

DINEN50189-2000架空導(dǎo)線鍍鋅鋼絲
格式:pdf
大小:146KB
頁(yè)數(shù):12P
人氣 :76
 4.4
4.4
DEUTSCHE NORM September 2000 ? DIN Deutsches Institut f ür Normung e.V. . Jede Art der Vervielf?ltigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut f ür Normung e.V., Berlin, gestattet. Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Ref. Nr. DIN EN 50189:2000-09 Preisgr. 11 Vertr.-Nr. 2511 Leiter f ür Freileitungen Verzinkte Stahldr?hte Deutsche Fassung EN



鍍鋅鋼絲
格式:pdf
大小:7KB
頁(yè)數(shù):2P
鍍鋅鋼絲 產(chǎn)品簡(jiǎn)介: 鍍鋅鋼絲是以優(yōu)質(zhì)的45#72a70c原料鋼絲和鋅為原材料,確保生產(chǎn)最 優(yōu)的產(chǎn)品。翔盛采用先進(jìn)的高速拉絲機(jī),將產(chǎn)品絲徑精確地控制在+0.02mm的 公差范圍之內(nèi)。同時(shí),我們生產(chǎn)中采用進(jìn)口拉絲油,生產(chǎn)出來(lái)的鋼絲表面光潔亮 麗,抗氧化時(shí)間長(zhǎng)。 使用規(guī)格: 0.2mm—3.0mm屬于電鍍鋅絲0.2mm-2.0mm屬于熱鍍鋅鋼絲 生產(chǎn)工藝分類: 鍍鋅鋼絲分電鍍鋅鋼絲和熱鍍鋅鋼絲兩大類 闡述說(shuō)明 電鍍鋅鋼絲電鍍鋅鋼絲上鋅量再6-8g/mm2,可耐150-250度的高 溫,鋅層不脫落,而且在8小時(shí)鹽霧測(cè)中鋅層不退色,主要用于打彈 簧,鋼絲刷及工藝品的制作。 熱鍍鋅鋼絲上鋅量15-80克/平方米,最大到達(dá)100克。根據(jù)規(guī)格的粗 細(xì)了來(lái)核算鋅層克重,規(guī)格越大鋅層就越厚。 工藝說(shuō)明(熱鍍鋅): 熱鍍鋅按照技術(shù)的成份又分:

鍍鋅鋼絲標(biāo)準(zhǔn)
格式:pdf
大小:14KB
頁(yè)數(shù):1P
直徑偏差1%伸長(zhǎng)時(shí)的抗拉強(qiáng)度伸長(zhǎng)率圈繞試驗(yàn)扭轉(zhuǎn)試驗(yàn) mm應(yīng)力最小值最小值最小值a芯軸直徑扭轉(zhuǎn)次數(shù)b 大于小于及等于mpampa%mm最小值 -0.01 -0.03 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 -0.02 -0.04 ####5.50-0.02 -0.0412 18 16 16 14 12 12 4 1d 1d 1d 1d 1d 1d 1d 3 3 3.5 3.5 4 4 1100 1340 1310 1310 1290 1290 1290 1290 1170 1140 1140 1100 1100 1100 #### #### 2.25 2.75 3.00 3.50 4.25 4.75 表11級(jí)強(qiáng)度鍍鋅鋼線的機(jī)械性能、扭轉(zhuǎn)要求和圈繞試驗(yàn)芯棒直徑 標(biāo)稱直徑d mm a級(jí)鍍鋅層 a
編輯推薦下載
鍍鋅鋼絲 (2)
