

工時定額作業手冊
格式:pdf
大小:24KB
頁數:1P
人氣 :77
 4.4
4.4
杭州中瑞思創科技股份有限公司 第 1 頁 工時定額作業手冊 一、作業名稱:工時定額 路徑:在金蝶 K/3主界面中,選擇〖系統設置〗→〖基礎資料〗→〖公共資料〗→ 49011〖物料〗 二、目的:為財務 ,銷售 ,物流報價 ,計算工資提供依據。 三、適用范圍: 適用于本公司的所有 EAS產品。 四、作業內容及要求: 涉及部門 崗位 作業內容 作業要求 生技部 (一)、工時定額 1. 進入〖系統設置〗→〖基礎資料〗→〖公共資料〗 →49011〖物料〗界面; 依照制造部提供的工藝流程工時表手工新增或修改 單位標準工時和年初工時 ,確保準確無誤后點〖保 存〗 . 2.年初工時維護要求如下: ①新產品只需維護標準工時,年初工時自動帶出; ②新的規格增加時需注意,如新增規格所需的工藝沒 有變動(即之前有相同工藝的規格) ,則其標準工時、 年初工時分別按之前規格的標準工時、年初工時;新 增規格為不同工藝



工時定額作業手冊(20200924133049)
格式:pdf
大小:24KB
頁數:1P
杭州中瑞思創科技股份有限公司 第1頁 工時定額作業手冊 一、作業名稱:工時定額 路徑:在金蝶k/3主界面中,選擇〖系統設置〗→〖基礎資料〗→〖公共資料〗→49011〖物料〗 二、目的:為財務,銷售,物流報價,計算工資提供依據。 三、適用范圍:適用于本公司的所有eas產品。 四、作業內容及要求: 涉及部門崗位作業內容作業要求 生技部(一)、工時定額 1.進入〖系統設置〗→〖基礎資料〗→〖公共資料〗 →49011〖物料〗界面; 依照制造部提供的工藝流程工時表手工新增或修改 單位標準工時和年初工時,確保準確無誤后點〖保 存〗. 2.年初工時維護要求如下: ①新產品只需維護標準工時,年初工時自動帶出; ②新的規格增加時需注意,如新增規格所需的工藝沒 有變動(即之前有相同工藝的規格),則其標準工時、 年初工時分別按之前規格的標準工時、年初工時;新 增規格為不同工藝

工時定額標準
格式:pdf
大小:218KB
頁數:11P
1 鈑金件工時定額試行標準(2010-10-26) 一、下料 1.氣割下料 (1)方板,法蘭類 厚度方板法蘭 φ100以下φ100~φ200φ201~φ300φ301~φ400φ401~φ500 δ12以下15分/m8分10分15分20分25分 δ16~3020分/m10分15分20分25分35分 δ35~5525分/m15分20分25分30分40分 δ60~7535分/m20分25分35分50分55分 δ80以上45分/m (2)型材類 角鋼0.5米以下0.5~1米1~2米2米以上2~3米3~4米4~7米7米以上 l30~l605分10分15分20分 l70~l10010分15分20分25分 l120~l16015分20分25分30分 槽鋼 [50~[10
編輯推薦下載

裝焊工時定額
格式:pdf
大小:1.9MB
頁數:22P
4.7
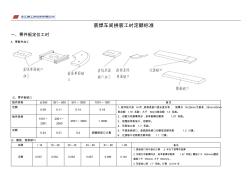
裝焊車間拼裝工時定額標準 一、零件板定位工時 1、零配件加工 ①、零件板破口 板件規格≤300301~500501~10001001~1501備注 定額 0.090.110.140.18 1、板件剖口按h/件,規格是剖口面長度總和,板厚以16-28mm為基準,28mm-60mm 取定額1.18系數;大于60mm取定額1.3系數。 2、切割為雙割嘴同步,若單割嘴切割乘1.67系數。 3、若腹扳單側坡口,定額同。 4、雙面坡口乘1.7系數。 5、平面曲線破口、曲面直線破口切割取定額系數1.2計算。 6、過渡破口切割取定額系數1.1計算。 板件規格 1501~ 2001 2001~ 2500 2501~3000>3000 定額 0.240.310.4按腹板剖口計算 ②、腹板、面板破口 板厚<1616~2830~4545~60
