

焊接件結構設計準則
格式:pdf
大小:17KB
頁數:1P
人氣 :90
 4.7
4.7
焊接件結構設計準則 焊接是不可拆的連接。把需要連接的兩個金屬零件在連接的地方局部加熱并 填充熔化金屬,或用加壓等方法使之熔合在一起,其焊接熔合處即焊縫。 1 焊接結構的優點(質量輕,連接可靠,工藝過程和設備簡單等優點) 1)和鑄造結構相比,焊接結構質量輕,結構設計自由度大,因不需制模,故制造周期短、 成本低,小批量時這一優點更突出; 2)和鉚接、螺栓結構相比,這種結構無間隙,便于防腐,另外,因不需附件,故也有結 構質量輕的優點。 焊接結構對焊接質量要求很高,保證焊接質量是采用焊接結構的關鍵。 2 保證或提高焊接質量的三種途徑 1)材料:材料選擇最重要的一條是可焊性,碳鋼中的碳的質量分數少于 0.22%,其可焊 性能良好; 2)工藝:工藝包括前處理、后處理和焊接工藝,其中焊接技能是決定因素。 3)結構:結構影響因素主要是焊縫受載形式、大小、是否有利于焊接工藝的施行等。 3 焊接件結構設




鈑金件結構設計準則【干貨】
格式:pdf
大小:4.7MB
頁數:31P
鈑金件結構設計準則 內容來源網絡,由“深圳機械展(11萬㎡,1100多家展商,超10萬觀眾)”收集整理! 更多cnc加工中心、車銑磨鉆床、線切割、數控刀具工具、工業機器人、非標自動化、數 字化無人工廠、精密測量、3d打印、激光切割、鈑金沖壓折彎、精密零件加工等展示,就 在深圳機械展. 薄板指板厚和其長寬相比小得多的鋼板。它的橫向抗彎能力差,不宜用于受橫向彎曲載荷作 用的場合。薄板就其材料而言是金屬,但因其特殊的幾何形狀厚度很小,所以薄板構件的加 工工藝有其特殊性。和薄板構件有關的加工工藝有三類: (1)下料:它包括剪切和沖裁。 (2)成形:它包括彎曲、折疊、卷邊和深拉。 (3)連接:它包括焊接、粘接等。薄板構件的結構設計主要應考慮加工工藝的要求和特點。 此外,要注意構件的批量大小。 薄板構件之所以被廣泛采用是因為薄板有下列優點 (1)易變形,這樣可用簡

3.鈑金件結構設計準則1
格式:pdf
大小:226KB
頁數:3P
薄板件結構設計準則(1) (十七) ξ 楊文彬(南京化工大學 210009) (續第11期) 1 引言 薄板指板厚和其長寬相比小得多的鋼板。它 的橫向抗彎能力差,不宜用于受橫向彎曲載荷作 用的場合。薄板就其材料而言是金屬,但因其特 殊的幾何形狀厚度很小,所以薄板構件的加工工 藝有其特殊性。和薄板構件有關的加工工藝有三 類:(1)下料:它包括剪切和沖裁。(2)成形:它包 括彎曲、折疊、卷邊和深拉。(3)連接:它包括焊 接、粘接等。薄板構件的結構設計主要應考慮加 工工藝的要求和特點。此外,要注意構件的批量 大小。 薄板構件之所以被廣泛采用是因為薄板有下 列優點: (1)易變形,這樣可用簡單的加工工藝制造多 種形式的構件。 (2)薄板構件重量輕。 (3)加工量小,由于薄板表面質量高,厚度方 向尺寸公差小,板面不
編輯推薦下載
塑料產品結構設計準則
格式:pdf
大小:29KB
頁數:20P
4.5