格式:pdf
大小:7KB
頁(yè)數(shù):2P
4.4
鍍鋅鋼絲 產(chǎn)品簡(jiǎn)介: 鍍鋅鋼絲是以優(yōu)質(zhì)的45#72a70c原料鋼絲和鋅為原材料,確保生產(chǎn)最 優(yōu)的產(chǎn)品。翔盛采用先進(jìn)的高速拉絲機(jī),將產(chǎn)品絲徑精確地控制在+0.02mm的 公差范圍之內(nèi)。同時(shí),我們生產(chǎn)中采用進(jìn)口拉絲油,生產(chǎn)出來(lái)的鋼絲表面光潔亮 麗,抗氧化時(shí)間長(zhǎng)。 使用規(guī)格: 0.2mm—3.0mm屬于電鍍鋅絲0.2mm-2.0mm屬于熱鍍鋅鋼絲 生產(chǎn)工藝分類: 鍍鋅鋼絲分電鍍鋅鋼絲和熱鍍鋅鋼絲兩大類 闡述說(shuō)明 電鍍鋅鋼絲電鍍鋅鋼絲上鋅量再6-8g/mm2,可耐150-250度的高 溫,鋅層不脫落,而且在8小時(shí)鹽霧測(cè)中鋅層不退色,主要用于打彈 簧,鋼絲刷及工藝品的制作。 熱鍍鋅鋼絲上鋅量15-80克/平方米,最大到達(dá)100克。根據(jù)規(guī)格的粗 細(xì)了來(lái)核算鋅層克重,規(guī)格越大鋅層就越厚。 工藝說(shuō)明(熱鍍鋅): 熱鍍鋅按照技術(shù)的成份又分:
鍍鋅鋼絲鍍鋅層質(zhì)量的控制
格式:pdf
大小:14KB
頁(yè)數(shù):2P
4.6
鍍鋅鋼絲鍍鋅層質(zhì)量的控制 鍍鋅是防止鋼絲腐蝕的有效方法之一。鍍鋅一般有兩種方法,一種是電鍍鋅, 另一種是熱鍍鋅。熱鍍鋅的缺點(diǎn)是強(qiáng)度損失大。在小規(guī)格鋼絲繩生產(chǎn)過(guò)程中,大 多選擇電鍍鋅作為制繩鋼絲的原料鍍層加工方式。電鍍鋅的優(yōu)點(diǎn)是鋼絲鍍層厚度 均勻、致密,鍍前和鍍后鋼絲力學(xué)性能變化較小,鍍層厚度也可以根據(jù)要求進(jìn)行 調(diào)整;缺點(diǎn)是如果鋼絲鍍前清洗不干凈,鍍層與鋼絲基體的結(jié)合力差,容易出現(xiàn) 脫鋅現(xiàn)象。因此,鍍鋅鋼絲鍍鋅層質(zhì)量的控制十分重要。 電鍍鋅生產(chǎn)工藝流程為:放線→酸洗→水洗→電鍍鋅→冷水洗→熱水洗→ 烘干→收線。采用硫酸鋅鹽電鍍,硫酸鋅的質(zhì)量濃度為400~600g/l,電鍍液的 ph值為2~4。電鍍鋅生產(chǎn)過(guò)程中,影響鍍鋅質(zhì)量的關(guān)鍵因素是電鍍前鋼絲酸洗 的潔凈度和電鍍液質(zhì)量濃度、ph值控制以及單絲電流的大小。酸洗質(zhì)量的好壞 直接影響鍍層與基體的結(jié)合強(qiáng)度,電鍍液質(zhì)量
架空導(dǎo)線鍍鋅鋼絲熱門文檔

 鍍鋅鋼絲的鋅層均勻性
鍍鋅鋼絲的鋅層均勻性 鍍鋅鋼絲的鋅層均勻性
格式:pdf
大小:438KB
頁(yè)數(shù):3P
4.6
鋅層均勻性影響產(chǎn)品的抗蝕性能和使用壽命,應(yīng)列入標(biāo)準(zhǔn)進(jìn)行檢測(cè)和考核。可用鍍層均勻度η或鍍層厚度平均值h和標(biāo)準(zhǔn)偏差s測(cè)評(píng)鍍層的均勻性。在熱浸鍍鋅過(guò)程中應(yīng)采取必要的措施提高鍍鋅層的均勻性
國(guó)標(biāo)、普通熱鍍鋅鋼絲
格式:pdf
大小:562KB
頁(yè)數(shù):3P
4.7