工時定額作業手冊熱門文檔
工時定額標準 (2)
格式:pdf
大小:136KB
頁數:11P
4.5
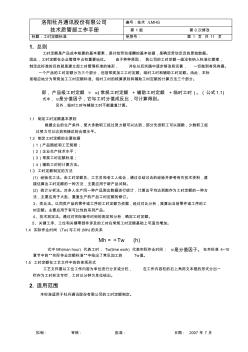
洛陽牡丹通訊股份有限公司 技術質管部工作手冊 編號:技術/lmhg 第1版第0次修改 標題:工時定額標準受控號:第1頁共11頁 擬制:審核:批準:日期:2007年7月 1.總則 工時定額是產品成本核算的基本要素,是付給勞動報酬的基本依據,是確定勞動定員的原始數據。 因此,工時定額在企業管理中占有重要地位。由于種種原因,我公司的工時定額一直沒有納入標準化管理, 制定此標準的目的就是建立起工時管理標準的雛形,并在以后實踐中逐步修改和完善,一切做到有憑有據。 一個產品的工時定額分為三個部分,包括常規加工工時定額、臨時工時和輔助工時定額。由此,本標 準相應地分為常規加工工時定額標準、臨時工時的核算原則和輔助工時定額的計算方法三個部分。 即,產品級工時定額=(常規工時定額+輔助工時定額+臨時工時)。(公式1.1) 式中,
工時定額制定
格式:pdf
大小:522KB
頁數:19P
4.5
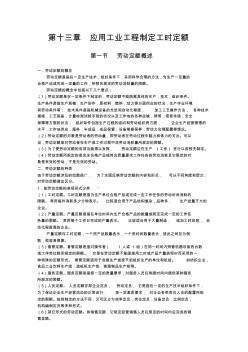
第十三章應用工業工程制定工時定額 第一節勞動定額概述 一、勞動定額的概念 勞動定額是指在一定生產技術,組織條件下,采用科學合理的方法,為生產一定量的 合格產品或完成一定量的工作,所預先規定的勞動消耗量的限額。 勞動定額的概念中包括以下幾個要點: (1)勞動定額是在一定條件下制定的,勞動定額不能脫離具體的生產,技術,組織條件。 生產條件是指生產規模,生產協作,原材料,燃料,動力等方面供應的狀況,生產作業環境 和勞動條件等;技術條件是指機械設備的先進和自動化程度,加工工藝操作方法,各種技術 措施,工藝裝備,計量檢測試驗手段的狀況以及工作地的各種運輸,照明,信息傳遞,安全 保障等方面的狀況;組織條件包括生產過程的組織和勞動組織兩方面,企業生產經營管理的 水平,工作地供應,服務,半成品,成品保管,設備維修保養,勞動力合理配置等情況。 (2)勞動定額的對象是勞動者的勞動量,即勞動者在勞
 簡述實動工時測定及與定額工時的關系
簡述實動工時測定及與定額工時的關系 簡述實動工時測定及與定額工時的關系
格式:pdf
大小:1.7MB
頁數:2P
4.6
本文主要對實動工時的測定和分析,借助數學分析工具對勞動定額進行制訂、修訂,進一步完善勞動定額。定額管理是一項重要的基礎性工作,通過定額管理,可以合理安排組織生產、調配人員、控制生產進度,降低制造成本,提高公司的經濟效益,增強企業市場競爭力。
簡述實動工時測定及與定額工時的關系 簡述實動工時測定及與定額工時的關系
格式:pdf
大小:1.7MB
頁數:2P
4.3
本文主要對實動工時的測定和分析,借助數學分析工具對勞動定額進行制訂、修訂,進一步完善勞動定額。定額管理是一項重要的基礎性工作,通過定額管理,可以合理安排組織生產、調配人員、控制生產進度,降低制造成本,提高公司的經濟效益,增強企業市場競爭力。
油漆工時定額手冊
格式:pdf
大小:35KB
頁數:10P
4.4
油漆工時定額手冊 魯南裝備制造有限責任公司 裝配工時定額手冊 液壓支架裝配—油漆分冊 工藝研究所 2014-01-01 一.適用范圍 ,1,適用產品:液壓支架結構件; ,2,涂層類型:礦山機械一般防護涂層; ,3,涂裝類別:a類; ,4,產品使用環境:一般使用環境,安裝在內陸地區的一般產品,;二.參 考標準 ,1,《gb/t14163-2009工時消耗分類、代號和標準時間構成》 ,2,《ld/t122-2004勞動定員定額標準的結構和編寫觃則》 ,3,《jb/t9169.6-1998工藝管理導則工藝定額編制》 ,4,《gb/t14002-2008勞動定額術語》 三.涂料 1.涂層總厚度/底漆厚度:80-120μm/35-60μm; 2.底漆:c06-1鐵紅醇酸底漆;c06-11鐵紅醇酸底漆;c53
