 (KR) 、英國勞氏船級社 (LR) 、日本 船級社 (NK) 等船級社認可。 說明 : 抗母材表面氧化皮、油污能力強,氣孔敏感性小。 用途 : 1.各種 500MPa 級結構鋼部件焊接。 2.各種 500MPa 級板材、管材焊接。 焊絲化學成分 (%) C Mn Si S P Cu 0.06~0.15 1.4~1.85 0.8~1.15 ≤0.035 ≤0.025 ≤0.50 熔敷金屬化學成分實例 (%) C Mn Si S P Cu 0.07 1.27 0.76 0.01



金橋牌MG50-6二保焊絲
格式:pdf
大小:31KB
頁數:2P
天津市金橋焊材集團有限公司 聯系人:張東文 訂貨專線:13930956730 jq.mg50-6 符合gber50-6 相當awser70s-6 jisygw12 船級社認可:該產品獲得了美國船級社(abs)、法國船級社(bv)、中國船級社(ccs)、中國船級社 (ccs)、挪威船級社(dnv)、德國勞氏船級社(gl)、韓國船級社(kr)、英國勞氏船級社(lr)、日本 船級社(nk)等船級社認可。 說明:抗母材表面氧化皮、油污能力強,氣孔敏感性小。 用途:1.各種500mpa級結構鋼部件焊接。 2.各種500mpa級板材、管材焊接。 焊絲化學成分(%) cmnsispcu 0.06~0.151.4~1.850.8~1.15≤0.035≤0.025≤0.50 熔敷金屬化學成分實例
二保焊焊接知識 (2)
格式:pdf
大小:7KB
頁數:2P
二保焊的焊接方法 平焊立焊角焊 co2半自動氣體保護焊接工藝 本工藝適用于低碳鋼和低合金高強度鋼各種大型鋼結構工程焊接,其焊接生產率 高,抗裂性能好,焊接變形小,適應變形范圍大,可進行薄板件及中厚板件焊接. 一.焊接準備 1.焊接前接頭清潔要求在坡口兩側30mm范圍內影響焊縫質量的毛刺、油污、 水銹臟物、氧化皮必須清潔干凈。 2.當施工環境溫度低于零度或鋼材的碳當量大于0.41%,及結構剛性過大,物件 較厚時應采用焊前預熱措施,預熱溫度為80℃~100℃,預熱范圍為板厚的5倍, 但不小于100mm。 3.工件厚度大于6mm時,為確保焊透強度,在板材的對接邊緣應采用開切v形 或x形坡口,坡口角度為60°鈍邊p為0~1mm,裝配間隙b為0~1mm;當板 厚差≥4mm時,應對較厚板材的對接邊緣進行削斜處理,如圖: 4.焊前應對co2焊
編輯推薦下載
二保焊焊接知識
格式:pdf
大小:7KB
頁數:2P
4.3
二保焊的焊接方法 平焊立焊角焊 co2半自動氣體保護焊接工藝 本工藝適用于低碳鋼和低合金高強度鋼各種大型鋼結構工程焊接,其焊接生產率 高,抗裂性能好,焊接變形小,適應變形范圍大,可進行薄板件及中厚板件焊接. 一.焊接準備 1.焊接前接頭清潔要求在坡口兩側30mm范圍內影響焊縫質量的毛刺、油污、 水銹臟物、氧化皮必須清潔干凈。 2.當施工環境溫度低于零度或鋼材的碳當量大于0.41%,及結構剛性過大,物件 較厚時應采用焊前預熱措施,預熱溫度為80℃~100℃,預熱范圍為板厚的5倍, 但不小于100mm。 3.工件厚度大于6mm時,為確保焊透強度,在板材的對接邊緣應采用開切v形 或x形坡口,坡口角度為60°鈍邊p為0~1mm,裝配間隙b為0~1mm;當板 厚差≥4mm時,應對較厚板材的對接邊緣進行削斜處理,如圖: 4.焊前應對co2焊
二保焊和電焊的區別
格式:pdf
大小:7KB
頁數:3P
4.8
1 二保焊和電焊的區別 1、就拿焊接方向來說,氣保焊基本是推焊,而焊條電弧焊是拉焊! 氣保焊焊接時操作較方便,效率高,不要換焊條,敲焊渣。 焊條電弧焊焊接時需要擺動,不然焊縫寬度達不到一定的要求,而氣保焊就可以 調整電流電壓來達到一定的寬度! 其實呢主要就是個拉焊和推焊的區別! 2、同等電流,二保焊熔深比電焊大; 同等熔深,二保焊熱輸入量小,不容易產生裂縫; 焊接條件都相同的情況下,焊材的強度比較如下: j422(e4303)焊條抗拉強度420mpa er50-6二保焊絲抗拉強度(σb)≥500mpa 3、那要看你的鐵件是什么類型的,電焊的焊口柔和韌性好二寶的強度大比 較脆焊完焊口發硬一般都是做填充因為比較方便快捷不容易出現夾渣但是 電焊容易 你問的牢固程度要看保護的程度要是保護的好的話二寶和電焊是一樣的但 是一般是電焊好點比較有韌性
金橋牌MG50-6二保焊絲熱門文檔