國(guó)標(biāo)/普通熱鍍鋅鋼絲|電鍍鋅鋼絲 來(lái)源:河北志達(dá)偉業(yè)通訊器材有限公司 我公司熱鍍鋅鋼絲、國(guó)標(biāo)/普通熱鍍鋅鋼絲及電鍍鋅鋼絲均可生產(chǎn),我公司鍍鋅 鋼絲產(chǎn)品詳情: 原材料: 1、生產(chǎn)鋼絲的盤條應(yīng)按yb/t170.2、gb/t4354的盤條制造,牌號(hào)由客戶選擇。 我公司可根據(jù)客戶需要采用45#、50#、55#、60#、65#、70#優(yōu)質(zhì)碳素結(jié)構(gòu)鋼 生產(chǎn)。 2、鋼絲鍍鋅的鋅錠應(yīng)采用gb/t470中的0號(hào)或1號(hào)鋅錠。 外形尺寸及產(chǎn)品力學(xué)性能: 材料:45#,50#,55#,60#,65#,70#優(yōu)質(zhì)結(jié)構(gòu)鋼 橫截面形狀:圓形 截面尺寸:1.2-5.0(mm) 抗拉強(qiáng)度:1270—1570(mpa) 允許公差:±0.02 鋼絲力學(xué)性能 鋼絲 公稱 直徑 直徑 允許 偏差 公稱抗拉強(qiáng)度 mpa 伸長(zhǎng)率 lo=200mm % 扭轉(zhuǎn)l=100d次/360℃ 公稱抗
國(guó)標(biāo)普通熱鍍鋅鋼絲
格式:pdf
大小:561KB
頁(yè)數(shù):3P
4.4
國(guó)標(biāo)/普通熱鍍鋅鋼絲|電鍍鋅鋼絲 來(lái)源:河北志達(dá)偉業(yè)通訊器材有限公司 我公司熱鍍鋅鋼絲、國(guó)標(biāo)/普通熱鍍鋅鋼絲及電鍍鋅鋼絲均可生產(chǎn),我公司鍍鋅 鋼絲產(chǎn)品詳情: 原材料: 1、生產(chǎn)鋼絲的盤條應(yīng)按yb/t170.2、gb/t4354的盤條制造,牌號(hào)由客戶選擇。 我公司可根據(jù)客戶需要采用45#、50#、55#、60#、65#、70#優(yōu)質(zhì)碳素結(jié)構(gòu)鋼 生產(chǎn)。 2、鋼絲鍍鋅的鋅錠應(yīng)采用gb/t470中的0號(hào)或1號(hào)鋅錠。 外形尺寸及產(chǎn)品力學(xué)性能: 材料:45#,50#,55#,60#,65#,70#優(yōu)質(zhì)結(jié)構(gòu)鋼 橫截面形狀:圓形 截面尺寸:1.2-5.0(mm) 抗拉強(qiáng)度:1270—1570(mpa) 允許公差:±0.02 鋼絲力學(xué)性能 鋼絲 公稱 直徑 直徑 允許 偏差 公稱抗拉強(qiáng)度 mpa 伸長(zhǎng)率 lo=200mm % 扭轉(zhuǎn)l=100d次/360℃ 公稱抗
架空導(dǎo)線鍍鋅鋼絲精華文檔
鍍鋅鋼絲繩脂
格式:pdf
大小:16KB
頁(yè)數(shù):1P
4.7
鍍鋅鋼絲繩脂 本產(chǎn)品以礦物基礎(chǔ)油調(diào)和并添加各種添加劑制成的鍍鋅鋼絲繩 性能特點(diǎn) 抗水性良好,在使用中不受潮濕環(huán)境的影響 粘附性好,能形成牢固的保護(hù)薄膜 防銹性好,防護(hù)效果良好 技術(shù)規(guī)格 符合標(biāo)準(zhǔn)q/syrh2220—2009 應(yīng)用范圍 適用于各種鍍鋅鋼絲繩潤(rùn)滑及封存防護(hù)。使用溫度范圍:-30℃~50℃ 使用溫度范圍:-30℃~50℃ 典型數(shù)據(jù) 項(xiàng)目質(zhì)量指標(biāo)試驗(yàn)方法 外觀黃色或暗綠色均勻油膏目測(cè) 滴點(diǎn),℃不低于62q/syrh4030 運(yùn)動(dòng)粘度(100℃),mm2/s不小于16gb/t265 水溶性酸或堿無(wú)gb/t259 滑落試驗(yàn)(55℃,1h)合格sh/t0387附錄a 低溫性能(-30℃,30min)合格sh/t0387附錄b 腐蝕(45號(hào)鋼,t3銅片,鋅片