工時定額作業手冊精華文檔

工時定額編制標準焊接
格式:pdf
大小:100KB
頁數:3P
4.6
1、規范說明: 1.1、本規范工時定額包括:基本時間、輔助時間、布置工作場地時間、休息與生理需要時間、準備與結束時間。 1.2、本規范是以普通碳鋼、co2氣體保護焊接為基準。 1.3、布置工作地時間30分鐘,休息與生理需要時間35分鐘,準備終了時間25分鐘。 2、焊接作業時間t(根據《船體分段焊接作業工時研究及智能計算方法》(哈爾濱工程大學學報2011年9月份 研究論文成果) 2.1焊接基本時間tj tj= sv la (min) 其中a為焊縫橫截面面積mm 2 ,l為焊縫長度m,v為焊接速度(m/min),s為焊絲橫截面面積mm2,ω為焊 絲的熔敷率。 注:實芯co2氣體保護焊絲熔敷率取85%。 2.2焊接輔助時間tf(min) tf=tj×30% 2.3t=tj+tf 3、工件重量系數k 工件重量(
![工時定額計算標準[1]](https://files.zjtcn.com/group1/M00/43/75/CgoBZ2AfCI2AWzs8AAAMAnZusTo965.jpg)
工時定額計算標準[1]
格式:pdf
大小:648KB
頁數:13P
4.5
工時定額計算標準 一.鋸床工時定額計算標準 1.工時計算公式:t=(kmt機+nt吊+t裝卸)k2 式中:km—材料系數 n—一次裝夾工件數;n=1-2; k2—次裝夾工件數修正系數,k2=1(n=1);k2=0.55(n=2) 2.機動時間:t機 2.1.方料: 式中:h-板厚mm kb-材料寬度系數,查下表 b<5050-8080-150>150 kb0.951.01.051.08 2.2.棒料: 式中d—棒料外徑mm 2.3.管料: 式中d0—管料內徑;mm 2.4..方管: 式中:h—方管外形高mm;h0—方管內腔高mm;b0—方管內腔寬mm; 3.吊料時間: 4.裝卸料時間及其它時間: 綜上所述: 方料:t=(0.12+n0.0519h+0.001l)k2-0.00013h0*b0(mi

焊接工時定額
格式:pdf
大小:509KB
頁數:15P
4.3
面積v型對接 82.51665605 88.48075767 95.59955982 103.8730625 113.3012657 123.8841695 135.6217738 148.5140787 162.561084 177.76279 194.1191964 211.6303034 230.296111 258.616619 280.0918277 302.7217368 326.5063465 351.4456567 377.5396675 面積面積校核 5467.5 5467.5 5467.5 5467.5 5467.5 88110 130162.5 180225 238297.5 未開坡口法蘭接管焊接 119.3 111.6 177.6 166.5 155.9 145.9 單邊v坡 104.5 98.02 92.06 86.67 136.5 12

焊工工時定額標準
格式:pdf
大小:226KB
頁數:12P
4.8