二保焊焊接工藝-精品合集
格式:pdf
大小:18KB
頁數:6P
4.6
二保焊焊接工藝 co2氣體保護焊焊接工藝 鋼結構二氧化碳氣體保護焊工藝規程 1適用范圍 本標準適用于本公司生產的各種鋼結構,標準規定了碳素結構鋼的二氧化碳氣體保 護焊的基本要求。 注:產品有工藝標準按工藝標準執行。 1.1編制參考標準《氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形成與尺寸》 gb.985-88 1.2術語 2.1母材:被焊的材料 2.2焊縫金屬:熔化的填充金屬和母材凝固后形成的部分金屬。 2.3層間溫度:多層焊時,停后續焊接之前,相鄰焊道應保持的最低溫度。 2.4船形焊:t形、十字形和角接接頭處于水平位置進行的焊接. 3焊接準備 3.1按圖紙要求進行工藝評定。 3.2材料準備 3.2.1產品鋼材和焊接材料應符合設計圖樣的要求。 3.2.2焊絲應儲存在干燥、通風良好的地方,專人保管。 3.2.3焊絲使用前應無油銹。 3.3坡口選擇原則 焊接


金橋牌MG50-6二保焊絲精華文檔
焊條、焊絲牌號、型號對照表
格式:pdf
大小:293KB
頁數:17P
4.5
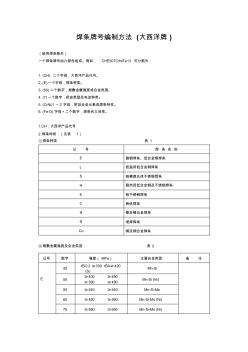
焊條牌號編制方法(大西洋牌) (船用焊條除外) 一個焊條牌號由六部份組成。例如che507crnife13可分割為: 1.(ch)二個字母,大西洋產品代號。 2.(e)一個字母,焊條種類。 3.(50)二個數字,熔敷金屬強度或合金類型。 4.(7)一個數字,藥皮類型及電流種類。 5.(crni)1~2字母,附加合金元素或焊條特性。 6.(fe13)字母+二個數字,焊條名義效率。 1.ch:大西洋產品代號 2.焊條種類:(見表1) ①焊條種類表1 記號焊條名稱 e碳鋼焊條、低合金鋼焊條 l低溫用低合金鋼焊條 s鉻鎳奧氏體不銹鋼焊條 h耐熱用低合金鋼及不銹鋼焊條 k鉻不銹鋼焊條 c鑄鐵焊條 n鎳及鎳合金焊條 r堆焊焊條 cu銅及銅合金焊條 ②熔敷金屬強度及合金類型:表2 記號數字強度(mpa)主要合金類型備注 e
常見焊條焊絲型牌對照一覽表
格式:pdf
大小:1.2MB
頁數:63P
4.4
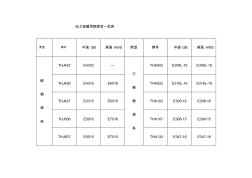
壓力容器用鋼焊材一覽表 類型牌號中國gb美國aws類型牌號中國gb美國aws 碳 鋼 焊 條 thj422e4303— 不 銹 鋼 焊 條 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 鋼 焊 條 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557re5mov-1
 降低ER70S-6合金焊絲用盤條強度實踐
降低ER70S-6合金焊絲用盤條強度實踐 降低ER70S-6合金焊絲用盤條強度實踐
格式:pdf
大小:110KB
頁數:3P
4.6
為了克服er70s-6盤條強度高造成的拉拔困難,對比分析不同廠家生產的er70s-6盤條鋼的化學成分、金相組織和力學性能,指出盤條強度高的主要原因是珠光體含量高與晶粒度低。得出結論:(1)在成分不變的情況下,晶粒度與珠光體含量是影響抗拉強度的主要因素;(2)提高吐絲溫度,在風冷線輥道速度不變的情況下,可降低盤條強度,但吐絲溫度不能超過900℃。通過調整生產工藝,盤條的抗拉強度大于550mpa的比例從原來的33%降到12%,工藝調整有效。
藥芯焊絲和實心焊絲
格式:pdf
大小:9KB
頁數:3P
4.4