國(guó)標(biāo)、普通熱鍍鋅鋼絲 (2)
格式:pdf
大小:562KB
頁(yè)數(shù):3P
4.6
國(guó)標(biāo)/普通熱鍍鋅鋼絲|電鍍鋅鋼絲 來(lái)源:河北志達(dá)偉業(yè)通訊器材有限公司 我公司熱鍍鋅鋼絲、國(guó)標(biāo)/普通熱鍍鋅鋼絲及電鍍鋅鋼絲均可生產(chǎn),我公司鍍鋅 鋼絲產(chǎn)品詳情: 原材料: 1、生產(chǎn)鋼絲的盤條應(yīng)按yb/t170.2、gb/t4354的盤條制造,牌號(hào)由客戶選擇。 我公司可根據(jù)客戶需要采用45#、50#、55#、60#、65#、70#優(yōu)質(zhì)碳素結(jié)構(gòu)鋼 生產(chǎn)。 2、鋼絲鍍鋅的鋅錠應(yīng)采用gb/t470中的0號(hào)或1號(hào)鋅錠。 外形尺寸及產(chǎn)品力學(xué)性能: 材料:45#,50#,55#,60#,65#,70#優(yōu)質(zhì)結(jié)構(gòu)鋼 橫截面形狀:圓形 截面尺寸:1.2-5.0(mm) 抗拉強(qiáng)度:1270—1570(mpa) 允許公差:±0.02 鋼絲力學(xué)性能 鋼絲 公稱 直徑 直徑 允許 偏差 公稱抗拉強(qiáng)度 mpa 伸長(zhǎng)率 lo=200mm % 扭轉(zhuǎn)l=100d次/360℃ 公稱抗
鎖用鍍鋅鋼絲繩
格式:pdf
大小:14KB
頁(yè)數(shù):1P
4.6
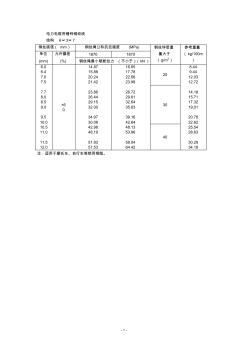
-1- 電力電纜用鍍鋅鋼絞線 結(jié)構(gòu)6×3×7 鋼絲直徑(mm)鋼絲繩公稱抗拉強(qiáng)度(mpa)鋼絲鋅層重 量大于 (g/m2) 參考重量 (kg/100m ) 單位 (mm) 允許偏差 (%) 16701870 鋼絲繩最小破斷拉力(不小于)(kn) 6.0 6.4 7.0 7.5 7.7 8.0 8.5 9.0 9.5 10.0 10.5 11.0 11.5 12.0 +6 0 14.87 15.88 20.24 21.42 23.86 26.44 29.15 32.00 34.97 30.08 42.98 48.19 51.83 57.53 16.65 17.78 22.66 23.98 26.72 29.61 32.64 35.83 39.16 42.64 48.13 53.
架空導(dǎo)線鍍鋅鋼絲最新文檔
鍍鋅鋼絲鉛爐余熱綜合利用 鍍鋅鋼絲鉛爐余熱綜合利用
格式:pdf
大小:268KB
頁(yè)數(shù):4P
4.7
鋼絲鍍鋅過(guò)程中的熱處理工藝是能源消耗的主體。伴隨工藝過(guò)程的進(jìn)行,大量能量轉(zhuǎn)換為熱能散發(fā)到周圍環(huán)境,造成嚴(yán)重的能量浪費(fèi)和熱污染。計(jì)算表明,這類熱處理工藝的系統(tǒng)能源利用率通常只有25%左右。作者在對(duì)某鋼絲鍍鋅廠進(jìn)行節(jié)能技術(shù)改造后,經(jīng)過(guò)科學(xué)的考察和測(cè)算證明,鋼絲鍍鋅及類似的熱處理系統(tǒng)存在著相當(dāng)可觀的節(jié)能潛力。
橋索用鍍鋅鋼絲生產(chǎn)工藝探討 橋索用鍍鋅鋼絲生產(chǎn)工藝探討
格式:pdf
大小:462KB
頁(yè)數(shù):3P
4.6
研究橋索用低松弛鍍鋅鋼絲生產(chǎn)工藝,從生產(chǎn)過(guò)程、張力控制、冷卻特點(diǎn)、加熱功率與延伸率、生產(chǎn)線的控制以及原材料選用等方面,詳細(xì)闡述獲得內(nèi)在質(zhì)量和外觀品質(zhì)均符合市場(chǎng)需求的橋索用鍍鋅鋼絲的方法和途徑。