1 鈑金件工時定額試行標準下料 1.氣割下料 (1)方板,法蘭類 厚度方板法蘭 φ100以下φ100~φ200φ201~φ300φ301~φ400φ401~φ500 δ12以下15分/m8分10分15分20分25分 δ16~3020分/m10分15分20分25分35分 δ35~5525分/m15分20分25分30分40分 δ60~7535分/m20分25分35分50分55分 δ80以上45分/m (2)型材類 角鋼0.5米以下0.5~1米1~2米2米以上2~3米3~4米4~7米7米以上 l30~l605分10分15分20分 l70~l10010分15分20分25分 l120~l16015分20分25分30分 槽鋼 [50~[10010分15分20分30分
定額作業
格式:pdf
大小:5KB
頁數:1P
4.6
1.某砌磚小組由4人組成,砌一磚半磚基礎,2天內砌完22.6m3,則單位產品時 間定額是多少。 2.某砌磚小組由4人組成,砌一磚半磚基礎,工人的時間定額為0.354工日/m3, 則小組完成產品的產量定額是多少。 3.某土方工程二類土,挖基槽的工程量為450m3,每天有24名工人負責施工, 時間定額為0.205工日/m3,試計算完成該分項工程的施工天數。 4.有140m3二磚混水外墻,由11人砌筑小組負責施工,產量定額為0.862m3/工 日,試計算其施工天數。 5.根據下列現場測定資料,計算每100m2水泥砂漿抹地面的時間定額和產量定 額。 基本工作時間:1450工分150m2;輔助工作時間:占全部工作時間3%;準備與結 束工作時間:占全部工作時間2%;不可避免的中斷時間:占全部工作時間2.5%; 休息時間:占全
工時定額作業手冊最新文檔
服裝生產中動態工時定額的制定及應用 服裝生產中動態工時定額的制定及應用
格式:pdf
大小:476KB
頁數:3P
4.5
目前在服裝企業小批量生產中,工時定額通常只能作為靜態指標,而不能反映工時的動態變化,應用學習曲線制定動態工時定額是解決這一問題的有效方法。該方法通過擬合流水線的學習曲線確定批量系數,根據不同的批量條件用批量系數對標準工時進行修正,從而滿足了工時動態管理的需要。該方法通過實例驗證可行,使企業能獲得更精確的基礎管理數據,應用于成本核算、生產計劃編制和勞動報酬支付等工作環節。
勞動工時定額制定工作程序標準
格式:pdf
大小:13KB
頁數:2P
4.5
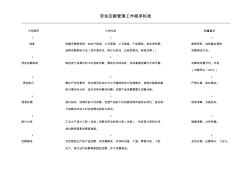
勞動定額管理工作程序標準 工作程序工作內容質量要求 ↓↓↓ 準備收集并熟悉資料:如生產類型、工藝規程、工藝裝備、產品圖紙、技術資料等。熟悉資料,選擇最合適的 選擇定額制定方法(技術測定法、統計分析法、比較類推法、經驗法等)。定額制定方法。 ↓↓↓ 勞動定額制定制定各產品零件的工時消耗定額,要結合車間實際,切實掌握定額水平和平衡。定額制定要平均、先進, (達額率≤130%) ↓↓↓ 貫徹執行隨生產任務要求,及時填寫各加工件工藝路線單給計劃調度員,首制件跟蹤定額嚴肅認真,組織落實。 執行情況與分析,及時發現與解決問題。定型產品定額要建立定額臺賬。 ↓↓↓ 信息反饋把外協件、試制件的工時定額,定型產品的工時定額資料傳遞有關單位,按月統信息準確,交換及時。 計定額與實動工時完成情況報有關單位。 ↓↓↓ 統計分析匯總分產品分工種(設備)定額與實動的統計表
基于典型工序的工時定額制定方法 基于典型工序的工時定額制定方法
格式:pdf
大小:110KB
頁數:3P
4.7
針對工時定額的制定所存在的問題,分析了工時定額的制定現狀、影響工時定額的制定的重要因素以及零件的工藝特性等,提出了基于典型工序的工時定額的制定方法,闡述了典型工序的編碼方法及其基準工時制定方法,并制定了典型工序基準工時選擇規則及其計算方法。
服裝典型工序工時定額制定方法 服裝典型工序工時定額制定方法
格式:pdf
大小:220KB
頁數:4P
4.3