塑料產品結構設計準則 塑料產品結構設計準則 塑膠產品在設計上通常會為了能夠輕易的使產品由模具脫離出來而 需要在邊緣的內側和外側各設有一個傾斜角”出模角〔。若然產品附 有垂直外壁并且與開模方向相同的話,則模具在塑料成型後需要很大 的開模力才能打開,而且,在模具開啟後,產品脫離模具的過程亦相 信十分困難。要是該產品在產品設計的過程上已預留出模角及所有接 觸產品的模具零件在加工過程當中經過高度拋光的話,脫模就變成輕 而易舉的事情。因此,出模角的考慮在產品設計的過程是不可或缺的 [52rd.com] 因注塑件冷卻收縮後多附在凸模上,為了使產品壁厚平均及防止 產品在開模後附在較熱的凹模上,出模角對應於凹模及凸模是應該相 等的。不過,在特殊情況下若然要求產品於開模後附在凹模的話,可 將相接凹模部份的出模角盡量減少,或刻意在凹模加上適量的倒扣 位。[52rd.com] 出模角的大小是
附錄E塑料產品結構設計準則
格式:pdf
大小:1.9MB
頁數:21P
4.5
1896042.doc 30 附錄e:產品結構設計準則 產品結構設計準則一:塑料材質 熱硬化性塑料---在原料狀態下是沒有什么用,在某一溫度下加熱,經硬化作用,聚合作用或硫化作用 后,熱硬化塑料就會保持穩定而不能回到原料狀態。 硫化作用后,熱硬化塑料是所有塑料中最堅硬的。 熱塑性塑料---象金屬一樣形成熔融凝固的循環。常用有聚乙烯(pe)、聚苯乙烯(ps)、聚氯乙烯(pvdc)。 abs:成分聚合物 1.丙烯晴---耐油,耐熱,耐化學和耐候性。 2.苯乙烯---光澤,硬固,優良電氣特性和流動性。 3.丁二烯---韌性。 螺桿對原料有輸送,壓縮,熔融及計量等四種功能。螺桿在旋轉時使之慢慢后退的阻力為背壓。背壓 太低,產品易產生內部氣泡,表面銀線,背壓太高,原料會過熱,料斗下料處會結塊,螺桿不能后退,成 型周期延長及噴嘴溢料等。壓力的變動在一兩模內就
焊接件結構設計準則熱門文檔
噶米焊接工藝設計說明書支架焊接結構設計
格式:pdf
大小:491KB
頁數:19P
4.5
目錄 第一章支架焊接結構設計概述..............................................................2 1.1支架焊接結構設計簡介..................................................................................
焊接件檢驗記錄
格式:pdf
大小:18KB
頁數:1P
4.7
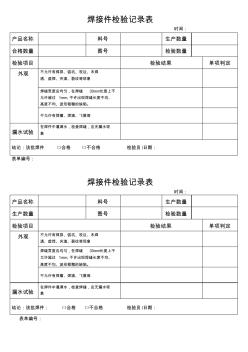
焊接件檢驗記錄表 時間: 產品名稱料號生產數量 合格數量圖號檢驗數量 檢驗項目檢驗結果單項判定 外觀不允許有焊穿、弧坑、咬邊、未焊 透、虛焊、夾渣、裂紋等現象 焊縫寬度應均勻,在焊縫30mm長度上不 允許超過1mm,不許出現焊縫長度不均、 高度不均、波形粗糙的缺陷。 不允許有焊瘤、焊渣、飛濺等 漏水試驗 在焊件中灌滿水,檢查焊縫,應無漏水現 象 結論:該批焊件□合格□不合格檢驗員/日期: 表單編號: 焊接件檢驗記錄表 時間: 產品名稱料號生產數量 生產數量圖號檢驗數量 檢驗項目檢驗結果單項判定 外觀不允許有焊穿、弧坑、咬邊、未焊 透、虛焊、夾渣、裂紋等現象 焊縫寬度應均勻,在焊縫30mm長度上不 允許超過1mm,不許出現焊縫長度不均、 高度不均、波形粗糙的缺陷。 不允許有焊瘤、焊渣、飛濺等 漏水試驗 在焊件中灌滿水,檢查焊縫,應無漏水現 象 結論