實心焊絲主要有兩類:一類用于埋弧焊,另一類用于熔化極活性氣體保護焊。埋弧焊用實心 焊絲執行標準有gb/t5293-1999,有低錳焊絲,如h08a(如四川大西洋公司生產的chw-sg焊 絲)配合高錳型熔煉焊劑,用于低碳鋼及強度級別較低的管線鋼焊接;中錳焊絲,如h08mna、 h10mnsi,配合高錳高硅低氟型熔煉焊劑主要用于管線鋼焊接,并可配合低錳焊劑用于低碳鋼 焊接;高錳焊絲,如h08mn2si、h08mn2sia用于管線鋼焊接;mn-mo焊絲,如h08mnmoa、 ho8mnmotib,配合低錳中硅中氟型熔煉焊劑、氟堿型燒結焊劑或硅鈣型燒結焊劑,主要用于 強度級別較高的管線鋼焊接。焊絲直徑一般在1.6~6.4mm范圍以內。 ??????活性氣體保護焊用實心焊絲執行標準有gb/t14947-1994、gb/t8110-1995、aws 5.1
金橋牌MG50-6二保焊絲最新文檔
二保焊機如何才能焊接不銹鋼
格式:pdf
大小:9KB
頁數:1P
4.8
二保焊機如何才能焊接不銹鋼 關于二保焊機如何才能焊接不銹鋼,森達焊接推薦您 使用mig系列的二保焊機,這樣通過使用惰性保護氣體的氣 保焊機機型不銹鋼的焊接! 關于二保焊機如何才能焊接不銹鋼,一般來說二保焊 機是指的mag的二氧化碳氣體保護焊機系列,想用焊接不 銹鋼的話最好還是使用mig也就是惰性氣體進行焊接! 關于二保焊機如何才能焊接不銹鋼,森達焊接推薦您使用上 海通用品牌的二保焊機,上海通用品牌是國產的十大品牌, 絕對的性價比! 一定讓您買的舒心,用的放心!!!

埋弧焊焊絲
格式:pdf
大小:156KB
頁數:7P
4.7
埋弧焊焊絲 牌號 型號 gb 焊絲化學成分(%)(≤) 配合焊 劑 特點與用途 cmnsispcrnicu thm-43 (thg-43) h08a h08e h08c 0.10 0.30/ 0.60 0.03 0.030 0.020 0.015 0.03 0 0.02 0 0.01 5 0.20 0.10 0.20 0.30 0.10 0.30 0.20 sj301、 sj501及 hj431等 用于一般薄 板,鍋爐及管 板接頭的對接 及角焊 thm-43a (thg-43a) h08mna0.10 0.80/ 1.10 0.070.030 0.03 0 0.200.300.20 sj101、 sj127、 sj501及 hj431等 用于薄板及打 底焊焊接結構 thm-43b (thg-43b) h10mn2 0.12 1.50/ 1.90 0.070
焊接工藝評定(Q235B)二保焊
格式:pdf
大小:175KB
頁數:10P
4.5
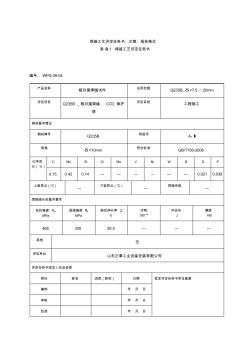
焊接工藝評定任務書、方案、報告格式 表b.1焊接工藝評定任務書 編號:wps-09-04 產品名稱板對接焊縫試件應用范圍q235b,δ=7.5⌒20mm 評定項目q235b,板對接焊縫,co2保護 焊 評定目的工程施工 鋼材基本情況 鋼材牌號q235b類級號a-ⅰ 規格 δ=10mm符合標準gb/t700-2006 化學成 分(%) cmnsicrmovniwbsp 0.150.420.14-----------------0.0210.039 上臨界點(℃)---下臨界點(℃)---焊接性能--- 焊接接頭的基本要求 抗拉強度rm mpa 屈服強度re mpa 斷后伸長率z % 冷彎 180° 沖擊功 j 硬度 hb 46533030.5--------- 其他 無 評定單
天津金橋焊材集團簽約興海特鋼,共同打造全國最大的不銹鋼焊絲生產基地 天津金橋焊材集團簽約興海特鋼,共同打造全國最大的不銹鋼焊絲生產基地
格式:pdf
大小:74KB
頁數:1P
4.8
3月7日,天津市金橋焊材集團有限公司與江蘇興海特鋼有限公司就啟動全面戰略合作舉行了簽字儀式。合作后,金橋焊材將通過控股江蘇興海特鋼,計劃在2014年實現年銷售4億以上,不銹鋼產能達1.3萬噸,形成全國最大的不銹鋼焊絲生產基地。