鍍鋅鋼絲GB3428_2002
格式:pdf
大小:42KB
頁(yè)數(shù):4P
4.7
gb/t17101-2007編制說(shuō)明 1、工作簡(jiǎn)況 1.1任務(wù)來(lái)源 根據(jù)國(guó)家標(biāo)準(zhǔn)化管理委員會(huì)2006年制修訂國(guó)家標(biāo)準(zhǔn)項(xiàng)目計(jì)劃,由江陰華新鋼 纜有限公司、上海申佳金屬制品有限公司、冶金工業(yè)信息標(biāo)準(zhǔn)研究院承擔(dān)制定國(guó) 家標(biāo)準(zhǔn)《gb/t17101-1997橋梁纜索用熱鍍鋅鋼絲》的修訂工作。 1.2工作過(guò)程 2006年8月接到修訂任務(wù)后即著手標(biāo)準(zhǔn)征求意見(jiàn)稿修訂的起草準(zhǔn)備工作,主 要開(kāi)展了以下幾項(xiàng)工作: 1.2.1收集分析、研究了目前國(guó)際上唯一的預(yù)應(yīng)力鍍鋅鋼絲的國(guó)家標(biāo)準(zhǔn)nfa35-035 (1993版和2001版)。 1.2.2了解了國(guó)內(nèi)外橋梁纜(拉)索用鍍鋅鋼絲生產(chǎn)、使用、研究現(xiàn)狀及發(fā)展趨勢(shì) 有關(guān)資料。 1.2.3收集分析了近十年來(lái)特別是最近幾年國(guó)內(nèi)大型懸索橋、斜拉橋纜(拉)索用 鍍鋅鋼絲設(shè)計(jì)采用的技術(shù)規(guī)范,研究了一些關(guān)鍵技術(shù)指標(biāo)的發(fā)展變化。 1.2.4總結(jié)了江陰華新和上海
鍍鋅鋼絲網(wǎng)驗(yàn)收規(guī)范2
格式:pdf
大小:194KB
頁(yè)數(shù):1P
4.5
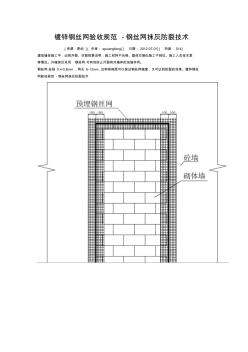
鍍鋅鋼絲網(wǎng)驗(yàn)收規(guī)范-鋼絲網(wǎng)抹灰防裂技術(shù) [來(lái)源:原創(chuàng)][作者:apxiangfeng][日期:2012-07-01][熱度:514] 建筑墻體施工中,出現(xiàn)開(kāi)裂、空鼓現(xiàn)象說(shuō)明:施工材料不合格、基體交接處施工不到位、施工人員技術(shù)差 等情況。外墻抹灰采用鋼絲網(wǎng)可有效防止開(kāi)裂和對(duì)墻體的加強(qiáng)作用。 鋼絲網(wǎng)絲徑0.4-0.8mm,網(wǎng)孔6-13mm,這種規(guī)格既可以保證鋼絲網(wǎng)強(qiáng)度,又可達(dá)到防裂的效果。鍍鋅鋼絲 網(wǎng)驗(yàn)收規(guī)范-鋼絲網(wǎng)抹灰防裂技術(shù)
鍍鋅鋼絲防腐蝕涂層液應(yīng)用 鍍鋅鋼絲防腐蝕涂層液應(yīng)用
格式:pdf
大小:455KB
頁(yè)數(shù):3P
4.4
為提高鍍鋅鋼絲防腐性能,在環(huán)氧樹(shù)脂(雙酚a型)中添加無(wú)機(jī)填料(b液),配以磷酸鹽形成的防腐涂液(a液)與水以3∶1∶4體積比混合制成防腐液。涂防腐涂層的鍍鋅鋼絲經(jīng)暴露大氣加速腐蝕試驗(yàn)和鹽霧檢測(cè)試驗(yàn),結(jié)果表明:(1)大氣腐蝕試驗(yàn)中,涂防腐涂層的鍍鋅鋼絲31d時(shí)未出現(xiàn)腐蝕現(xiàn)象。(2)鹽霧檢測(cè)試驗(yàn),未涂層8h出現(xiàn)點(diǎn)狀腐蝕現(xiàn)象,涂防腐層的鍍鋅鋼絲22h未出現(xiàn)點(diǎn)狀腐蝕現(xiàn)象。經(jīng)該防腐涂層液處理生產(chǎn)的鍍鋅鋼鉸線防腐性能滿足用戶的防腐要求。