焊接件檢驗標準
格式:pdf
大小:65KB
頁數:4P
4.6
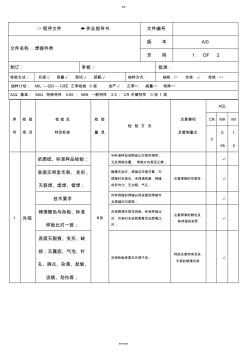
精品 感謝下載載 ○程序文件●作業指導書文件編號 文件名稱:焊接件類 版本a/0 頁碼1of2 制訂:審核:批準: 檢驗方法:目視√測量√測試√裝配√抽樣方式:抽檢□全檢√免檢□ 抽樣計劃:mil—sid—105e正常檢驗ii級加嚴√正常□減量□特殊□ aql基準:maj特殊特性0.65;min一般特性2.5;cr關鍵特性0收1退 序 號 檢驗 項目 檢驗及 判定標準 檢驗 量具 檢驗方法 注意事項 及管制重點 aql crmami 0 0. 65 1. 5 1外觀 依圖紙、標準樣品檢驗; 目測 與標準樣品或圖紙比對是否相符, 孔及焊接位置、焊接方向是否正確; √ 表面無明顯毛刺、變形, 無假焊、虛焊、錯焊; 觸摸無刮手,焊接應牢固可靠,無 焊接時未溶合、未
焊接件檢驗標準
格式:pdf
大小:40KB
頁數:2P
4.6
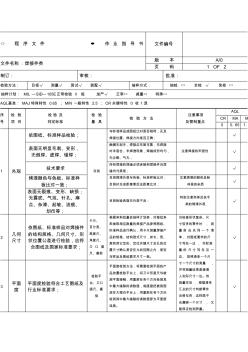
○程序文件●作業指導書文件編號 文件名稱:焊接件類 版本a/0 頁碼1of2 制訂:審核:批準: 檢驗方法:目視√測量√測試√裝配√抽樣方式:抽檢□全檢√免檢□ 抽樣計劃:mil—sid—105e正常檢驗ii級加嚴√正常□減量□特殊□ aql基準:maj特殊特性0.65;min一般特性2.5;cr關鍵特性0收1退 序 號 檢驗 項目 檢驗及 判定標準 檢驗 量具 檢驗方法 注意事項 及管制重點 aql crmami 00.651. 1外觀 依圖紙、標準樣品檢驗; 目測 與標準樣品或圖紙比對是否相符,孔及 焊接位置、焊接方向是否正確; √ 表面無明顯毛刺、變形, 無假焊、虛焊、錯焊; 觸摸無刮手,焊接應牢固可靠,無焊接 時未溶合、未

鋼結構設計圖中的焊接符號標注
格式:pdf
大小:282KB
頁數:5P
4.7
1 ** gb/t324-2008 gb/t50105-2001 jgj81-2002 2 k s 16mm sk, s 20mm 12-20mm 16mm 3mm 3 sk v b b b , b v v v 4 u r j r r . 5 1. 2. gb/t50105-2001 15162021 3.1424 25 4.17192627gb/t324-2008 a.31 5.171819 1516 6.23223 7.28 8.u 9. [1].c.w.1985364 1966 tel.:1336254651118919663363email:wzg-305@vip.163.com
焊接件結構設計準則精華文檔
鋼結構設計圖中的焊接符標注大全圖
格式:pdf
大小:322KB
頁數:4P
4.6
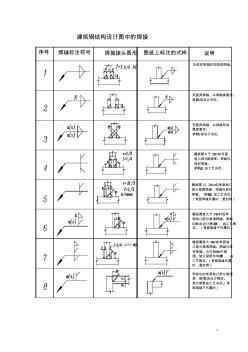
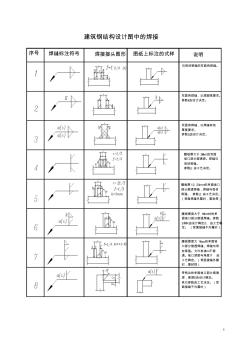