MAG焊絲
格式:pdf
大小:150KB
頁數:14P
4.6
詳細介紹: 碳鋼及低合金鋼用mag焊絲 chw-65a 產品描述: chw-65a 符合:gber55-g 相當:awser80s-g 說明:chw-65a是600mpa級低合金高強鋼用氣保焊絲。具良好的全位置焊接工藝性能,焊絲在立、仰、 橫等位置也有良好的可焊性,滿足了諸如水工大型鋼結構、船舶、電站、鍋爐、石化等大型焊接產品 的現場生產、安裝的焊接需要。 用途:采用富氬混合氣體保護廣泛用于水工大型鋼結構、船舶、電站、鍋爐及壓力容器、石油化工、 工程機械、、起重運輸設備等各領域600mpa級低合金高強鋼的焊接,如hiten610u2、62cf、15mnvn、 bhw35等相應強度級別的鋼材。 焊絲化學成份典型值(%): cmnsispcr mocu tib 0.
焊絲用5356鋁合金連鑄精細成形的研究 焊絲用5356鋁合金連鑄精細成形的研究
格式:pdf
大小:3.1MB
頁數:4P
4.8
由于5356鋁合金塑性較差,連鑄時易發生"拉斷"現象,很難直接連鑄出直徑不大于12mm的連鑄坯。為實現焊絲用5356連鑄坯精細成形,對5356鋁合金連鑄的實驗裝置設計、熔體處理以及連鑄工藝參數等方面進行了研究,采用三因素三水平正交試驗研究了鋁合金液溫度、連鑄速度和氮氣充氣壓力對連鑄坯的影響。結果表明:連鑄速度是影響連鑄坯表面質量的最主要因素。通過正交試驗得出了最佳工藝參數為鋁合金液溫度780℃,連鑄速度30mm/min,充氣壓力0.03mpa。


銅焊絲
格式:pdf
大小:148KB
頁數:3P
4.4
銅焊絲 各種規格型號的銅焊絲 是否提供加工定制否型號hs221/201銅焊絲 類型實芯品牌金橋 標準直徑3.0(mm)重量25公斤(g) 產地天津長度1000mm 規格1.2/1.6/2.0/2.5/3.0/4.0/5.0/6.0牌號hs221 是否含助焊劑是 銅焊絲 牌號主要成份(%)特性和用途相當aws 紫磷銅焊絲s201p0.5curem. 機械性能好,抗裂性好。紫銅氣焊 及氬弧焊用 ercu 硅青銅焊絲s211 si3mn1 curem. 機械性能好,銅合金氬弧焊及 鋼的mig釬焊用 ercusi-al 錫黃銅焊絲s221 cu60sn1si0.3 znrem. 熔點約890℃。黃銅氣焊及碳弧焊用, 也可釬焊銅、鋼、鑄鐵 鐵黃銅焊絲s222 cu58sn0.9si0.1 fe0.8z
金橋牌MG50-6二保焊絲相關
文輯推薦
知識推薦
百科推薦


職位:化工技術工程師
擅長專業:土建 安裝 裝飾 市政 園林