為提高工時制定的精度和速度,實現工序工時智能化,提出通過典型工序制定工時的方法。這種方法是運用成組技術相似性原理形成復合工藝,對復合工藝中的工序采用混合方式編碼,通過工序決策特征碼是否相似形成典型工序,然后通過實測求加權平均值為典型工序制定基準工時,分別存入典型工序庫和基準工時定額庫,最后采用就近原則選擇典型工序基準工時和通過輸入浮余時間參數計算典型工序的標準工時。結果表明,采用這種方法可實現服裝計算機輔助工藝過程設計(capp)智能形成典型工序,準確計算工時定額,效率高,誤差小。
計算機輔助工時定額系統中的定額測算模型研究 計算機輔助工時定額系統中的定額測算模型研究
格式:pdf
大小:873KB
頁數:3P
4.3
針對國內現有的輔助工時定額系統大多“偏重時間研究,忽視方法研究”,提出了基元化的計算機輔助工時定額系統,構架了基元化定額測算模型的體系結構,建立了作業元模型和工藝基元模型。系統對時間研究與方法研究并重,有助于改變國內定額方法落后,定額水平低下的現狀。
焊接工時定額標準(發布版-焊接)
格式:pdf
大小:49KB
頁數:3P
4.7
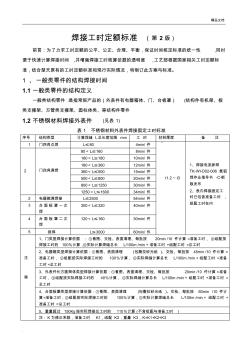
精品文檔 . 焊接工時定額標準(第2版) 前言:為了力求工時定額的公平、公正、合理、平衡,保證時間核定標準的統一性,同時 便于快速計算焊接時間,并增強焊接工時核算依據的透明度,工藝部根據國家相關工時定額標 準,結合楚天原有的工時定額標準和現行實際情況,特制訂此方案與標準。 1、一般類零件的結構焊接時間 1.1一般類零件的結構定義 一般類結構零件:是指常規產品的(外表件有電器箱體、門、臺板罩)(結構件有機架、板 類支撐架、方管類支撐架、圓柱體類、等結構件零件 1.2不銹鋼材料焊接外表件(見表1) 表1不銹鋼材料外表件焊接固定工時標準 序號結構類型計算焊縫l總長度范圍mm工時材料厚度備注 1門四角點焊l≤804min/件 ̄ 2門四角滿焊 80<l≤1608min/件 160<l≤18010min/件 t1.2~t3
面向非標準化制造的工時定額研究
格式:pdf
大小:1.1MB
頁數:1P
4.4
一切非標準化制造企業的生產通常都缺乏合理的行業規范指標,畢竟相關客戶階段化需求不斷變更,由此延展的產品類型、訂單內容和柔性生產調試規則十分繁瑣。尤其工時定額作為企業生產管理的基礎適應單元,對應生產系統各個方面都將提供合理經驗指導。因此,筆者主要聯合傳統工時定額方式加以內涵機理拆解,由此構筑面向非標準化制造的工時定額體制規劃方式和對應預算驗證模型,并將后期新訂單前期測算數值和長春客車廠內部車輛實際生產工時予以精確對比驗證,確保有關定額單元重組法和預測模型對一切非標準化制造生產模式的高度適應作用得以全面發揮。
工時定額考核制度試行的分析研究
格式:pdf
大小:104KB
頁數:1P
4.3
隨著經濟增速的換擋以及經濟結構的不斷調整優化,工時定額考核制度在精細化管理考核企業里越來越受推崇。本文對工時定額考核制度在企業里如何試行加以闡述,并對其后續工作進行分析研究,在一定程度上具有借鑒意義。
機械制造輔助加工時間定額研究
格式:pdf
大小:371KB
頁數:1P
4.6
在我國現代的制造業中,難以對機械加工的輔助時間做出準確的定論,可以說當前仍然沒有合適的方法能夠解決這一問題。針對該問題,相關人員已經做出了大量的研究以及實驗,最終在眾多的方法中選取出回歸分析法,該方法能夠較為精準的評估出相應的時間,為生產活動提供了大量的參考依據,在今后的生產加工中,可以得到更進一步的推廣,為企業的生產創造更大的價值。本文以上述內容為重點,進一步分析了產品定額與成本管理之間的關系,希望能夠有參考的價值。
工時定額作業手冊相關
文輯推薦
知識推薦
百科推薦

職位:副總監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