1 建筑鋼結構設計圖中的焊接 序號焊縫標注符號焊接接頭圖形圖紙上標注的式樣說明 雙面角焊縫,以焊腳高要求。 參數k由設計決定。 雙面角焊縫,以焊縫有效 厚度要求。 參數s由設計決定。 腹板厚度大于16mm時的單 面坡口部分熔透焊縫。參數 s和k由設計確定,由工藝確 定。(背面接縫不外露時) 帶鈍邊的單面坡口部分熔透 焊,熔深s由設計確定。 其它參數由工藝決定。(背 面接縫不外露時) 腹板厚大于20mm的雙面 坡口部分熔透焊。焊縫與 母材等強。 參數由工藝決定。 腹板厚12-20mm的單面坡口 部分熔透焊縫,焊縫與母材 等強。參數由工藝決定。 (背面焊縫外露時,要封焊) 與母材等強的雙面角焊縫。 腹板厚度大16mm的單面坡 口部分熔透焊縫。焊縫與母 材等強。允許有3mm不熔 透。坡口深度與角度由 工藝確定。(背面接縫外露 時,要封焊) ,且不大于 2
鋼結構設計圖中的焊接符號標注
格式:pdf
大小:287KB
頁數:5P
4.7
1 建筑鋼結構設計圖中的焊接符號標注 本文所講的并非只是個制圖方面的問題,焊縫要求在圖紙中能否正確反映是個技術性問題。焊 接是鋼結構的靈魂,焊縫設計是鋼結構連接設計的主要內容。現在有許多鋼結構設計員對此往往不 夠重視,對焊縫的本質理解不夠,有的只標上少數的焊縫符號,技術說明中加上“除圖中表注的焊 縫外,其余一律為焊腳為**的角焊縫”;有的干脆圖中一個焊接符號都沒有,只在說明中進行文字 描述性的要求。由于對焊縫標注的欠缺,使設計者的意圖不能正確或全面在圖中反映出來。造成實 際構件中焊縫欠缺和錯誤,從而對結構造成質量或受力方面的欠缺。 但要真正準確的反映出焊縫的要求則由于接頭形式不同和焊接要求不同,焊縫符號的標注顯得 復雜而難以在一個符號表達清楚。所以往往在符號后面加尾部編號,再在技術說明中另行編制尾部 編號的焊縫和坡口的圖解和說明。這樣每一個工程都要對圖中所用符號編制一套
焊接件通用技術條件試題
格式:pdf
大小:90KB
頁數:2P
4.4
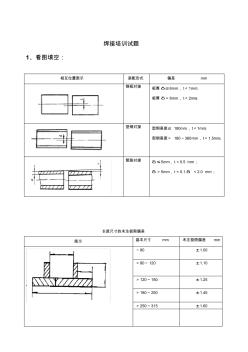
焊接培訓試題 1、看圖填空: 相互位置圖示裝配形式偏差mm 鋼板對接板厚δ≤6mm,t<1mm; 板厚δ>6mm,t<2mm。 型鋼對接型鋼高度≤180mm,t<1mm; 型鋼高度>180~360mm,t<1.5mm。 管路對接δ≤5mm,t<0.5mm; δ>5mm,t<0.1δ<2.0mm; 長度尺寸的未注極限偏差 圖示基本尺寸mm未注極限偏差mm ~80±1.00 >80~120±1.10 >120~180±1.25 >180~250±1.45 >250~315±1.60 焊縫外形尺寸及焊接缺陷單位為mm圖示 焊縫外形尺寸及焊接缺陷單位為mm圖示 氣孔或夾渣δδ≤0.10δ≤1.5 累積長度不超過焊縫全長的10%。 在50mm的焊縫長度上,單個氣孔 不大于0.5δ,但不得大于3mm, 氣
焊接件結構設計準則最新文檔
焊接件通用技術條件
格式:pdf
大小:460KB
頁數:12P
4.7
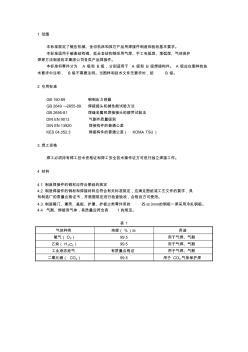