鍍鋅鋼繩用鍍鋅鋼絲生產(chǎn)工藝的探討 鍍鋅鋼繩用鍍鋅鋼絲生產(chǎn)工藝的探討
格式:pdf
大小:174KB
頁(yè)數(shù):2P
4.6
一、前言鍍鋅鋼繩適用于在海水或河水、以及其它特殊工作條件下使用。國(guó)內(nèi)和國(guó)際市場(chǎng)對(duì)此鋼繩需求較大,供應(yīng)緊缺。我公司正待開(kāi)發(fā)生產(chǎn)。鍍鋅鋼繩用鍍鋅鋼絲的生產(chǎn)工藝對(duì)其質(zhì)量、成本和效益有決定性的意義。本文針對(duì)這類鋼絲的標(biāo)準(zhǔn)要求,就其拉拔試驗(yàn)進(jìn)
鋼芯鋁絞線用鍍鋅鋼絲 鋼芯鋁絞線用鍍鋅鋼絲
格式:pdf
大小:143KB
頁(yè)數(shù):1P
4.4
鋼芯鋁絞線用鍍鋅荊絲是制造遠(yuǎn)距離高壓輸電用鋼芯鋁絞線不可缺少的重要配套材料。鞍鋼生產(chǎn)鋼芯鋁絞線用鍍鋅鋼絲已經(jīng)有二十多年歷史了。短年生產(chǎn)量力1000~1500噸。產(chǎn)品性能優(yōu)良,質(zhì)量穩(wěn)定。實(shí)物質(zhì)量已經(jīng)達(dá)到國(guó)際電工協(xié)會(huì)
 熱鍍鋅鋼絲與冷鍍鋅鋼絲的區(qū)別!深入對(duì)比兩者的優(yōu)缺點(diǎn)
熱鍍鋅鋼絲與冷鍍鋅鋼絲的區(qū)別!深入對(duì)比兩者的優(yōu)缺點(diǎn) 熱鍍鋅鋼絲與冷鍍鋅鋼絲的區(qū)別!深入對(duì)比兩者的優(yōu)缺點(diǎn)
格式:doc
大小:17KB
頁(yè)數(shù):4P
4.5
在建筑、制造業(yè)等領(lǐng)域,鋼絲是不可或缺的重要材料。根據(jù)不同的應(yīng)用場(chǎng)景和需求,人們會(huì)選擇不同類型的鋼絲,其中最常見(jiàn)的兩種就是熱鍍鋅鋼絲和冷鍍鋅鋼絲。雖然它們的名字聽(tīng)起來(lái)相似,但實(shí)際上這兩種鋼絲在生產(chǎn)工藝、性能特點(diǎn)以及適用范圍上存在顯著差異。

鋼芯鋁絞線用鍍鋅鋼絲
格式:pdf
大小:13KB
頁(yè)數(shù):1P
4.3
鋼芯鋁絞線用鍍鋅鋼絲 鋼絲直徑 (mm) 抗拉強(qiáng)度不小于 (mpa) 1%伸長(zhǎng)時(shí)應(yīng)力 不小于(mpa) 伸長(zhǎng)率不小于 (l=200mm)(mpa) 扭轉(zhuǎn)次數(shù)不小于 (次/360度) 1.25-2.2513101170418 2.26-3.0013101140418 3.01-3.813101100418 鋼絲直徑 (mm) 鋅層重量不小于 (g/m2) 硫酸銅浸置次數(shù) (次/60秒) 鋅層牢固性 芯桿直徑為鋼絲直徑的倍數(shù) 圈數(shù) 1.25-1.501832 4 6 1.51-1.751982 1.76-2.252142.5 2.26-2.752293 2.76-3.502443.5 3.51-3.8025945 注:適用于制造架空電力線路用鋼芯鋁絞線。
架空導(dǎo)線鍍鋅鋼絲相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:高級(jí)暖通空調(diào)工程師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