1范圍 本標準規定了鍛壓機械、金切機床和其它產品用焊接件制造和驗收基本要求。 本標準適用于碳素結構鋼、低合金結構鋼采用氣焊、手工電弧焊、埋弧焊、氣體保護 焊等方法制造的本集團公司各類產品焊接件。 本標準將零件分為a級和b級,分別適用于a級和b級焊接構件。a級應在圖樣的技 術要求中注明,b級不需要注明。當圖樣和技術文件無要求時,按b級。 2引用標準 gb150-89鋼制壓力容器 gb2649–2655-89焊接接頭機械性能試驗方法 gb2656-81焊縫金屬和焊接接頭的疲勞試驗法 dinen9013氣割件質量級別 dinen13920焊接構件的普通公差 kes04.052.3焊接構件的普通公差(komatsu) 3焊工資格 焊工必須持有焊工技術資格證和焊工安全技術操作證方可進行獨立焊接工作。 4材料 4.1制造焊接件的
鋼結構設計規范對焊接接頭的分級 (2)
格式:pdf
大小:6KB
頁數:2P
4.8
7.1焊縫連接+%qzm 7.1.1焊縫應根據結構的重要性、荷載特性、焊縫形式、工作環境以及應力狀態等情況,按 下述原則分別選用不同的質量等級: 1在需要進行疲勞計算的構件中,凡對接焊縫均應焊透,其質量等級為: 1)作用力垂直于焊縫長度方向的橫向對接焊縫或t型對接與角接組合焊縫,受拉時為一級, 受壓時應為二級; 2)作用力平行于焊縫長度方向的縱向對接焊縫應為二級。v0g+1be4? 2不需要計算疲勞的構件中,凡要求與母材等強的對接焊縫應予焊透,其質量接等級當受拉 時應不低于二級,受壓時宜為二級。0hsx1o 3重級工作制和起重量q≥50t的中級工作制吊車梁的腹板與上翼緣之間以及吊車桁架上弦 桿與節點之間的t形接頭焊縫均要求焊透,焊縫形式一般為對接與角接組合焊縫,其質量等 級不應低于二級。$#a9%er 4不要求焊透的t形接

鋼結構設計規范對焊接接頭的分級
格式:pdf
大小:7KB
頁數:3P
4.5
7.1焊縫連接'x(c+i!l%i)q:z)m 7.1.1焊縫應根據結構的重要性、荷載特性、焊縫形式、工作環境以及應力狀態等情況,按 下述原則分別選用不同的質量等級: 1在需要進行疲勞計算的構件中,凡對接焊縫均應焊透,其質量等級為: 1)作用力垂直于焊縫長度方向的橫向對接焊縫或t型對接與角接組合焊縫,受拉時為一級, 受壓時應為二級; 2)作用力平行于焊縫長度方向的縱向對接焊縫應為二級。(v0g+j'l1b:e{4 2不需要計算疲勞的構件中,凡要求與母材等強的對接焊縫應予焊透,其質量接等級當受拉 時應不低于二級,受壓時宜為二級。'l0h'j.s:x1[;o 3重級工作制和起重量q≥50t的中級工作制吊車梁的腹板與上翼緣之間以及吊車桁架上弦 桿與節點之間的t形接頭焊縫均要求焊透,焊縫形式一般為對接與角接

包覆焊接法銅包鋼線的結構設計和生產工藝
格式:pdf
大小:171KB
頁數:3P
4.7
光纖與電纜及其應用技術 opticalfiber&electriccable 2003年第3期 no.3 2003 [收稿日期] 2002211218 [作者簡介] 宋 強(1966-),男,大連通發新材料開發有 限公司工程師. [作者地址] 遼寧省大連市大連開發區金馬路247號-1, 116600 線纜材料 包覆焊接法銅包鋼線的結構設計和生產工藝 宋 強1, 戴雅康 2 , 劉世程 2 (1.大連通發新材料開發公司,遼寧大連116600;2.大連鐵道學院,遼寧大連116028) [摘 要] 論述了包覆焊接法銅包鋼線的技術要求、介紹了銅包鋼線結構設計方法及生產工藝的特點。 [關鍵詞] 銅包鋼線;包覆焊接法;結構設計;生產工藝 [中圖分類號] tg113.263

鋼結構設計圖中的焊接符號標注大全_圖_
格式:pdf
大小:276KB
頁數:4P
4.5
1 建筑鋼結構設計圖中的焊接 序號焊縫標注符號焊接接頭圖形圖紙上標注的式樣說明 雙面角焊縫,以焊腳高要求。 參數k由設計決定。 雙面角焊縫,以焊縫有效 厚度要求。 參數s由設計決定。 腹板厚度大于16mm時的單 面坡口部分熔透焊縫。參數 s和k由設計確定,由工藝確 定。(背面接縫不外露時) 帶鈍邊的單面坡口部分熔透 焊,熔深s由設計確定。 其它參數由工藝決定。(背 面接縫不外露時) 腹板厚大于20mm的雙面 坡口部分熔透焊。焊縫與 母材等強。 參數由工藝決定。 腹板厚12-20mm的單面坡口 部分熔透焊縫,焊縫與母材 等強。參數由工藝決定。 (背面焊縫外露時,要封焊) 與母材等強的雙面角焊縫。 腹板厚度大16mm的單面坡 口部分熔透焊縫。焊縫與母 材等強。允許有3mm不熔 透。坡口深度與角度由 工藝確定。(背面接縫外露 時,要封焊) ,且不大于
鋼結構設計焊接符號表示方法
格式:pdf
大小:4.8MB
頁數:24P
4.7
焊接符號 什么是焊接符號 焊接符號是一種工程語言,能簡單、明了地在圖紙上說明焊縫的形狀、幾何尺寸和焊接 方法。我國的焊接符號是由國家標準gb324規定的。 焊接符號有什么作用 焊接符號是把在圖樣上用技術制圖方法所表示的焊縫的基本形式和尺寸采用一些符號 來表示的方法。焊接符號可以表示出: (1)所焊焊縫的位置。 (2)焊縫橫截面形狀(坡口形狀)及坡口尺寸。 (3)焊縫表面形狀特征。 (4)表示焊縫某些特征或其他要求。 焊接加工符號的國家標準有哪些 焊接符號的國家標準主要有兩個: (1)gb324一1988《焊縫代號》。 (2)gb985-1988《手工電弧焊焊接接頭的基本形式與尺寸》。 焊縫形式及坡口尺寸在圖紙上是怎樣表示的 焊縫形式及坡口尺寸在圖紙上一般采用技術制圖的方法表示。為了簡化焊縫在圖樣上的 表示方法,現采用國家標準規定的焊縫符號及坡口尺寸的表
焊接件外觀質量的檢驗規范
格式:pdf
大小:6KB
頁數:2P
4.3
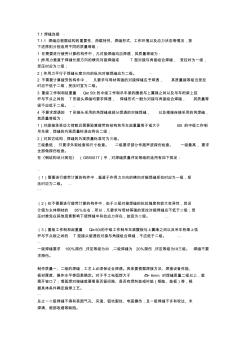
jl焊接件外觀質量的檢驗規范 一、焊接件的檢驗標準 1.嚴格按圖紙制作,加工件需預留加工量。 2.角焊高要達到6mm。平焊寬7mm,焊高3mm,直線寬1mm 以內。 3.工件外表打磨光滑、平整、銳邊倒角。 4.氣割渣、焊渣必須清理干凈。 5.氣割直線度,垂直度在1mm內。 6.屬于重型工件,必須開坡口焊接。 7.工件不能有裂紋、氣孔、夾渣等缺陷。 8.焊縫成型美觀正常,不允許有弧坑、焊縫間斷、燒穿和裂 紋存在。 9.補焊件在補焊前,必須先把缺陷處徹底鏟除干凈,再進行 補焊。 10.所有焊接件的尺寸變形量不得大于加工余量的1/3—1/2 二、焊接產品的檢驗范圍 1.焊接車間所有的氣割件、焊接件及成品的檢驗,各生產 車間所涉及到焊接制品的檢驗。 2.外協供應焊接制品的檢驗。 三、檢驗方式 目測、過角尺、卷尺 四、不合格品的處理措施 1、
焊接件結構設計準則相關
文輯推薦
知識推薦
百科推薦


職位:幕墻門窗預算員
擅長專業:土建 安裝 裝飾 市政 園林


